
Fターム[3C100DD32]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報の用途 (458) | 工作物の照合 (220)
Fターム[3C100DD32]に分類される特許
201 - 220 / 220
部材品トレーサビリティ管理装置、管理方法、管理プログラムおよび管理プログラム記憶媒体

【課題】 製造装置のコストおよび部材品トレーサビリティ情報取得のための管理コストを低減する。
【解決手段】 製造品の製造開始時刻および製造終了時刻を、製造品識別情報および製造装置識別情報に対応付けて製造実績情報記憶部76に記憶し、部材品貯留部における部材品供給時刻および部材品供給停止時刻を、部材品名称、部材品製造ロット識別情報、製造装置識別情報および部材品貯留部識別情報に対応付けて部材品供給実績情報記憶部77に記憶する。そして、製造実績情報記憶部76に記憶されている製造開始時刻および製造終了時刻と、部材品供給実績情報記憶部77に記憶されている部材品供給開始時刻および部材品供給停止時刻とに基づき、製造品に使用され得る部材品の1以上の製造ロット識別情報を抽出し、製造品識別情報と部材品名称とに対応付けて製造ロットトレース情報記憶部78に記憶する。
(もっと読む)
部品管理システム、部品管理方法、部品管理プログラム及び部品管理プログラムを記録した記録媒体

【課題】 部品発注から部品納入までの進捗把握、部品メーカーの原材料調達状況、生産進捗および走行ロケーションの管理、部品が納入されるまでの予測、部品隘路の早期発見ならびに部品隘路に関するスピーディで的確な処理決定を行うことができる部品管理システム、部品管理方法および部品管理プログラムを記憶したコンピュータ読み取り可能な記録媒体を提供する。
【解決手段】 生産に必要な部品を部品メーカー30に発注する部品発注ステップを部品発注部1において実施し、部品が納入されるまでのプロセスを追跡し納入進捗を把握するステップ、発注した部品の納入時期を予測するステップおよび予測した納入時期と生産計画とより部品隘路を予測するステップを有する部品納入管理ステップを部品納入管理部2において実施し、部品隘路の発生が予測される場合に、対応支援情報を提供する対応支援情報提供ステップを対応支援情報提供部3において実施するものである。
(もっと読む)
テーラードブランク材の品質管理方法及び品質管理システム
【課題】 分業化された後も、製品品質情報などとの連携をとることを狙ったもので、生産者・需要家間の連携をとることにより、テーラードブランク材の一貫した品質管理が確立することができるテーラードブランク材の品質管理方法及び品質管理システムを提供する。
【解決手段】 鋼板を溶接加工してテーラードブランク材として需要家に出荷する過程で、溶接加工完了時に前記テーラードブランク材の素材情報及び溶接加工情報を関連付けた識別記号を生成する識別記号生成ステップと、生成した識別記号をレーザマーキング手段によって前記テーラードブランク材に不揮発状態で記録する識別記号記録ステップと、需要家でのプレス加工・製造工程を経た後の前記テーラードブランク材の不具合発生時に、当該テーラードブランク材に記録された前記識別記号に基づき、溶接加工からプレス加工・製造工程に至るまでの不具合原因を究明する不具合究明ステップとを備えている。
(もっと読む)
商品履歴管理装置、識別情報発行装置、及び商品履歴管理システム
【課題】 記録媒体を用いて商品履歴を管理すると共に、記録媒体を用いて多くの付属的な情報を提供すること。
【解決手段】 原料から小売り商品に至る全ての工程に対してラベルIDを発行し、発行したラベルIDとその直前の工程で発行したラベルIDとを関連づけて履歴をとることにより、原料から最終商品に至るまでの商品履歴を把握できるようにする。更に、消費者の手に渡る最終工程のラベルには、所定のサイトへの接続情報が電子透かしにより埋め込まれている。消費者が、所定機能を有する携帯端末でラベルを撮影すると、消費者は、携帯端末を所定のサイトに自動接続することができる。
(もっと読む)
クラッチ機構保有機器
【課題】機械装置製品に組み込まれたクラッチ機構保有機器に技術的な現象が生じても、その原因を的確、かつ速やかに解明できるようにすることである。
【解決手段】クラッチ機構保有機器を構成する複数の要素部品の少なくともいずれかに、非接触で情報の記録および読取りが可能なICタグを取り付け、クラッチ機構保有機器の各要素部品の素材情報、各製造工程での加工条件情報等を含む製造情報と、使用時間情報、使用環境情報、作動実績情報等を含む使用情報をこのICタグに記録することにより、機械装置製品に組み込まれたクラッチ機構保有機器に技術的な現象が生じたときに、これらの情報を読取って、その原因を的確、かつ速やかに解明できるようにした。
(もっと読む)
製造管理システム
【課題】各タグとリーダライタ装置とを用いて、現品情報、場所情報、移動手段情報、作業者情報といった情報を自動的に収集し、効率的な製造管理を実現する。
【解決手段】工場で製造される製品を構成する部品およびそれらを梱包する梱包部品である現品に貼付されて当該現品を識別する現品情報を記憶した現品タグ6と、工場内の複数の場所に貼付されて当該場所を識別する場所情報を記憶した場所タグ4と、前記現品を搬送する移動手段に貼付されて当該移動手段を識別する移動手段情報を記憶した移動手段タグ7と、作業者に携帯されて当該作業者を識別するための作業者情報を記憶した作業者タグ5と、各タグ4〜7に対して情報の読み書きを行う1以上のリーダライタ装置8とを備えている。リーダライタ装置8が読み取った情報はネットワークを介して送信され、タグ情報管理手段にて一元的に管理される。
(もっと読む)
機械部品の品質調査方法およびシステム
【課題】 機械部品を購入者から入手して品質調査を行う際における様々な書面の発行が省略でき、かつ現品についての詳細な情報が得易くて、管理が容易に行える機械部品の品質調査依頼処理方法を提供する。
【解決手段】 ICタグを有する機械部品1の品質調査方法であって、機械部品を客先から入手して品質調査を行う過程で発生する調査過程発生情報を、前記機械部品のICタグに記憶させる。例えば、機械部品を営業部門から品質調査部門に送付する過程で、送付案内および調査依頼の情報をICタグに記憶させる。また、品質調査部門で機械部品を調査した結果を示す調査結果報告の情報を、前記ICタグに記憶させる。
(もっと読む)
機械要素商品の生産管理方法
【課題】 仕掛品を含む複数の要素からなる機械要素商品において、各要素品を生産管理する機械要素商品の生産管理方法を提供する。
【解決手段】 管理対象と機械要素商品1は、複数種類の要素品を組み立てたものである。それら複数種類の要素品2は、材料購入Slから、鍛造工程S2、熱処理工程S3、および研削工程S4を経て製造される仕掛品である。各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を機械要素商品1に組み立てた後は、各要素品2に対するICタグ4の記録情報を、管理のデータベース11に、製造番号または製造ロット番号に対応して記録しておく。機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削処理の各工程の加工条件情報を記録する。
(もっと読む)
等速自在継手の使用状況管理方法
【課題】 出荷後における実際の使用の状況を容易に管理することのできる等速自在継手の使用状況管理方法を提供する。
【解決手段】 非接触で交信が可能なICタグ9を等速自在継手13に取付けておき、このICタグ9に、前記等速自在継手13の使用に係る状況を記録する。記録される使用にかかる状況として、総回転数、最高回転数、温度、およびトルクの中の少なくとも一つを含むものとする。等速自在継手13は、例えば車両におけるドライブシャフト11を構成するものである。前記ICタグ9に対し交信を行うリーダ/ライタ、およびこのリーダ/ライタを介して前記ICタグに所定の情報を書き込む書込処理手段を車両に搭載し、この書込処理手段を介して前記ICタグに前記使用に係る状況を記録するようにしても良い。上記書込処理手段は、使用に係る状況の記録を定期的に行う機能を有するものとしても良い。
(もっと読む)
製品、または製品包装上の認証マークの生産ライン上での確認方法
基板(28)への認証マークの適用を確認するシステムと方法を開示する。製品や製品包装の識別には感光性化合物の使用が可能であり、生産ライン(24)上のプリンター(22)は製品や製品包装上に少なくとも1つの感光性化合物を印刷することで、認証マーク(26)の少なくとも一部を形成し、生産ライン(24)上の確認装置(40)は製品や製品包装上の少なくとも1つの感光性化合物の適用を確認する。 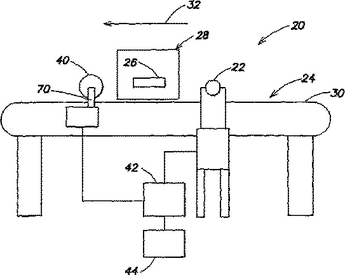 (もっと読む)
(もっと読む)
製造システムおよび製造方法
【課題】 汚染クラスの異なる工程間における工程抜け等に起因する次工程での汚染防止を図る。
【解決手段】 汚染クラスの異なる工程20a、20b間で、直前工程に該当する工程20aでの処理が終了したことに対応して、次工程に処理終了後の被処理物としての半導体ウエハ40aを搬送する搬送容器50のIDを変更する。次工程としての工程20bでは、直前処理の終了に対応して付与された識別子である変更IDをホストコンピュータ10a上のソフトウエア上で確認することで、直前の処理工程の抜けがないことを見極め、次工程での受け入れを適とする。かかる構成により、直前処理工程の抜けが発生した場合でも、次工程での受け入れを確実に拒否することができ、直前処理の未処理に関わる汚染状況を次工程に持ち込む虞がない。
(もっと読む)
機械要素商品の生産管理方法
【課題】 複数の要素からなる機械要素商品において、材料もしくは要素を外部から購買により調達する調達品を生産管理する機械要素商品の生産管理方法を提供する。
【解決手段】 管理対象と機械要素商品1は、複数種類の要素品を組み立てたものである。それら複数種類の要素品2は、材料購入Slから、鍛造工程S2、熱処理工程S3、研削工程S4、および購入部品仕入処理工程S5を経て製造されるものである。各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を機械要素商品1に組み立てた後は、各要素品2に対するICタグ4の記録情報を、管理のデータベース11に、製造番号または製造ロット番号に対応して記録しておく。機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削処理の各工程の加工条件情報を記録する。
(もっと読む)
等速自在継手の品質管理方法
【課題】 等速自在継手の品質管理方法を提供する。また、トレーサビリティの程度を高め、鍛造・旋削工程、熱処理工程、研削工程等の加工条件情報の確認が、出荷後あるいは客先納入後においても容易に行えるようにする。
【解決手段】 等速自在継手1につき、非接触で情報の記録および読取りが可能なICタグ9を用い、所定情報を記録して管理する。等速自在継手1にICタグ9を取付ける過程と、そのICタグ9に情報を記録する過程と、出荷後の任意時に、ICタグ9の記録情報を読み取って行う利用過程とを含む。ICタグ9は、等速自在継手1を構成する外側継手部材14,内側継手部材15,軸12,ブーツ18等の要素品のいずれかに対して取付ける。このICタグ9に、識別番号、製造年、製造場所の情報等を記録する。また、要素品についての製造に関する情報を記録する。
(もっと読む)
直接刷版の画像形成システムに使用される消耗品の遠隔監視
直接刷版を行う画像形成ラインにおいて、消耗品の使用量を監視するためのシステムであって、使用量を示すデータは、媒体メーカ、または他のサービス会社によって運営される遠隔管理情報システム(MIS)に転送される。前記MISは、所定の発注ポイントに照らして、一つの工場の消耗品の在庫を監視する。在庫が前記所定の発注ポイントを下回った場合、発注が開始される。  (もっと読む)
(もっと読む)
無人搬送車の運行制御方法及び運行制御システム
【課題】 無人搬送車を利用した生産設備において、生産計画に対応して作業パターンを柔軟に変更し、生産効率の最適化を図ること。
【解決手段】 生産設備Aにおける作業パターンとして、無人搬送車100の移動経路のうちの第1の経路に沿って設定された複数の作業ステーション(直1〜直4)において、無人搬送車100に搭載されたワークに対する複数の作業を分担して行う直列作業パターンと、第2の経路の途中に設定された単一の作業ステーション(並1〜並3)において、無人搬送車100に搭載されたワークに対する複数の作業を一括して行う並列作業パターンと、これらを並行して行う混在作業パターンと、が設定可能であり、各種類のワークの作業時間と、各種類のワークの生産率と、各種類のワークの生産変動率と、に基づいていずれかの作業パターンを設定することを特徴とする。
(もっと読む)
板状体の分別管理方法
【課題】 板ガラスに傷等の欠点が存在してもこれを分別して、板ガラスの修正のための研磨処理や廃棄をすることなく出荷し、出荷先又は後工程においてその板ガラスの使用や製品化を効率よく行うことができる板ガラスの分別管理方法を提供する。
【解決手段】 板ガラスの品質を検査する検査工程と、前記板ガラスにマーキングを施すマーキング工程とを有し、前記マーキングから前記板ガラスの品質データを取得可能であって、該品質データに基づいて前記板ガラスを分別して管理する。
(もっと読む)
ICタグ付き作業指示書利用システム
【課題】 ネットワークの繋がっていない生産設備に、印刷による作業指示書だけでは伝えられなかった情報を容易に伝達することのできるシステムを提供する。
【解決手段】 作業指示書本体1aに非接触で交信可能なICタグ2を設けた作業指示書1を用いる。作業指示書1のICタグ2に作業指示の情報を記録する作業指示書発行手段4を設ける。作業指示書1のICタグ2に書き込まれた作業指示の情報を読み出して作業指示の内容を表示する処理、および生産設備8に入力する処理を行う作業指示内容受付手段12を設ける。この手段12で読み取った作業指示書1のICタグ2に、この作業指示内容の作業を行っている間に生産設備8で発生した作業履歴情報を書き込む作業履歴書き込み手段13を設ける。
(もっと読む)
トレーサビリティシステムおよび製品履歴情報管理方法ならびにターミナル
【課題】 従前の現品票(カンバン)を用いたまま、工程の変更に柔軟に対応できるトレーサビリティシステムを提供する。
【解決手段】 複数の工程を経て製品を生産するラインで、各工程間は部品を台車に乗せて搬送し、その台車には搬送する部品に関する部品ロットNo等を記載したカンバンが取付けられ、データの書換え可能なICカード7を取付ける。各工程には、ICカードに格納されたデータを読み書きするターミナル10を設け、格納されたデータをトレース端末装置20が収集する。ターミナルでは、そのICカードに格納された部品情報を取得し、記憶手段に格納する手段と、その工程から搬出される部品とともに搬送されるときICカードに部品情報を格納する手段を備える。トレース端末装置は、ICカードに搬出部品についての部品ロットNoと、前工程で生成された部品についての部品ロットNoを取得するとともに、データベースに格納する。
(もっと読む)
製品の検査システムおよび製品検査方法
製品検査システムおよびこれを利用する方法は、広範囲の製品が、所定の製品要求に適合するかどうかを検査するにあたり、特に人間の感覚や測定機器の手動処理による方法で検査チェックがなされるときに、検査員を支援するものである。コンピュータサーバは、検査員の行動に統制と規律を課すために、検査員と連携して利用される。このような統制は、繊維素材のタイプごとの製品要求条件適合について検査をするための標準化された順序の遵守と、検査員が検査結果を記録することができる可能な応答の制限と、ある製品要求条件適合の検査について無効時間を最小にさせることを含む。検査員は少なくとも一つの遠隔操作検査ステーションでコンピュータサーバと相互に連携する。この遠隔操作検査ステーションは、コンピュータモニタ、キーボード、ポインタ、好ましくは製品に貼付されたラベルの読み取りが可能なバーコードスキャナを有する。 (もっと読む)
閉ループ構成における認証および追従可能性
本発明は、閉ループ型のレセプタクル構成の認証および追跡可能性を有したシステムに関するものでり、所定位置における部材用レセプタクルの存在または欠如を自動的に検出するのに使用することができる。そのようなレセプタクルは、部材用リールまたは部材用トレーまたは部材用ラックまたは構成部材を搬送し得る他のレセプタクルとされる。構成部材は、処理および/または操作に供される。システムは、さらに、検出されたレセプタクルを自動的に検出し得るとともに、関連づけられた構成部材パラメータに基づいてそれぞれの検出位置において認証することができる。システムは、さらに、検出された位置からのそのレセプタクルの移動を追跡し得るとともに、必要に応じて、構成部材パラメータを更新することができる。 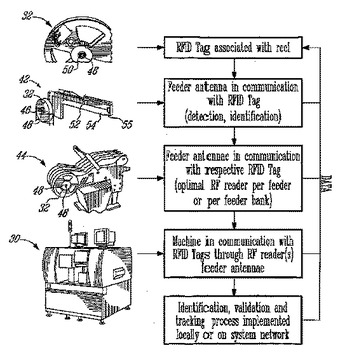 (もっと読む)
(もっと読む)
201 - 220 / 220
[ Back to top ]