
Fターム[3C269EF67]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの作成に関する特徴 (739) | 加工条件やパラメータの設定 (104) | プログラム中で指定するもの (38)
Fターム[3C269EF67]に分類される特許
1 - 20 / 38
数値制御装置
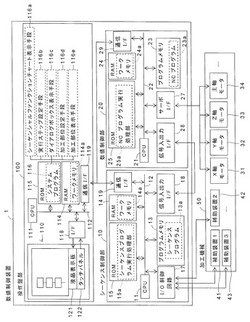
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置

【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
工具経路生成装置及び方法
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
工作機械の物理データの表示機能を備えた数値制御装置
【課題】加工速度等の加工条件の変化によらず、所定位置でのデータ比較を可能とする表示機能を備えた数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、各駆動軸12及び工作機械の工具の代表点の位置データを取得する位置データ取得部18と、取得された位置データ及び工作機械10の機械構成の各部の寸法等の情報から、各駆動軸及び工具の代表点の移動距離を算出する移動距離算出部20と、各駆動軸12及び工作機械の工具の物理データを取得する物理データ取得部22と、取得された時間軸基準の物理データを、移動距離算出部20が算出した移動距離を用いて移動距離基準のデータに変換するデータ変換部24と、該移動距離基準のデータを記憶する距離基準データ記憶部26と、記憶された距離基準データを画面表示する表示部28とを有する。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
回転速度表示装置
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
切削条件設定装置
【課題】工作物Wの材質の変更や工具5の磨耗の進行がおきても、正確なびびり安定限界線図を短時間に作成し、それを用いて切削能率の高い切削条件設定ができる切削条件設定装置92を提供する。
【解決手段】所定工具5aで基準工作物W0を切削したときの基準比切削抵抗Kfa0と基準びびり安定限界線図をNC装置9のデータ記録部922に記録し、所定工具5aの磨耗状況を累積工具磨耗率ηa0としてデータ記録部922に記録する。実切削時の比切削抵抗Kfabと基準比切削抵抗Kfa0と累積工具磨耗率ηa0を用いてρ=Kfab/(ηa0・Kfa0)を演算し、基準びびり安定限界線図の臨界切込み深さLkをρで除することで実びびり安定限界線図を演算・作成する。実びびり安定限界線図を用いて、びびりが発生しないで最大能率となる切削条件を設定する。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
加工条件探索装置
【課題】少ない実験数で最良の加工条件を探索することができるとともに、加工結果の良否評価に誤りがある場合でも、その誤りの影響を解消して、適正な加工条件を生成することができるようにする。
【解決手段】加工特性モデル生成部25により生成された新たな加工特性モデルを用いて、次の実験加工条件を生成する実験加工条件計算部21や、加工結果収集部12により蓄積された実験加工データ毎に、当該実験加工データ内の加工結果に含まれている加工良否評価を1つずつ変更する加工結果評価一部変更部27などを設ける。
(もっと読む)
数値制御装置および加工方法
【課題】工作機械において工作物を高精度に加工でき、且つ加工時間を大幅に短縮できるNC装置および加工方法を提供する。
【解決手段】主軸7の回転速度Sと熱変位量Tとの関係を示すデータを予め測定して記憶している。これにより、工具73と工作物Wとの接触点Pnにおける主軸7の熱変位量Tnおよび基準熱変位量T0を求め、接触点Pnにおける加工誤差Tn0を求めることができる(ステップS1〜4)。そして、該加工誤差Tn0が工作物の許容誤差An内となるように、主軸7の回転速度Sn,SSnを決定し、NCプログラムに指令されている主軸7の回転基準速度S0およびテーブル3の送り基準速度F0を変更することができる(ステップS5〜9)。そして、以上の処理を同一の工具73による加工工程(一加工工程)内において加工部位ごとに行っているので、工作物の加工精度を高精度に維持しつつ、加工時間を従来よりも大幅に短縮することができる。
(もっと読む)
工作機器の制御装置
【課題】うねり高さにおける加工精度を高精度に行うことができる工作機器の制御装置を提供する。
【解決手段】複数の刃を有する切削工具203を回転させるとともに移動することにより被加工物1を加工する工作機器の制御装置100であって、切削工具203の工具径および刃数の工具形状情報と、被加工物1の加工における切削工具203の回転軸Zの回転数および移動速度の加工条件情報と、切削工具203を工作機器200に設置した状態での回転振れ量情報とを用いて、被加工物1の加工におけるうねり高さを予測するうねり高さ演算部103を備える。
(もっと読む)
加工データ生成システム、ソルバプログラム
【課題】加工工程決定、ツーリング決定、切削条件決定の各機能を有機的に結合し、CADデータを入力として穴加工のNCデータを一貫生成する。
【解決手段】加工データ生成システムは、加工データ生成手段21を中核とし、加工工程決定手段22、ツーリング決定手段23、切削条件決定手段24、統合データベース25等から構成される。加工データ生成手段21は、製品形状の中から個々の穴の形状を抽出する。加工工程決定手段22は、統合データベース25を参照して要求面粗度や要求精度を満足する個々の穴の加工工程を決定する。ツーリング決定手段23は、加工シミュレーションを行い、個々の穴加工の最適ツーリング形態を決定する。そして、加工データ生成手段21は、アプローチ経路とリトラクト経路を順次決定し、個々の穴加工の部分NCデータに切削条件決定手段24によって決定される最適切削条件を付与し、統合NCデータを生成する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
NCプログラム作成方法及び作成装置
【課題】工具が工具使用限界時間を超過した状態で被加工物を加工することに起因する工具破損や加工精度の低下を確実に防ぎ、工具を工具使用限界時間まで適切に使用することを可能とするNCプログラム作成方法及びNCプログラム作成装置を提供する。
【解決手段】各加工経路に使用する工具を選択する工具選択指令と当該工具の加工経路とが記述される加工データと、工具の工具番号及び工具使用限界時間が記述される工具データとを読み込むステップと、加工データから工具選択指令を検出するステップと、検出された工具選択指令により選択される工具の加工経路から工具使用時間を算出し、工具使用時間と工具使用限界時間とを比較するステップと、工具使用時間が工具使用限界時間を越える加工経路の前に、当該工具を工具番号の異なる同一の工具と交換する工具交換指令を追記するステップとを含むようにした。
(もっと読む)
工具経路生成装置、工具経路生成方法およびそのためのプログラム
【課題】被加工領域の形状にかかわることなく、加工能率の高い工具経路を生成する。
【解決手段】回転切削工具により被加工物を等高線加工するための工具経路を生成する工具経路生成装置であって、工具経路生成に必要なデータを入力するデータ入力部101と、加工条件を設定する加工条件設定部102と、前記設定された加工条件に基づき工具経路を生成する工具経路生成部106とを備え、前記加工条件設定部102は前記工具経路で加工される領域を前記回転切削工具で加工する際の高さ毎に分割した被加工断面領域を演算する被加工断面領域演算部103と、前記演算された被加工断面領域での径方向切込み深さが前記被加工断面領域の径方向最大切削幅の整数分の一となるように径方向切込み深さを設定する径方向切込み深さ演算部104と、前記設定された径方向切込み深さに応じて軸方向切込み深さの値を変更する軸方向切込み深さ演算部105とを有する。
(もっと読む)
溶接教示プログラムの変更方法およびロボット制御装置
【課題】溶接開始位置を示す命令から溶接終了を示す命令までの区間で定義されるプログラムブロックを複数記憶する教示プログラムの修正作業時、本来修正を望むプログラムブロックを一度の操作で一括して修正できないため、修正に時間がかかり、生産開始までに時間を要し、あるいは修正抜けが生じることで溶接作業が改善されず生産性が思うように上がらないという課題があった。
【解決手段】教示プログラムにおいて複数のプログラムブロックを定義し、各プログラムブロックに識別子を付与し、本来修正を望むプログラムブロックについて同じ識別子を記憶したプログラムブロックを特定し、同じ識別子を記憶したプログラムブロックについて一括してプログラム内容を修正する。
(もっと読む)
穴あけ加工制御方法および穴あけ加工装置
【課題】異なる材質の材料により形成されていることで区分される複数の形成領域を有するワークに穴を形成するために、穴が形成される2以上の加工対象層をドリルに作用する負荷トルクに基づいて自動的に判別可能とすると共に、加工対象層毎に設定された加工条件での穴あけ加工の容易化および加工効率の向上を図る。
【解決手段】異なる材質の材料で区分される形成層51〜56を有するワーク50に穴70を形成する穴あけ加工装置において、加工対象層判定手段は、穴あけ加工の開始とドリル4に作用する負荷トルクの変化とに基づいて加工対象層51a〜56aを穴あけ加工の順に判定し、加工条件決定手段は、各加工対象層51a〜56aの形成材料に対応した設定加工回転速度および設定加工前進速度を決定し、駆動制御手段は、ドリル4が設定加工回転速度および設定加工前進速度で穴70を形成するように、主軸モータおよび送りモータを制御する。
(もっと読む)
1 - 20 / 38
[ Back to top ]