
Fターム[3C269AB11]の内容
数値制御 (19,287) | 作業内容、対象機器、対象製品 (2,914) | レーザー加工 (96)
Fターム[3C269AB11]に分類される特許
1 - 20 / 96
レーザ加工方法、装置及びプログラム
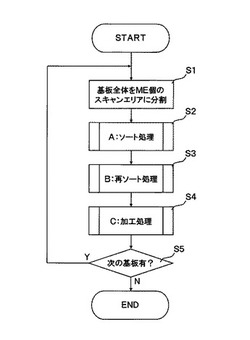
【課題】加工経路を最短にした場合であっても、熱による穴径のバラツキ量を最小限に抑え、加工品質を向上させる。
【解決手段】レーザ光を走査させる前記プリント基板を複数のスキャンエリアに分割し(S1)、スキャンエリア内の穴あけの順番を走査経路の距離が最短となるように並べ替え(S2)、並べ替えられた穴のうち、第N番目の穴と第N+1番目の穴(ただし、Nは、「1≦N≦あける穴の最大数−1」の整数)との距離が予め設定された閾値未満と判断され、かつ第N+1番目の穴が前記あける穴の最大数でないと判断された場合、第N+1番目の穴と第N+2番目の穴との順序を入れ替え(S3)、N番目の穴と入れ替えられた第N+1番目の穴との距離が閾値未満と判断された場合、第N番目の穴を加工した後、予め設定された放熱時間Tだけ加工を停止させ、その後、加工する(S4)。
(もっと読む)
切断製品の吸着搬送格納方法及び装置

【課題】板状のワークに切断加工された複数のパーツを同時に吸着搬送して、個別の製品パレットに各パーツをそれぞれ格納することにより、板材加工機における切断加工の停止時間をより短時間にすることのできる方法及び装置を提供する。
【解決手段】複数の吸着具を備えた吸着搬送手段の吸着搬送装置によって、切断加工された複数の製品を吸着する工程と、前記吸着搬送装置によって吸着された各製品を各製品に対応した製品格納部へ搬送する工程と、各製品に対応した製品格納部へ各製品を搬送する毎に、当該製品格納部に対応した製品のみの吸着を解除して当該製品を当該製品格納部に格納する工程、の各工程を備え、前記吸着搬送装置による複数の製品の吸着は、1枚のワークに対する複数の製品の切断加工が全て終了した後に、又は、1枚のワークにおける所定領域内の複数の製品の切断加工が終了し、前記所定領域外の製品の切断加工の継続時に、前記所定領域内の複数の同時吸着を行う。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
加工ヘッドのアプローチ動作を制御するレーザ加工用制御装置
【課題】オーバーシュートを可及的に防止するレーザ加工用制御装置が望まれている。
【解決手段】本発明の一態様によれば、ギャップ基準位置において、前記被加工物をレーザ加工するためのレーザ加工用制御装置であって、前記加工ヘッドと前記被加工物との間のギャップ量を検出するギャップセンサと、ギャップ位置指令を送出するギャップ位置指令演算部と、加工ヘッドを前記ギャップ基準位置まで駆動するサーボ機構部と、前記サーボ機構部の位置偏差量を読取るサーボ位置偏差読取部と、前記サーボ機構部の前記位置偏差量に基づいて、前記サーボ機構部のための補正ポジションゲインを算出するポジションゲイン演算部と、前記サーボ機構部のポジションゲインを、前記ポジションゲイン演算部において算出された前記補正ポジションゲインに切換えるポジションゲイン切換部と、を備える、レーザ加工用制御装置が提供される。
(もっと読む)
位置補正装置およびレーザ加工機
【課題】移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機を提供すること。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、画像データを規定するパラメーターの値を入力するための入力ボックスを有する入力画面部と、入力されたパラメーターの値を二次元形状として表示する補助表示画面部と、を備え、補助表示画面部は、被描画媒体の形状及び配置位置を示す二次元形状における、パラメーターが対応する部分を示すパラメーター位置表示画面部を有する。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、被描画媒体の形状を規定するパラメーターの値と、被描画体における被描画媒体の位置を規定するパラメーターの値と、を取得し、取得したパラメーターの値によって、描画画像における媒体画像の位置を規定する。
(もっと読む)
加工条件探索装置
【課題】少ない実験数で最良の加工条件を探索することができるとともに、加工結果の良否評価に誤りがある場合でも、その誤りの影響を解消して、適正な加工条件を生成することができるようにする。
【解決手段】加工特性モデル生成部25により生成された新たな加工特性モデルを用いて、次の実験加工条件を生成する実験加工条件計算部21や、加工結果収集部12により蓄積された実験加工データ毎に、当該実験加工データ内の加工結果に含まれている加工良否評価を1つずつ変更する加工結果評価一部変更部27などを設ける。
(もっと読む)
レーザ加工ロボットの教示方法及び教示装置
【課題】レーザ加工ロボットの教示作業を容易且つ正確に行えるようにする。
【解決手段】測定レーザと加工レーザとを出力するレーザスキャナを有し、加工レーザをワークに照射してレーザ加工を行うレーザ加工ロボットの教示方法が、ワーク上の基準照射位置を基準として予め定められた基準図形に基づき測定レーザをワーク上に照射する際に、測定レーザの照射位置を制御する制御手順S4と、レーザスキャナから照射された測定レーザが、ワークにおいて反射された反射光を測定する測定手順S5と、反射光と基準図形を比較し、基準照射位置におけるワークの表面の傾斜を算出する傾斜算出手順S6と、傾斜算出部が算出した傾斜から前記ロボットの姿勢に関する教示データを作成するデータ作成手順S7と、を有する。
(もっと読む)
エネルギー消費量収集装置及びその方法
【課題】一の被加工材から多種、多数の製品を加工する場合に、各製品毎のエネルギー消費量等を正確、且つ、容易に収集、表示、印刷可能な装置を提供することにより、省エネルギー対策、製品発注者からの製品毎のエネルギー消費量提示要求への対応を正確、容易、迅速可能とする。
【解決手段】エネルギー消費量の収集を行うエネルギー消費量収集装置1である。そして、プログラム5に設定した制御指令に従い作動する機械10に対し、前記プログラム5を読み込み前記機械10のエネルギー消費量を計測する計測部4を備える。前記計測部4は前記プログラム5に設定された、測定開始指令により前記計測を開始すると共に測定終了指令により前記計測を終了し前記測定開始指令と前記測定終了指令との間のエネルギー消費量を計測する。
(もっと読む)
レーザ発振器制御装置
【課題】レーザ発振器からの送信に異常があった場合のレーザ発振器の不所望な動作を防止する。
【解決手段】コントローラ1は、所定周期で変化する交番信号S2を生成し、この交番信号S2をレーザ発振器2に送信する交番信号送信回路11,13を有し、レーザ発振器2は、コントローラ1からの交番信号S2に対応して周期的に変化する戻り信号S3を生成し、この戻り信号S3をコントローラ1に送信する戻り信号送信回路21,26を有する。さらにコントローラ1は、レーザ発振器2からの戻り信号S3を監視し、戻り信号S3が異常であると判定すると、レーザ発振器2によるレーザ照射を停止するための停止制御信号S5を出力する監視回路12,15を有する。
(もっと読む)
成形品トリム加工方法
【課題】金型修正を繰り返すことなく、トリム加工を行うことができる成形品トリム加工方法を得る。
【解決手段】製品設計CADデータに応じて作成した金型によりプレス成形して成形品4を作成し(S50〜S54)、成形品4の形状を3次元測定機6により3次元測定して成形品測定データを得る(S56)。製品設計CADデータと成形品測定データとに基づいて成形品4のトリムライン32,34を成形品測定データの座標系で作成し(S58)、レーザ切断機14上に載置した成形品4の取付姿勢を測定してトリムライン32,34をレーザ切断機14の座標系に変換し(S60,S62)、レーザ切断機14により成形品4をトリムライン32,34に基づいて切断する(S64)。
(もっと読む)
加工機の運転状態表示方法
【課題】 加工機械の運転状態である通電状態、アラーム状態等、非常停止状態等を数多く表示するほど表示灯は、タワー状態となり、従って背Lが高くなるので、機械の運搬および搬入の際に高さが妨げとなるということがあり、このことを取り除いた加工機の運転状態表示方法を提供する。
【解決手段】 加工機の周囲を覆うカバー面に運転状態により、予め定められた色を表示する平面状の照明装置を設けたことを特徴とする加工機の運転状態表示方法とした。また、この平面状の照明装置は、LED発光素子を使用して構成し、照明装置を制御する制御装置のソフトウェアにより、加工装置の運転状態を判別し、所望の発光色にて表示する。さらに加工機のカバーの凹部に配置される用設置されて、目にやさしい発光とするように構成される。また、この照明装置には、磁石を用いて所望の機械のカバー面に移設できるよう、取り外し、また貼り付けを可能とする構成とした。
(もっと読む)
レーザー加工表示装置及びこれを用いたロボットの教示方法
【課題】レーザー加工の教示作業を迅速に行うことができるレーザー加工表示装置及びこれに用いたロボットの教示方法を提供すること。
【解決手段】レーザー加工表示装置1は、ロボット7のエンドエフェクタ72に装着して加工用レーザー光Aを照射するレーザー加工手段2と、被加工対象8に測長用レーザー光Bを照射して、測長用レーザー光Bの出射位置311から被加工対象8までの距離を計測する測長手段31と、加工用レーザー光Aの出射位置231から被加工対象8における各部までの距離を算出し、被加工対象8の表面断面形状を特定する算出手段と、表面断面形状82を表示すると共に、表面断面形状における各部が加工用レーザー光Aの焦点距離の調整可能範囲T内に入るか否かを表示する表示手段を備えている。
(もっと読む)
軌跡制御装置
【課題】コーナ形状のように指令経路の方向が急峻に変化するような場合でも駆動系に過大な負荷や振動を生じさせずに、また制御系の安定性を損なうことなく軌跡誤差を抑制すること。
【解決手段】複数の可動軸のモータを同時制御することにより可動部の軌跡を制御する軌跡制御装置10において、サーボ系応答軌跡を演算するサーボ系応答軌跡算出部1と、誤差ベクトルを演算する誤差ベクトル算出部2と、誤差ベクトルとサーボ系応答軌跡の所定の参照点における移動方向に基づいて補正ベクトルを演算する補正ベクトル演算部3と、補正ベクトルを各軸に分配して各可動軸の補正量を演算する各軸補正量演算部4と、各可動軸の補正量を対応する軸の位置指令に加算する補正量加算部5、6と、各可動軸の位置がそれぞれの軸の補正後位置指令に追従するように各軸のモータ駆動トルクを出力することによりそれぞれの軸のモータを制御するサーボ制御部7、8を備えた。
(もっと読む)
端材の管理方法および管理システム
【課題】切断装置の準備作業による占有時間の減少、大量の端材の一括準備作業による作業効率の向上、作業者のスケジュール調整を無くしての人的コスト低減、及び歩留まりを向上させる端材の管理方法および管理システムを提供する。
【解決手段】1または複数の切断装置によって生成された端材が切断装置から取り外され、端材置き場に格納される。格納されていた端材にマーカが付与され、撮像手段によって撮像され、切断すべき製品を示す図形が割り当てられた後に、端材が切断装置に据え付けられる。さらに、当該端材が撮像され、機械座標系における切断すべき製品を示す図形の位置のデータが取得され、制御手段の指示に従って、機械座標系における切断すべき製品を示す図形の位置のデータに基づき、この製品を示す図形が割り当てられた端材から製品が切断される。
(もっと読む)
位置決め制御装置および工作機械
【課題】位置決め制御装置においてスループットを低下させずにモータの発熱を抑える。
【解決手段】位置決め制御装置は、第1の被駆動部材を移動させる第1のモータ54と、第2の被駆動部材を移動させる第2のモータ64と、第1および第2のモータのそれぞれに対して2自由度制御を行い、第1の被駆動部材を第1の目標位置に移動させ、第2の被駆動部材を第2の目標位置に移動させる制御手段51,53,61,63とを有する。制御手段は、第1の被駆動部材を第1の目標位置に移動させるために第1のモータの動作に必要な第1の時間Txと、第2の被駆動部材を第2の目標位置に移動させるために第2のモータの動作に必要な第2の時間Tyとを求め、第1および第2の被駆動部材をそれぞれ第1および第2の目標位置に移動させる際に、第1および第2のモータを、第1および第2の時間のうち長い方の時間で同時に動作させる。
(もっと読む)
板材加工機のワークホルダ段取り情報表示装置
【課題】 スケジュール運転において、ワークホルダの段取りがあることを作業者に事前に知らせることができる段取り情報表示装置を提供する。
【解決手段】 ワークホルダ13の移動部材13に対する現在の取付位置を記憶するワールホルダ取付位置記憶手段69を設ける。加工スケジュールSHの加工プログラムを先読みし、記述されたワークホルダ13の取付位置の情報を抽出して、上記記憶手段69の情報と比較し、ワークホルダ取付位置の変更が必要となることを示す情報を生成する段取り情報生成手段48を設ける。その情報を表示情報生成手段71により表示装置47に表示させる。
(もっと読む)
加工制御装置およびレーザ加工装置
【課題】加工テーブルの駆動部品にかかる負荷を低減するとともに、精度良くワークを加工制御する加工制御装置およびレーザ加工装置を得ること。
【解決手段】加工テーブル上の治具に載置されたワークの3次元レーザ加工を制御する加工制御装置において、ワークのレーザ加工を開始する前に、加工テーブルに移動指令を送って所定の動作を行わせる軸移動指令部32と、移動指令によって加工テーブルを動作させる際に用いた電流値を測定する電流測定部33と、ワークを3次元レーザ加工する際の加工条件として、加工テーブルを動作させる駆動軸の軸加速度を、測定された電流値に基づいて設定する軸加速度変更部34と、設定された軸加速度に従ってワークへの制御指示を出力して3次元レーザ加工を制御する制御指示部31と、を備える。
(もっと読む)
加工制御装置、レーザ加工装置およびレーザ加工システム
【課題】加工ヘッドの適切な移動速度を短時間で設定できるとともに加工不良を低減することができる加工制御装置を得ること。
【解決手段】レーザを照射することによりワークの3次元レーザ加工を制御する加工制御装置において、ワーク上に設定される加工位置でのワークの面方向と加工ヘッドの加工ノズル方向とがなす角度に基づいて、加工位置での角度に応じた加工ヘッドの移動速度を加工位置毎に設定する移動速度設定部33と、設定された移動速度に従ってワークへの制御指示を出力して3次元レーザ加工を制御する制御指示部35と、を備える。
(もっと読む)
1 - 20 / 96
[ Back to top ]