
Fターム[3D023BD02]の内容
車両の内装・外装、防音・断熱 (17,020) | 配置 (2,985) | 車内側面 (893)
Fターム[3D023BD02]の下位に属するFターム
サイドドア (659)
Fターム[3D023BD02]に分類される特許
121 - 140 / 234
自動車用内装部品の取付け構造
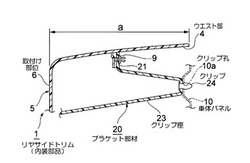
【課題】車体パネルに対して車幅方向に比較的奥深い間隔を有した取付け部位を車体パネルに取付ける場合に、ウエスト部裏面に車幅方向に長い形状の補強リブなどを形成せずに、ウエスト部の幅寸法に関わらずクリップ座の設定を可能とした。
【解決手段】車体パネル10に対して車幅方向に比較的奥深い間隔を有した取付け部位6において車体パネル1に取付ける場合、リヤサイドトリム1の裏面側における取付け部位6に別体のブラケット部材20を取着し、ブラケット部材20にクリップ座23を設けてクリップ24を装着し、クリップ24を車体パネル10に形成したクリップ孔10aに係着することによって、リヤサイドトリム1を車体パネル10に取付けており、ブラケット部材20により車体パネル10に対するリヤサイドトリムの取付け強度部材を構成させた。
(もっと読む)
カーテンエアバッグの展開作動ガイド装置

【課題】従来技術のような取付けブラケット11,12を用いずに、直接カーテンエアバッグをルーフレールに直接取付けられるように構成し、自動車組み立てラインにおける組付工数を軽減し、しかもカーテンエアバッグが確実に車室の所定方向にしかも所定形状により膨張展開できるように構成した。
【解決手段】カーテンエアバッグ5が、その下部側におけるルーフレール1Aに取付けたドアストライカ7側に展開しないようにガイドするエアバッグガイド板8を有して構成する場合、エアバッグガイド板8を、ドアストライカ7の車室1C側を美装すべくルーフレール1Aに取付けられたドアストライカカバー8に装着した。
(もっと読む)
車両内装部材
【課題】基材のアンダーカット形状を有する壁部に近い位置に取付部材を取付け得るようにする。
【解決手段】基材20の第1壁部分20Aの裏側に、クリップCを装備した取付台座部材60に設けた当接板部64をタッピングネジSにより締結する取付ボス42と、該取付台座部材60に設けた鉤状板部66を係止するスリット44とを設ける。取付ボス42およびスリット44は、第1壁部分20Aに対し傾斜し、かつ同一方向を指向するように設けられる。また取付ボス42は、第3壁部分20Cの後端縁部を通って第1壁部分20Aの裏面に直交する基準線Hから第2壁部分20Bまでの部位に位置する。
(もっと読む)
吸音材およびその製造方法
【課題】製造工程の簡素化が可能で、積層一体化にともなう熱収縮や変形、シワ等が発生しにくく、吸音性および成形性、耐久性に優れた吸音材を提供する。
【解決手段】微細孔を有する合成樹脂層からなる表皮部が、不織布または連続発泡樹脂体からなる基材の少なくとも片面に、接着剤を介さずに直接被着されてなることを特徴とする、通気性を有する吸音材。この吸音材は、車両用内装材をはじめ、電化製品、スピーカー用振動板、電動機具、土木・建築用の壁材等の吸音性が求められる用途に好適に使用される。
(もっと読む)
車両内装部材
【課題】折曲的に形成された壁部分に近接した位置に、基材を車体に組付けるために供される取付部材を装着し得るようにする。
【解決手段】基材20は、第1壁部分20Aと、第1壁部分20Aの端縁部から該第1壁部分20Aの後方に向け折曲的に形成された第2壁部分20Bと、第2壁部分20Bの後端縁部から内側に向け折曲的に形成された第3壁部分20Cとを備える。第2壁部分20Bの裏側に、クリップCを装備した取付台座部材60に設けた当接板部64をタッピングネジSにより締結する取付ボス42が設けられる。取付ボス42より第1壁部分20Aに近い位置に、取付台座部材60に設けた鉤状板部66を係止するスリット44が設けられる。取付ボス42およびスリット44は、第1壁部分20Aに対し傾斜し、かつ同一方向を指向するように設けられている。
(もっと読む)
カーテンエアバッグ装置を備えた車両の内装構造
【課題】所定条件の成立時に、車両のウインドを覆うようにピラートリムとルーフトリムとの境界部から展開するカーテンエアバッグが備えられ、前記ピラートリムの本体部の上端部における前記境界部近傍に、展開するエアバッグを車室側にガイドするガイド部が一体形成された車両の内装構造において、ルーフトリムを乗員が不測に反車室側に押圧した場合でも、ルーフトリムの変形を抑制可能な構造を提供する。
【解決手段】ガイド部42jを、ルーフトリム45の背部において車室側の端部がルーフトリム45に近接するように設ける。
(もっと読む)
高周波融着用のポリウレタン発泡体及びそれを用いた吸音部材
【課題】高周波融着により短時間で接着でき、優れた接着強度を発揮できると共に、圧縮残留ひずみ等の機械的物性を維持することができる高周波融着用のポリウレタン発泡体及びそのポリウレタン発泡体を高周波融着により熱可塑性樹脂基材に接着してなる吸音部材を提供する。
【解決手段】高周波融着可能なポリウレタン発泡体は、ポリオール類、ポリイソシアネート類、触媒、発泡剤及び補助発泡剤を含有する原料を反応及び発泡させて得られる。この場合、ポリオール類100質量部当たり、発泡剤として水の含有量が3.5〜5.0質量部、補助発泡剤として液化炭酸ガスの含有量が2.3〜6.0質量部、融点が60〜170℃である熱可塑性樹脂の粉体が1〜30質量部含まれる。そして、発泡体の見掛け密度が12〜25kg/m3、電力100W、周波数28kHzの高周波による融着時間が0.3秒以上、1.0秒未満である。
(もっと読む)
自動車内装材および自動車内装部品
【課題】 変性PPE系樹脂を基材とする発泡シートを用いた、ガラス繊維などを含まず、非常に軽量、低コストで安定した品質と環境適合性を兼ね備え、かつ消臭、抗菌作用に優れた自動車内装材および自動車内装部品を得る。
【解決手段】 熱可塑性樹脂を押出発泡成形して得られた発泡層の両面に、熱可塑性樹脂からなる非発泡層を積層した自動車内装材用基材に対して、非発泡層を形成した熱可塑性樹脂発泡積層シートの非発泡層の室内側面に、ラテックス接着剤を介して、表皮材を積層した自動車内装材用基材であって、ラテックス接着剤に光触媒を含有することにより、消臭、抗菌作用に優れた、ガラス繊維を含まず、軽量、かつ低コストで表皮材の劣化を防止し、安定した品質、環境適合性を備えた自動車内装材および自動車内装部品が得られる。
(もっと読む)
高周波融着用のポリウレタン発泡体及びそれを用いた吸音部材
【課題】高周波融着により短時間で接着でき、良好な接着強度を発揮することができる高周波融着用のポリウレタン発泡体及びそのポリウレタン発泡体を高周波融着により熱可塑性樹脂に接着してなる吸音部材を提供する。
【解決手段】高周波融着可能なポリウレタン発泡体は、ポリオール類、ポリイソシアネート類、触媒、発泡剤及び補助発泡剤を含有するポリウレタン発泡体の原料を反応及び発泡させて得られる。この場合、発泡剤は水であってその含有量がポリオール類100質量部当たり4.5〜6.0質量部であり、補助発泡剤は液化炭酸ガスであってその含有量がポリオール類100質量部当たり5.3〜7.0質量部である。そして、発泡体の見掛け密度は12〜20kg/m3であり、熱可塑性樹脂に対して電力100W、周波数28kHzの高周波による融着時間が0.8〜1.7秒である。
(もっと読む)
車両の内装構造
【課題】乗員保護手段(カーテンエアバッグ21)により車室側に押圧変形されるルーフトリム18に内装部材(コートフック31)を取り付ける場合に、その乗員保護手段がルーフトリム18を押圧変形させたときに、内装部材がルーフトリム18から外れて飛んでいくのを防止する。
【解決手段】乗員保護手段がルーフトリム18を押圧変形させたときに、内装部材(コートフック31)が取付部31bを介して取付基部32の取付基部本体32aに取付固定された状態で、取付基部32の係合部32bの車体(ルーフサイドレール11のインナパネル11a)に対する係合が解除されるように構成する。
(もっと読む)
車両の防音構造
【課題】車体パネルの室内面側に防音材を取り付ける車両の防音構造であって、軽量化を図るとともに吸音性能を高める。
【解決手段】ダッシュパネル10の車室内面側に取り付けられるインシュレータダッシュ20は、多孔質吸音機能を有する吸音層30と、通気量をコントロールすることであらゆる周波数域の騒音を吸音・遮音することができる低通気層40と、吸音層30と低通気層40とを一体化する接着層50とから構成されている。そして、接着層50により剥離強度0.01〜10.0N/cmの範囲で強固に一体化して、剥離不良を確実に防止するとともに、低通気層40における通気量をコントロールすることで、良好な吸音性能、遮音性能を剥離不良が生じることなく長期に亘り確保する。
(もっと読む)
自動車部品
【課題】ポリ乳酸系樹脂組成物を用いて耐熱性および曲げ強度に優れた自動車部品を提供すること。
【解決手段】ポリ乳酸系樹脂(A)20〜60重量部、下記(b1)〜(b4)を配合してなるプロピレン系樹脂組成物(B)40〜80重量部(ただし、(A)と(B)との合計量を100重量部とする。)、植物系天然繊維(C)1〜50重量部、および変性プロピレン系樹脂(D)0.1〜20重量部を含有するポリ乳酸系樹脂組成物から製造したことを特徴とする自動車部品;
(b1)特定の結晶性プロピレンブロック共重合体83〜58重量%、
(b2)特定のプロピレン系単独重合体0.5〜7重量%、
(b3)特定のエチレン・1−ブテンランダム共重合体1〜10重量%、および
(b4)タルク15〜25重量%。
(もっと読む)
カーテンエアバッグを備えた車両の内装構造
【課題】中間ピラーの車内側の面に設けられたシートベルトアンカと、軟質なルーフトリムの側縁部及び硬質な後部ピラートリムの内側において中間ピラーの上部前方から後部ピラーの下部まで収容され、所定条件の成立時に、中間ピラーの前方でガスが導入されて、中間ピラーを含む、少なくとも後部ピラーの前縁部より前方のサイドウィンド部の車内側の面を覆うように展開するカーテンエアバックとを備えた車両の内装構造において、カーテンエアバッグの展開時に中間ピラーの車内側の面に摺接しながら展開し、エアバッグに前後方向張力が発生するような場合でも、シートベルトアンカに引っ掛かるのを防止可能なカーテンエアバッグを備えた車両の内装構造を提供する。
【解決手段】シートベルトアンカ72を、所定の展開状態となったときにカーテンエアバッグ17に車両前後方向に生成される張力ライン(TL1,TL2,TL3)の上側に設置する。
(もっと読む)
自動車の剛性構造部材用の防音構成要素
本発明は、重質量の少なくとも1つの層(16)、およびばねを定義する1つの層(14)を含む質量ばねシステム(12)と、異なる気流抵抗を有する2つの層を有する吸音システム(18)とを備えるタイプの、剛性構造部材用の防音構成要素に関する。本発明によれば、構造部材は、金属シートであり、質量ばねシステム(12)は、剛性構造部材(10)の一方の側に提供され、吸音システム(18)は、剛性構造部材(10)の他方の側に提供される。吸音システム(18)の2つの層のうち第1の層(22)が、調節可能な気流抵抗を有する不織布からなる。自動車の防音における適用。  (もっと読む)
(もっと読む)
カーテンエアバッグを備えた車両の内装構造
【課題】中間ピラーの車内側の面に設けられたシートベルトアンカと、ルーフトリムの側縁部及び後部ピラートリムの内側において中間ピラーの上部前方から後部ピラーの下部まで収容され、所定条件の成立時に、中間ピラーの前方でガスが導入されて、中間ピラーを含む、少なくとも後部ピラーの前縁部より前方のサイドウィンド部の車内側の面を覆うように展開するカーテンエアバッグとを備えた車両の内装構造において、カーテンエアバッグが、展開時、シートベルトアンカに引っ掛かるのを防止可能なカーテンエアバッグを備えた車両の内装構造を提供する。
【解決手段】 後部ピラートリム26の前部26cの車幅方向外側縁部26aから車幅方向内方に離間した位置からのカーテンエアバッグの展開を許容する展開許容部27を設ける。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】積層構造体を少なくとも一部に含む自動車用内装部品並びにその製造方法であって、製品の軽量化を図るとともに、剛性を強化し、かつ外観性能を良好に維持する。
【解決手段】ドアトリム10は、軽量でかつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化された積層構造体(ドアトリムアッパー)20と、樹脂単体品(ドアトリムロア)30とから構成され、積層構造体20の剛性強化部位Aの発泡樹脂基材21裏面に樹脂プレート24を配置することで、製品に要求される剛性を確保するとともに、樹脂リブ22のパターン形状を簡素化することで、樹脂リブ22の造形自由度を高め、かつ型構造を簡素化する。
(もっと読む)
繊維構造体及びその製造方法
【課題】軽量でより優れた吸/遮音性を備えた防音材に適用しうる繊維構造体、その製造方法及び車両用防音材を提供すること。
【解決手段】粒子γを含有する繊維αから成る有機高分子重合体層(A層)と、粒子γを含有する繊維βから成る不織繊維層(B層)との2層構造を含む繊維構造体であって、
A層はB層の表面の少なくとも一部に被覆されており、A層の密度がB層の密度よりも大きい繊維構造体である。
繊維α、粒子γ及び定着用樹脂dを予め溶媒eに分散させた後、粒子γを含む繊維βから成る不織繊維層(B層)に塗着して、有機高分子重合体層(A層)を形成することにより繊維構造体を製造する。
(もっと読む)
車両用内装部品の取付構造
【課題】組付けが容易で、手指等では容易に外れることがなく且つ工具の利用等により容易に外すこともできる車両用内装部品の取付構造を提供する。
【解決手段】インナ部材(クラスタインナ2)の第1クリップ21、21を被取付部材(インパネ10)の係止孔10に挿入して第1被係止部11に係止させる。この状態で、アウタ部材(クラスタアウタ3)の第2クリップ30を係止孔10等に挿入して、第2クリップ30のクリップ係止部材32を被取付部材の第2被係止部12に係止させる。この取付状態では、第2クリップ30の規制部(突片31c)が、両第1クリップ21、21が互いに近接する方向に弾性変形することを規制して第1クリップ21と第1被係止部11との係止が外れることを規制する。
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
頭部保護エアバッグ装置を搭載した車両の内装品取付構造
【課題】ルーフヘッドライニングの端末部に設置される内装品の飛散をより確実に防止する。
【解決手段】コートフック付きルーフサイドレジスタ42のベゼル44は、コートフック本体部50側にて取付ボルト72でボディー側の取付ブラケット76に締結固定されており、ルーバ84側にて係合部材106でボディー側の取付ブラケット108に弾性的に係合されている。さらに、ベゼル44にはストラップ110の一端部110Aがビス114で固定されており、ストラップ110の他端部110Bは取付ボルト72でコートフック本体部50と一緒に取付ブラケット76に共締めされている。従って、ベゼル44がルーフヘッドライニング34の端末部34Aの開口部40から外れても、ストラップ110によってボディー側に連結されているのでベゼル44が飛散することはない。
(もっと読む)
121 - 140 / 234
[ Back to top ]