
Fターム[3D114EA04]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 固着 (326) | 溶接 (112) | 抵抗溶接 (25)
Fターム[3D114EA04]に分類される特許
1 - 20 / 25
ワークの位置決め装置
【課題】ワークの位置の調整や修正を、低コストで、かつ、簡単に行えるようにする。
【解決手段】ワークを所定位置に位置決めし固定するためのワークの位置決め装置1は、パイプ部41を有する位置決め用基台10と、パイプ部41をクランプする汎用のパイプクランプ51と、パイプクランプ51によってパイプ部に取り付けられるインナパネル保持装置A1,A2とを備えている。パイプクランプ51がパイプ部41をクランプした状態で、インナパネル保持装置A1,A2によってワークを保持することによりワークを所定位置に位置決めする。
(もっと読む)
加工システム及び加工方法

【課題】自動車の生産工程のうちルーフ工程の省スペース化や作業の効率化を図ること。
【解決手段】ハンドジグ付ロボット11は、ワーク21をパネルストック12から取り出す。ハンドジグ付ロボット11は、ワーク21を固定シーリングガン13に対して相対的に移動させる。これにより、固定シーリングガン13から噴出されるシーラが、ワーク21に塗布される。ハンドジグ付ロボット11は、ワーク21をシーラ用位置決め治具14に固定する。ハンドジグ付ロボット11は、ワーク21を溶接用位置決め治具15に固定させ、ワーク21に対してスポット溶接を行う。ハンドジグ付ロボット11は、ワーク21を払出し場所(図示せず)に払い出す。
(もっと読む)
加工システム及び加工方法
【課題】ワークの加工ラインの製造コストを減少させ、かつ、ワークを効率的に加工すること。
【解決手段】加工システム1において、連続搬送機構20は、ワーク2を連続搬送させる。加工機12は、ワーク2に対して所定の加工動作を行う。ロボット11は、加工機12が先端に取り付けられているアーム23と、アーム23が取り付けられるロボットベース22と、を有する。ロボット移動機構14は、ロボットベース22が取り付けられ、ロボット11を移動させる。ロボット制御装置16は、アーム23の移動制御と共に、ロボット移動機構14に対する移動制御を実行する。即ち、ロボット制御装置16は、ロボット移動機構14の移動制御として、連続搬送機構20によるワーク2の連続搬送とは独立して移動させる制御を実行する。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
溶接条件設定装置および溶接条件設定プログラム
【課題】スポット溶接の溶接条件を精度良く設定する。
【解決手段】設計データ記憶部23には、設計された車体に関する情報が格納される。量産データ記憶部24には、過去に生産された車体に関する情報と、これら車体のスポット溶接に関する情報とが格納される。パターンデータ記憶部25には、過去に量産された車体に関するパネル材の形状を標準化した形状パターンデータ、パネル材のスポット打点とこれに対応する溶接装置とを標準化した工程パターンデータが格納される。構成部品特定部31はスポット打点の座標情報から接合パネル群を特定する。続いて、形状パターン特定部32は接合パネル群の形状情報を特定し、工程パターン特定部33は形状情報に基づき工程情報を特定する。そして、計算式特定部34は工程情報に基づき溶接条件の算出式を特定し、計算部35〜37は計算式に基づき溶接条件(加圧力,溶接電流,通電時間)を算出する。
(もっと読む)
車体組立方法
【課題】 簡易な治具で所望な品質が得られるフロントコンポーネントの組立方法を提供する。
【解決手段】 ダッシュボードロア2にサイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを夫々溶接した後に、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接し、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接した後に、ホイールハウスハウジング4L,4Rとバルクヘッド5を溶接する。また、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接する前に、サイドフレーム3L,3Rとバルクヘッド5を溶接する。
(もっと読む)
自動車ボディの製造方法とその製造ライン
【課題】 構成部品の組付順序が異なる自動車ボディを同一のラインで混流生産するための自動車ボディの製造ラインを提供する。
【解決手段】 サイドパネルインナ1L,1Rとサイドパネルアウタ3L,3Rを接合してサイドパネルコンプ5L,5Rを形成した後に、このサイドパネルコンプ5L,5Rをフロアパネル7に組み付けて形成される通常骨格自動車ボディ11と、サイドパネルインナ1L,1Rをフロアパネル7に組み付けてインナフレームボディ8を形成した後に、このインナフレームボディ8にサイドパネルアウタ3L,3Rを組み付けて形成されるインナ骨格自動車ボディ15を混流させて製造するラインであって、この製造ラインには、サイドパネルインナ組立ステーション2と、サイドパネルアウタ組立ステーション4と、サイドパネル組立ステーション6と、インナ骨格組立ステーション9と、兼用組立ステーション10を設けた。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造車体をサブアッシにより組立て可能として、モノコック構造車体と共通の生産ラインで混流生産できる自動車車体の製造方法を提供する。
【解決手段】センタピラー15の傾斜部21がサイドシル9の凹部Sの直上になるように位置を合わせる。その後、アッパボデー3を下降させて、傾斜部21が凹部Sに嵌入するように配置する。傾斜部21とサイドシル9との境界線部分L1,L2をビーム溶接で連続的に溶接する。本車体構造を採用したことで、アンダボデー2とアッパボデー3との独立した組立作業が可能となり、サブアッシステーションを有する既存のモノコック構造用生産ラインを用いてスペースフレーム構造車体を混流生産することができる。
(もっと読む)
異種物品の溶接組立方法及びその装置
【課題】主に連続溶接で組立てる第1の物品と、主に点溶接で組立てる第2の物品とを混流生産可能とすると共に、溶接設備の稼働率低下を抑制する異種物品の溶接組立方法及びその装置を提供する。
【解決手段】ステーションS7から、スペースフレーム構造車体が搬出された場合、ステーションS10に搬入し、ステーションS12でスポット溶接された部位を隣接ステーションと兼用する溶接機m2,m3によってレーザ溶接している。ステーションS10の溶接を終えたアンダボデー2は、ステーションS12でサイドフレームアッシとルーフアッシとが組付けられてボデーシェル1とされた後、ステーションS17に搬入され、溶接機m5,m6によってレーザ溶接される。
(もっと読む)
組立体の組立作業方法及びその装置
【課題】複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
(もっと読む)
部品組み付け方法及び装置
【課題】本体部品や付属部品を位置決め保持する治具を備えた設備構造を簡素化して設備費を低減する。
【解決手段】部品セット工程1には、本体部品であるドアインナパネル3を位置決め可能な汎用治具である第1,第2本体治具13,17を備える第1,第2組み付け部15,19を設ける。ドアインナパネル3に組み付ける付属部品であるドアサッシュ部材5を位置決め可能な専用治具である第1,第2,第3,第4付属部品治具25A,25B,27,29を、第1,第2組み付け部15,19の側部にてスライド移動可能に設置する。第1,第2本体治具13,17のいずれかに対し、必要とする車種に対応する第1〜第4付属部品治具25A〜29のいずれかを選択して、該選択した例えば第2付属部品治具25Bを第2スライド機構103によって例えば第2組み付け部19に移動させ、第2本体治具17に第2付属部品治具25Bを合体させる。
(もっと読む)
ワーク搬送装置及び該搬送装置を用いたリインフォースメントとルーフパネルの組み付け方法
【課題】マスチックシーラを塗布された複数のリインフォースメントを、ルーフパネルと溶接する溶接位置へ自動的に搬送するワーク搬送装置を提案する。
【解決手段】ロボットアーム5に支持されていて、そのロボットによって所望する角度を回転駆動されると共に、所望する距離を上下方向と水平方向へ駆動される支持体2を設けると共に、その支持体2の周方向に複数のワーク把持装置3を設け、そのワーク把持装置3を回転、上下動、及び水平動させながら、各ワーク把持装置3に各リインフォースメントを把持して、そのリインフォースメントを溶接位置に搬送する。
(もっと読む)
車体組立設備および車体生産方法
【課題】本発明は、構造の大きく異なる車体を含む複数車種の車体の組立が可能であり、設備面積の増加を抑えることができ、併せて、設備費用の低減を図ることができる車体組立技術を提供することを課題とする。
【解決手段】対象車種のフロア部材11をフロア載置ステージ12に載せる工程と、このフロア部材11に第1取付・仮止ステージ13で主要部材を取り付け仮止する第1取付・仮止ステージ工程と、取付・仮止された車体に第1増打ステージ14で増打ちする第1増打ステージ工程とを備えている車体生産方法において、第1増打ステージ14の後に設けた第2取付・仮止ステージ16で、インナ骨格部を接合した第1の車体に、第1サイドアウタ部材および第1ルーフ部材を接合する第2取付・仮止ステージ工程を備える。
(もっと読む)
ルーフ組み付け支持装置
【課題】複数種パネルに対応し、対応パネルの制限のないルーフパネル組み付け装置の提供。
【解決手段】ルーフパネルPの段差部bを支持する基準NC駒22と、基準NC駒22の後方側でルーフパネルPを支持する複数のNC支持駒23と、これら駒間に位置してルーフパネルPを位置固定可能なNC吸引パット24と、これらをNC制御可能なNC制御手段21と、
支持クランプ32がルーフリンフォースR/Fの孔hに挿入してルーフリンフォースR/Fを支持し所定位置へ搬送し、ルーフパネルPの上方からルーフパネルPへ当接位置させて位置固定可能なマテハンロボット3とからなり、
NC支持手段21は、予めティーチングされた所定位置に基準NC駒22、NC支持駒23、NC吸引パット24を移動制御可能であり、マテハンロボット3はルーフパネルPの所定位置へルーフリンフォースR/Fを搬送支持可能である。
(もっと読む)
ワークの昇降装置
【課題】本発明は、安価で製造することができるワークの昇降装置の提供を課題とする。
【解決手段】本発明に係るワークの昇降装置10は、床11からワーク22までの高さを変更することができるワークの昇降装置10において、このワークの昇降装置10は、床11の上を走行する台車15と、この台車15に昇降可能に設けられワーク22を支えるワーク載せ台19と、このワーク載せ台19の下面に配置された台用車輪24と、これらの台用車輪24の走行路に配置され、ワーク載せ台19の高さを規制するガイドレール12とからなることを特徴とする。
【効果】ワークの高さを変更するのにアクチュエータ等の動力が必要ないため、ワークの昇降装置を安価で製造することができる。
(もっと読む)
幾何形状構成ユニット
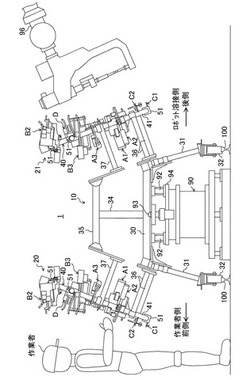
本発明は、車両のボディ(5)を受けるためのフレーム(2)と、車両の対称面に対して対称にフレーム(2)に固定されるようになっている2対の形状構成装置((12、14)、(13、15))とを備え、各形状構成装置(12、14、13、15)が、ボディの、前記形状構成装置(12、13、14、15)がそれに対面して固定される部分(7、8、9、10)を保持するための保持手段(16)を備え、各対の形状構成装置((12、14)、(13、15))が、ボディ(5)の前部を保持するフロント形状構成装置(12、13)と、ボディ(5)の後部を保持するリア形状構成装置(14、15)とを備える、車両の幾何形状構成ユニット(1)を提供することを目的とする。 (もっと読む)
車体の接合方法及びその接合構造
【課題】車体の接合方法及びその接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を接合する際、ルーフパネルのフランジ部にバリを発生させることなく接合すること。
【解決手段】アルミニウム合金製のルーフパネル7のウインドガラス接着面7bを形成するフランジ部7aを上板、アルミニウム合金製のフロントヘッダー4のフランジ部4aを下板として重ね合わせ、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aに押圧し、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。
(もっと読む)
車体の溶接装置および車体の生産方法
【課題】本発明は、フロアパネル上への異物の残留を抑え、車体品質を高めることができる車体の溶接技術を提供することを課題とする。
【解決手段】仮止車体12に増打溶接し、溶接車体を得る車体の増打溶接装置11において、この増打溶接装置11は、仮止車体12を正立姿勢または倒立姿勢にする車体反転機構17F、17Rを備え、仮止車体12が正立姿勢にあるときには、仮止車体12に設けられているフロアパネルの上面よりも車体下方の部位を溶接し、仮止車体12が倒立姿勢にあるときには、フロアパネルの上面よりも車体上方の部位を溶接することができるように構成した。
(もっと読む)
車種切替用基準治具装置及びそれに取り付ける溶接スパッター付着防止装置
【課題】非常に簡単な構造で、確実にストッパー部へのスパッターの付着を減らすことができ、ストッパー部とキャッチャー部との係合不具合による組立ラインの停止を減少させる。
【解決手段】固定部1に回動自在に設けられる作動部2と、各作動部を回動させる回動用シリンダー部3とを有し、各作動部は先端側に治具6を交換自在に設けるとともにストッパー部5を有し、固定部には作動部2のストッパー部5と係合当接するキャッチャー部4を設け、各回動用シリンダー部3のシリンダーロッド31に支持部材71を固定して取り付けるとともに、支持部材に不燃性と柔軟性と復元性とを有する素材からなるストッパー部被覆体70を設け、かつストッパー部被覆体が作動部2が回動した非作動状態において、ストッパー部5の上方に位置する溶接スパッター付着防止装置7を有する車種切替用基準治具装置M及び溶接スパッター付着防止装置7による。
(もっと読む)
1 - 20 / 25
[ Back to top ]