
Fターム[3C269RB01]の内容
Fターム[3C269RB01]に分類される特許
1 - 20 / 41
工作機械
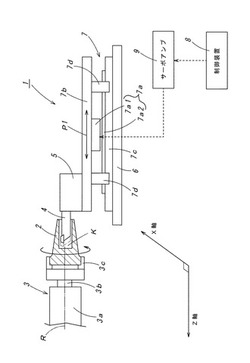
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置

【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置
【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
ロボットの制御装置
【課題】円弧状部分から直線部分に入る位置を正しくティーチングできず、直線部分に入った位置をティーチングしてしまっても、ツール先端に円弧状部分により近い形状の軌跡を辿らせる。
【解決手段】4つのティーチング位置P1〜P4のうち、P1からP2の間、P3からP4の間は直線補完する。P2が作業対象部分の直線部分から円弧状部分に入った位置に正しくティーチングし、P3は円弧状部分から直線部分に入った位置をティーチングした場合、P2とP3との間は楕円で曲線補間する。この場合、P2には楕円の長径部分が接するので円に近く、P3には短径部分が接するので直線に近くなり、結果として作業対象部分の形状に近くなる。
(もっと読む)
多軸加工機用速度制御機能を有する数値制御装置
【課題】速度指令は、ワークと工具先端点の相対的移動距離と回転軸によるワークに対する工具方向の相対的変化による工具方向変化距離との合成距離に対応する合成速度とする合成速度制御部を有する数値制御装置を提供すること。
【解決手段】工具先端点経路を指令してその工具先端点経路を速度指令に基づいて加工する工具先端点制御において、工具姿勢の回転を考慮して工具方向変化距離を算出し、これより工具先端点経路を速度指令にしたがって、各制御軸の補間をし、ワークに対する工具方向を相対的に変化させながら加工する多軸加工機を制御する数値制御装置。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
数値制御工作機械の加工時間予測装置
【課題】加工時間の予測精度の向上と加工時間の予測するための処理時間を短縮することができる数値制御工作機械による加工時間の予測方法および予測装置を提供すること。
【解決手段】NC指令を解読するNC指令解読部10と、工具経路を細かい切片であるセグメントに分割するセグメントデータ生成部30と、セグメントデータを格納する中間メモリ40と、セグメントの接線方向の速度を求める速度制約処理部20と、速度制約処理部20によって求めた速度に基づいて各セグメントを工具が移動するのに要する時間を算出するセグメント移動時間算出部50と、各セグメントを移動する時間の総和を工具移動時間とする全移動時間算出部60と、を備えたNC指令によって工具が指定された経路を移動するのに要する時間を算出する加工時間予測装置1。
(もっと読む)
アーク溶接ロボット制御装置
【課題】
作業プログラムの教示修正時に、教示データ或いは溶接区間に応じて最適な座標系が自動設定されることにより、教示修正における座標系選択に必要な操作を低減することができるアーク溶接ロボット制御装置を提供する。
【解決手段】
ロボット制御装置RCは、マニピュレータ10を手動操作するためのテーブル座標系Cw、溶接線座標系を作業プログラムに関連付けて記憶する。ロボット制御装置RCは、作業プログラムの教示修正時にマニピュレータ10を手動操作するティーチペンダントTP、及び、教示修正時に作業プログラムと関連付けされたテーブル座標系Cw、溶接線座標系を自動設定する。ロボット制御装置RCは、教示修正時に、ティーチペンダントTPによる操作指令があったとき、設定したテーブル座標系Cw、溶接線座標系でマニピュレータ10を制御する。
(もっと読む)
数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体
【課題】工具の減速による影響のない良好な加工面を得ることができ、かつ工具の移動経路がプログラムで指令した経路から大きく逸脱しない数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体を提供する。
【解決手段】セグメントS1,S2、S3のうち、セグメントS2が第1設定値以下の場合、セグメントS1の始点とセグメントS2の中点をセグメントS1Rで接続し、セグメントS2の中点とセグメントS3の終点をセグメントS2Rで接続する。セグメントS2が第1設定値より大きい場合、又はセグメントS1Rが第2設定値より長い場合、セグメントS1Rを確定する。故に、移動経路は微小ブロックを含まないので、良好な加工面を得ることができる。
(もっと読む)
数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体
【課題】工具の減速による影響のない良好な加工面を得ることができ、工具の移動経路がプログラムで指令した経路から大きく逸脱することのない数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体を提供する。
【解決手段】セグメントS1,S2、S3のうち、セグメントS2が設定値より長い場合、セグメントS1を確定する。セグメントS2が設定値未満の場合、セグメントS1の始点とセグメントS3の終点とを新たなセグメントS1R(1),S2R(1)で接続する接続点T1を算出する。接続点T1は、経路を修正する点の中点(平均点)となる。セグメントS2(1)が設定値より長い場合、セグメントS1R(1)を確定する。故に、移動経路から微小ブロックを削除できる。
(もっと読む)
多関節ロボットアーム型搬送装置の軌道情報生成装置
【課題】始点から終点までの搬送対象物を直線移動させるにあたり、移動時間の短縮と振動の低減とを両立した軌道情報生成装置を提供する。
【解決手段】多関節ロボットで搬送対象物を直線移動させるにあたり、搬送装置103の動力学モデルに基づいて始点Sから終点Eまでの移動に要する時間teをパラメータの一つとして含む評価関数の値が最小となるように最適化手法を用いて軌道情報132を生成する。動力学モデルとして搬送対象物Wを搬送する先端リンクの動作を直線動作に限定したモデルを予め設定しておき、予め設定された搬送装置の振動特性を用いて先端リンクの移動により生じる模擬振動の大きさ(x−xa)を算出し、算出した模擬振動の大きさ(x−xa)をパラメータの一つとして評価関数に含め、少なくとも上記2つのパラメータである移動時間te及び模擬振動の大きさ(x−xa)を含む評価関数の値が最小となるように軌道情報132を生成する。
(もっと読む)
経路生成装置および経路生成方法
【課題】C空間における過剰な計算を排除して、動作経路計画工数を低減する。
【解決手段】初期位置記憶手段と、目標位置記憶手段と、現在位置検出手段と、経路記憶手段と、現在位置隣接コンフィギュレーション点を求める第1候補判断手段と、現在位置隣接コンフィギュレーション点のうち障害物との干渉点に隣接する干渉点隣接コンフィギュレーション点を求める第2候補判断手段と、現在位置隣接コンフィギュレーション点が干渉点であるかどうかを判断する干渉チェック手段と、現在位置隣接コンフィギュレーション点のうち現在位置から目標コンフィギュレーション点に近づくようにコンフィギュレーション点を選定する距離候補判断手段と、を備え、現在位置において前記距離候補判断手段により選定された距離候補コンフィギュレーション点が干渉点でない場合には、直進モード経路を生成し、干渉点である場合には境界追従モード経路を生成する。
(もっと読む)
移動装置の軌道情報生成装置
【課題】複数の軌道情報を独立して生成するにあたり、複数の軌道を結合した全体での移動時間が最短となるように各々の軌道情報を生成する新たな軌道情報生成装置を提供する。
【解決手段】所望の始点から終点まで移動装置を移動させるための軌道及び軌道上の速度に関する軌道情報を互いに異なる制約条件の下で生成する二つの軌道情報生成部を有し、これら軌道情報生成部で生成される二つの軌道情報のうち一方の軌道の終点と他方の軌道の始点とを一致させて結合点とし、結合点を介して両軌道を連結可能に各々の軌道情報を生成する装置である。結合点で取り得る複数の速度V0〜VMAX(移動に要する合計時間が最小となる速度Vsを含む)のうち、結合点における速度を制約条件の一つとして各々の軌道情報生成部で生成される各軌道情報に基づく移動に要する合計時間が最小となる速度Vsを繰り返し演算により算出する速度算出部を設けた。
(もっと読む)
ロボットおよび補間方法
【課題】ロボットを構成する2つの制御ユニットA,Bにおいて、制御ユニットBが制御ユニットA上に設置されている場合に、両方の制御ユニットを同時に動かしながら、制御ユニットBの制御点に対して所望の補間動作ができるようにする。
【解決手段】制御ユニットBのユニットコントローラBに対して、制御ユニットAの制御点ACに対する指令Aも与える。ユニットコントローラBは、指令Aを制御周期ごとに補間計算し、制御ユニットBのユニット座標系Bにおける制御点BCの補間位置を計算することで、制御ユニットBのアクチュエータの補間位置を計算し、アクチュエータを制御するという手順で処理する。
(もっと読む)
オフラインティーチング方法
【課題】溶接システムにおけるオフラインティーチングを、操作の熟練を要することなく、高精度で、実施することができるオフラインティーチング方法を提供する。
【解決手段】
溶接線方向をY方向、被溶接材1の面に垂直の方向をZ方向、Y方向及びZ方向に垂直の方向をX方向とする3次元直交座標系を設定する。そして、前回のステップから現ステップを向く前段座標系として、XAYAZAの座標系Aを設定し、現ステップから次順のステップを向く後段座標系として、XBYBZBの座標系Bを設定する。よって、前回のステップから現ステップまでの溶接線セグメントはYA方向となり、現ステップから次順のステップまでの溶接線セグメントはYB方向となる。このワークを基準とする座標係で溶接線を規定し、オペレータがこのワーク座標上で、トーチ移動量を指定する。
(もっと読む)
数値制御工作機械
【課題】回転送り軸を有する工作機械の位置と姿勢の誤差を精度良く補正することができる数値制御工作機械を提供する。
【解決手段】直線送り軸及び回転送り軸を有し、計測された誤差データに基づいて移動指令を補正する機能を有する数値制御工作機械であって、誤差データは位置誤差と姿勢誤差とを含む多次元のデータであり、直線送り軸及び回転送り軸の位置及び回転角度に対応した多数の誤差データを収集して作成されたデータテーブルを記憶する誤差データ記憶手段25と、直線送り軸及び前記回転送り軸に対する指令位置と誤差データ記憶手段に記憶された誤差データとから、移動指令を補正する補正データを演算する補正データ演算手段26と、を具備し、姿勢誤差の補正は、姿勢誤差と工具寸法とから工具先端位置の3次元座標値のずれ量を演算し、演算した3次元座標値のずれ量に基づいて回転送り軸を回転させることなく直線送り軸の移動指令を補正する。
(もっと読む)
成形品トリム加工方法
【課題】金型修正を繰り返すことなく、トリム加工を行うことができる成形品トリム加工方法を得る。
【解決手段】製品設計CADデータに応じて作成した金型によりプレス成形して成形品4を作成し(S50〜S54)、成形品4の形状を3次元測定機6により3次元測定して成形品測定データを得る(S56)。製品設計CADデータと成形品測定データとに基づいて成形品4のトリムライン32,34を成形品測定データの座標系で作成し(S58)、レーザ切断機14上に載置した成形品4の取付姿勢を測定してトリムライン32,34をレーザ切断機14の座標系に変換し(S60,S62)、レーザ切断機14により成形品4をトリムライン32,34に基づいて切断する(S64)。
(もっと読む)
数値制御装置及び数値制御方法
【課題】移動量及び動作を開始して終了するまでの時間の入力を受け付けることにより、自動的に移動軌跡データ及び速度データを生成して工作機械の動作を制御することができる数値制御装置及び数値制御方法を提供する。
【解決手段】移動量データ及び移動時間データの入力を受け付け、入力を受け付けた移動量データ及び移動時間データに基づいて、制御対象の移動軌跡を示す移動軌跡データ及び速度の変化を示す速度データを生成する。生成した移動軌跡データ及び速度データに基づいて、工作機械の各軸を駆動するサーボモータの動作を制御するサーボデータを出力する。
(もっと読む)
ワーク設置誤差補正手段を有する5軸加工機を制御する数値制御装置
【課題】誤差補正後の回転軸は指令位置に近く、かつ回転軸の大きな移動を発生しないで特異点を通過する経路を作成することが可能なワーク設置誤差補正手段を有する5軸加工機を制御する数値制御装置を提供すること。
【解決手段】数値制御装置10は、指令解析部11で解析され、補間部12で補間され得られた指令数値(つまり、X,Y,Z,B(A),C軸位置)に対して、誤差補正部13でワークの設置誤差を補正する形態である。特異点通過判断手段15は、プログラム指令における各ブロック指令に対して、指令始点と指令終点の二つの指令位置の間で傾斜回転軸指令が特異点を越えて反対側にある場合は特異点を通過する必要があると判断し、フラグ(後述のF_Ps)=1として特異点通過経路作成手段16に通知する。特異点通過経路作成手段16は、フラグが1の場合に、傾斜回転軸が特異点を通過する経路を作成し誤差補正部13に出力する。
(もっと読む)
1 - 20 / 41
[ Back to top ]