
車体の接合方法及びその接合構造

【課題】車体の接合方法及びその接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を接合する際、ルーフパネルのフランジ部にバリを発生させることなく接合すること。
【解決手段】アルミニウム合金製のルーフパネル7のウインドガラス接着面7bを形成するフランジ部7aを上板、アルミニウム合金製のフロントヘッダー4のフランジ部4aを下板として重ね合わせ、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aに押圧し、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。
【解決手段】アルミニウム合金製のルーフパネル7のウインドガラス接着面7bを形成するフランジ部7aを上板、アルミニウム合金製のフロントヘッダー4のフランジ部4aを下板として重ね合わせ、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aに押圧し、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製ルーフパネルと金属製ヘッダーとを接合する車体の接合方法及びその接合構造に関するものである。
【背景技術】
【0002】
自動車の車体等においては、主に軽量化を目的として、鋼板製の構造にアルミニウム板を併用した構造が広く実用化されつつある。この鋼板とアルミニウム板とを接合する接合技術として、ブラインドリベット、セルフピアッシングリベット、クリンチング等を用いた機械的接合技術が採用されている。例えば、特許文献1の車体部材の接合構造においては、アルミニウム製のルーフパネルの接合部が、鋼製のサイドルーフレールの接合部、フロントルーフレールの接合部、リヤルーフレールの接合部等と楔形状の非貫通型のセルフピアッシングリベットによりリベット接合されている。
【0003】
他方、近年、軽金属製の構成部材の接合部と、この軽金属製の構成部材と熱膨張率が異なる金属製の構成部材の接合部とを摩擦熱を利用して接合する摩擦点接合技術が提案され実用に供されている。この摩擦点接合技術を利用して例えば、アルミニウム合金製のルーフパネルの接合部と、鋼製のフロントヘッダーの接合部とを重ね合わせた状態で、摩擦点接合装置の回転ツールによりルーフパネル側(車室外側)からルーフパネル及びフロントヘッダーが押圧され、回転ツールがルーフパネルの接合部と接触して回転することで発生する摩擦熱により、ルーフパネルが軟化し塑性流動化して、ルーフパネルの接合部とフロントヘッダーの接合部を固相状態でスポット接合することが考えられる。。
【特許文献1】特開2005−119577号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1の車体部材の接合構造においては、アルミルーフパネルと、サイドルーフレールやフロントルーフレールやリヤルーフレールとの接合部に沿って多数のリベット接合部が形成されるので、リベット部品の増加により材料費を含む接合費が高価になるという問題がある。
【0005】
一方、上述の摩擦点接合構造においては、ルーフパネルのガラス接着面を形成するフランジ部とフロントヘッダーのフランジ部を接合する場合、ルーフパネル側から回転ツールを回転させながらルーフパネルのフランジ部を押圧してルーフパネルのフランジ部とフロントヘッダーのフランジ部を摩擦点接合するので、回転ツールによる接合時に、回転ツールの外周付近に流動化した金属がはみ出してバリ状に硬化するため、ルーフパネルのガラス接着面を形成するフランジ部にバリが発生する。そのため、平坦でないガラス接着面にウインドガラス接着を行うと、そのガラス接着面にウインドガラスが不安定な状態で接着され、接着不良が起こるという問題がある。
【0006】
本発明の目的は、車体の接合方法及びその接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を接合する際、ルーフパネルのフランジ部にバリを発生させることなく接合すること、材料費を含む接合費を低減可能にすること等である。
【課題を解決するための手段】
【0007】
請求項1の車体の接合方法は、金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合方法において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を成形することを特徴としている。
【0008】
請求項2の車体の接合方法は、請求項1の発明において、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
請求項3の車体の接合方法は、請求項1又は2の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴としている。
【0009】
請求項4の車体の接合方法は、金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合方法において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダー部のフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部を形成する第1工程と、次に、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部を形成する第2工程とを備えたものである。
【0010】
請求項5の車体の接合方法は、請求項4の発明において、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
請求項6の車体の接合方法は、請求項4又は5の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であることを特徴としている。
【0011】
請求項7の車体の接合方法は、請求項6の発明において、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、ルーフパネルとヘッダーとをルーフサイド部材に接合する第2工程は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的接合する接合工程を含むことを特徴としている。
【0012】
請求項8の車体の接合構造は、金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した複数のスポット接合部を備えたものである。
【0013】
請求項9の車体の接合構造は、請求項8の発明において、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
【0014】
請求項10の車体の接合構造は、請求項8又は9の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴としている。
【0015】
請求項11の車体の接合構造は、金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部と、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部とを備えたものである。
【0016】
請求項12の車体の接合構造は、請求項11の発明において、第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
請求項13の車体の接合構造は、請求項12の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であることを特徴としている。
【0017】
請求項14の車体の接合構造は、請求項13の発明において、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、第2接合部は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的に接合したリベット接合部であることを特徴としている。
【発明の効果】
【0018】
請求項1の発明によれば、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を形成するため、次の効果が得られる。
【0019】
車室内側から回転ツールを回転させながらヘッダーのフランジ部を押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合するので、ルーフパネルのフランジ部のウインドガラス接着面にバリが発生することがない。そのため、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。これにより、ウインドガラス接着面に対してウインドガラス接着を容易に行うことができる。
【0020】
請求項2の発明によれば、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、ルーフパネルのフランジ部とヘッダーのフランジ部を接合する為のリベット部品等を用いる必要がなく、それらフランジ部の接合を容易に行うことができるうえ、材料費を含む接合費の低減を図ることができる。
請求項3の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であるので、回転ツールによる接合強度を確保しつつ、車体の軽量化を図ることができる。
【0021】
請求項4の発明によれば、第1工程において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部を形成し、次に、第2工程において、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部を形成するため、次の効果が得られる。
【0022】
第1工程において、車室内側から回転ツールを回転させながらヘッダーのフランジ部を押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合するので、ルーフパネルのフランジ部のウインドガラス接着面にバリが発生することがない。そのため、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。これにより、ウインドガラス接着面に対してウインドガラス接着を容易に行うことができる。また、第2工程において第2接合部を形成するので、ルーフパネルのフランジ部とヘッダーのフランジ部の両端側の接合部の接合強度を確保することができる。
【0023】
請求項5の発明によれば、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、ルーフパネルとヘッダーとのフランジ部を接合する為のリベット部品等を用いる必要がなく、それらフランジ部の接合を容易に行うことができるうえ、材料費を含む接合費の低減を図ることができる。
【0024】
請求項6の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であるので、ルーフパネルのフランジ部とヘッダーのフランジ部の両端側の接合部の接合強度を確実に確保することができる。
【0025】
請求項7の発明によれば、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、第2工程は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的接合する接合工程を含むので、第2接合部の接合強度を確実に確保することができるうえ、埋め込み型のリベットにより、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。さらに、機械的接合部による第2接合部の数を少なくして、第2接合部の為の材料費を含む接合費を低減することができる。
【0026】
請求項8の発明によれば、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合した複数のスポット接合部を備えたので、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。その他、請求項1の発明と同様の効果を奏する。
【0027】
請求項9の発明によれば、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、請求項2の発明と同様の効果を奏する。
請求項10の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であるので、請求項3の発明と同様の効果を奏する。
【0028】
請求項11の発明によれば、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合しだ第1接合部と、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部とを備えたので、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。その他、請求項4の発明と同様の効果を奏する。
【0029】
請求項12の発明によれば、第1接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、請求項5と同様の効果を奏する。
請求項13の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であるので、請求項6と同様の効果を奏する。
【0030】
請求項14の発明によれば、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、第2接合部は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的に接合したリベット接合であるので、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。その他、請求項7の発明と同様の効果を奏する。
【発明を実施するための最良の形態】
【0031】
本実施例は、金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合する車体の接合方法と接合構造に、本発明を適用した場合の一例である。
【実施例1】
【0032】
以下、本発明の実施例1について図面に基づいて説明する。尚、以下の説明は、車体の接合方法と接合構造についての説明を含むものである。
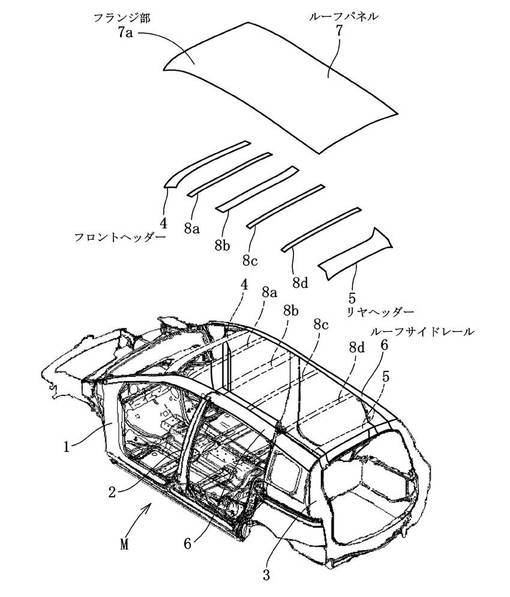
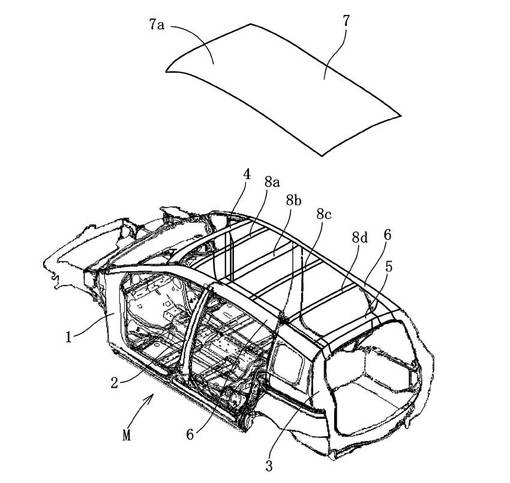
図1、図2に示すように、ワゴン系の自動車の車体構造Mは、左右1対のフロントピラー1、左右1対のセンタピラー2、左右1対のリヤピラー3、左右1対のフロントピラー1の上端部を連結するフロントヘッダー4、左右1対のリヤピラー3の上端部を連結するリヤヘッダー5、フロントピラー1の上端とセンタピラー2の上端とリヤピラー3の上端近傍部に亙って延設された左右1対のルーフサイドレール6と、ルーフ構造とを有し、ルーフ構造のルーフパネル7とフロントヘッダー4以外の諸部材は鋼板製のものである。尚、図2は、ルーフパネル7を省略して図示した自動車の車体構造Mの要部平面図である。
【0033】
ルーフ構造は車体構造Mの上端に配置されるものであり、このルーフ構造は、アルミニウム合金製からなるルーフパネル7と、このルーフパネル7の下面側に後述の摩擦点接合により接合されるアルミニウム合金製からなるフロントヘッダー4と、鋼製のリヤヘッダー5と、鋼製の複数の補強板部材8a〜8dとを有する。これら複数の補強板部材8a〜8dの両端部とフロントヘッダー4及びリヤヘッダー5は、サブアッセンブリ工程において、予めルーフパネル7に摩擦点接合にて接合される。
【0034】
ここで、上記の摩擦点接合及びその他の摩擦点接合を行う摩擦点接合装置9について説明する。図3、図4に示すように、摩擦点接合装置9は、接合ガン10を装備したロボット11と、ロボット11と接合ガン10を駆動制御する制御装置12と、接合ガン10で摩擦点接合(スポット接合)する2枚の金属板部材を重ね合わせた状態で位置決め保持するワーク保持装置(図示略)とを備えている。
【0035】
ロボット11は汎用の6軸垂直多関節型ロボットであり、そのロボットハンドの先端部に接合ガン10が装備されている。このロボット11が、接合ガン10をワーク保持装置で位置決め保持された金属構成部材をスポット接合動作位置と、この接合動作位置から退避した待機位置とに亙って移動させる。
【0036】
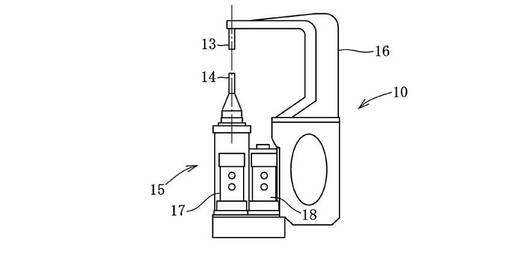
図4に示すように、接合ガン10は、受け具13と、回転ルーツ14と、回転ツール駆動機構15とを有する。受け具13と回転ツール14は上下に対向状に配設され、受け具13は逆L字状のアーム16の上先端部に着脱可能に下向きに取付られ、アーム16の下部側に回転ツール駆動機構15が設けられ、この回転ツール駆動機構15に回転ツール14が着脱可能に上向きに取付られている。回転ツール駆動機構15は、回転ツール14を接合軸Xを中心として回転させる回転モータ17と、回転ツール14を接合軸Xに沿って昇降させて複数の金属板部材を押圧する昇降モータ18とを有する。
【0037】
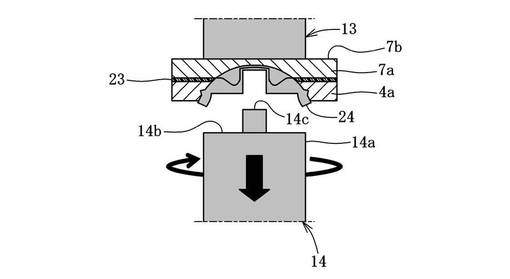
図5に示すように、回転ツール14の胴体部14aの先端面(上端面)にはショルダ部14bが形成されている。このショルダ部14bは平坦な形状をなし、ショルダ部14bの中心部に細径のピン部14cが突設されている。受け具13は、回転ツール14と略同径に形成され、その先端面(下端面)は平坦に形成されている。
【0038】
図3に示すように、制御装置12は、ロボット11の各種電動アクチュエータ(図示略)にハーネス19を介して接続されて、それらアクチュエータを夫々駆動制御し、また、接合ガン10の回転モータ17と昇降モータ18にハーネス20と中継ボックス21とハーネス22a、22bを介して接続され、これら回転モータ17と昇降モータ18を夫々駆動制御する。
【0039】
前記のサブアッセンブリ工程において、摩擦点接合装置9を用いて、ルーフパネルのウインドガラス接着面7bを形成するフランジ部7aとフロントヘッダーのフランジ部4aを摩擦点接合する場合を例にして説明する。
図6〜図8に示すように、摩擦接合装置9に対し、ルーフパネル7のフランジ部7aを上板とし、フロントヘッダーのフランジ部4aを下板とし、フロントヘッダー4のフランジ部4aの上にルーフパネル7のフランジ部7aを重ねる前に、これら接触面に電食防止用の電気絶縁性の接着剤からなる接着剤層23が形成される。
【0040】
なお、接着剤としては、エポキシ系接着剤、ウレタン系接着剤、アクリル系接着剤などの化学反応型接着剤が用いられる。次に、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとを重ね合わせた接合部を接合ガン10の受け具13と回転ツール14とで挟むようにロボット11により接合ガン10を移動させ、受け具13を接合部よりも上方にセットし、回転ツール14を接合部よりも下方にセットする。
【0041】
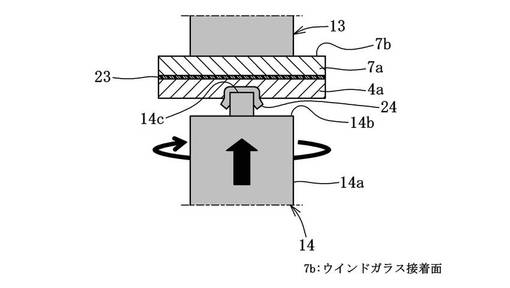
回転ツール駆動機構15により、車室内側から回転ツール14を回転させながら、昇降モータ18により回転ツール14を上昇させて、回転ツール14をフロントヘッダー4のフランジ部4aに押圧する。回転ツール14がフロントヘッダー4のフランジ部4aと接触することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aが軟化し塑性流動して、フロントヘッダー4のフランジ部4aとルーフパネル7のフランジ部7aの接合部が融点以下の温度の固相状態で摩擦点接合(溶融を伴わない固相状態のままの摩擦点接合)される。
【0042】
この摩擦点接合(スポット接合)について詳しく説明する。
図6に示すように、回転ツール14が回転されつつ上昇して位置決めされ、回転ツール14のピン部14cがフロントヘッダー4のフランジ部4aの下面に当接して押圧すると、フロントヘッダー4のフランジ部4aの下面が摩擦熱により軟化してせん断され、フロントヘッダー4のフランジ部4aの下面における回転ツール14のピン部14cの外周近傍面に流動化したアルミニウム合金がはみ出す。
【0043】
次に、図7に示すように、回転ツール14が更に上昇を続けて軟化したフロントヘッダー4のフランジ部4aの接合部にそのピン部14cが進入し、これに伴い、ピン部14cと接触圧力の高い部分のフロントヘッダー4aの接合部がせん断され、このせん断された部分から回転ツール14の加圧力により接着剤層23が押し出される。更に、回転ツール14が押圧され、そのピン部14cがルーフパネル7のフランジ部7aの接合部まで進入すると、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部に塑性流動部A(塑性変形部)が発生してせん断部は外周へ広がり、ピン部14cの周囲において、ルーフパネル7のフランジ部7aの材料がフロントヘッダー4のフランジ部4a内に下向きに環状隆起し、両フランジ部4a、7aが固相状態で接合される。また、フロントヘッダー4のフランジ部4aの下面における回転ツール14の胴体部14aの外周近傍面に流動化したアルミニウム合金がはみ出す。
【0044】
次に、図8に示すように、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部が摩擦点接合され、回転ツール14が下降し、摩擦点接合後のフロントヘッダー4のフランジ部4aの下面には、流動化したアルミニウム合金がバリ状に硬化する。一方、ルーフパネル7のフランジ部7aのウインドガラス接着面7aは平坦面のままである。
【0045】
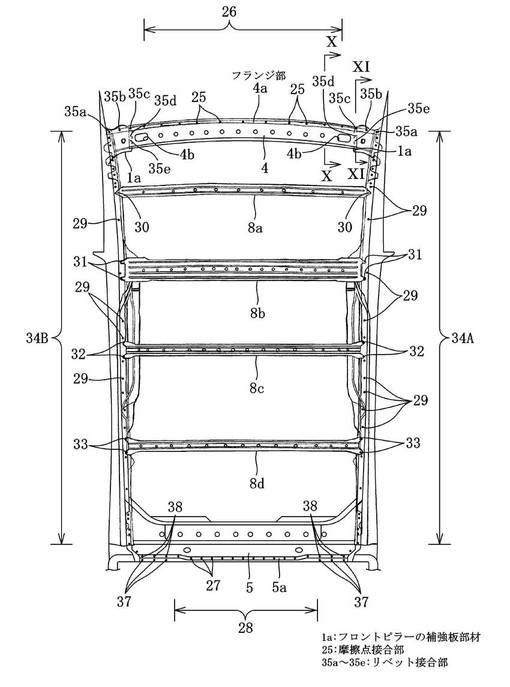
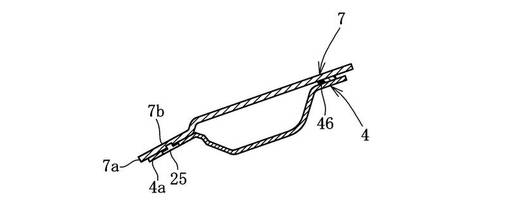
以上のようにして摩擦点接合により形成された摩擦点接合部25は、図10に示すように、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部とが摩擦点接合し、ルーフパネル7のウインドガラス接着面7bを平坦面とする構造となる。そして、この摩擦点接合部25が、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの車幅方向に沿って所定間隔おきに複数箇所形成される。尚、それらフランジ部4a、7aの接合部以外のルーフパネル7とフロントヘッダー4と間には、車幅方向に沿って間欠的に塗布され、塗布乾燥炉の熱で発泡したゴム系のシーラ(ボデーシーラ)46が配置され、このシーラ46により、ルーフパネル7とフロントヘッダー4とが接着されるとともに、ルーフパネル7の張り剛性が確保される。なお、シーラ46は、例えば、ブチルゴム、ポリイソブチレンなどのエラストマと、粘着樹脂の混合物を基材としている。
【0046】
サブアッセンブリ工程において、前記と同様に摩擦点接合装置9を用いて、回転ツール14をアルミニウム合金製のルーフパネル7のフランジ部7aのみに回転しながら押込み、アルミニウム合金材料の塑性流動により鋼製のリヤヘッダー5及び鋼製の各補強板部材8a〜8dと固相状態で接合する。即ち、リヤヘッダー5は摩擦点接合部27によりルーフパネル7に接合される。また、補強板部材8aの両端部は摩擦点接合部30でルーフパネル7に接合され、補強板部材8bの両端部は複数点の摩擦点接合部31でルーフパネル7に接合され、補強板部材8cの両端部は複数点の摩擦接合部32でルーフパネル7に接合され、補強板部材8dの両端部は複数点の摩擦点接合部33でルーフパネル7に接合される。
【0047】
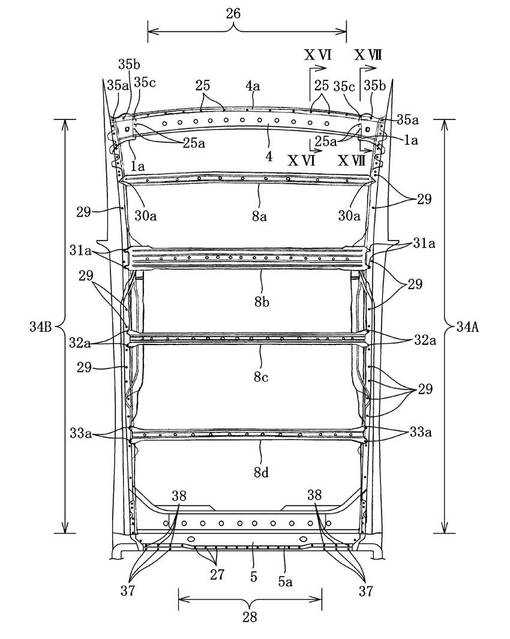
以上のように、サブアッセンブリ工程において、図1、図2に示すように、ルーフパネル7のフランジ部7aの接合部とフロントヘッダー4のフランジ部4aの接合部とが摩擦点接合された摩擦点接合部25を車幅方向に複数箇所形成した前端側摩擦接合領域26を形成し、ルーフパネル7の後端部の接合部とリヤヘッダー5のフランジ部5aの接合部とが摩擦点接合された摩擦点接合部27を車幅方向に複数箇所形成した後端側摩擦接合領域28を形成する。ルーフパネル7にフロントヘッダー4を摩擦点接合する工程が本発明の第1工程に相当する。
【0048】
図1、図2に示すように、以上のようにサブアッセンブリされたルーフパネル7を、前記摩擦点接合装置9により、回転ツール14をアルミニウム合金製のルーフパネル7のフランジ部7aのみに回転しながら押込みアルミニウム合金材料に塑性流動を生じさせて左右のルーフサイドレール6に摩擦点接合する。即ち、ルーフパネル7の左右両端部のフランジ部7aの接合部と左右のルーフサイドレール6とが摩擦点接合された摩擦点接合部29が車体前後方向に複数箇所形成された右端側摩擦接合領域34A及び左端側摩擦接合領域34Bを形成する。なお、ルーフパネル7と左右のルーフサイドレール6の複数の摩擦点接合は、車両前後方向において中央部から端部側に向けて順次、摩擦点接合するのが、ルーフパネル7の熱膨張により累積する熱歪み変形を抑制するうえで好ましい。
【0049】
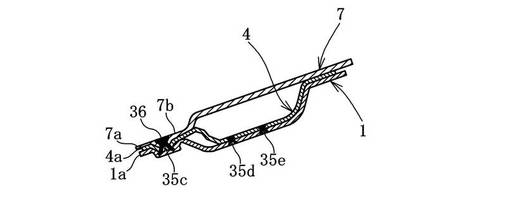
次に、第1工程での摩擦点接合によるルーフパネル7の接合後、第2工程において、図2、図11に示すように、前端側摩擦接合領域26と右端側摩擦接合領域34Aとの間の接合領域と、前端側摩擦接合領域26と左端側摩擦接合領域34Bとの間の接合領域において、ルーフパネル7のフランジ部7aの両端近傍部とフロントヘッダー4の両端近傍部フランジ部4aとをリベット接合部35aでルーフパネル7とフロントヘッダー4よりも車室内側に配設されたフロントピラー1の補強板部材1aに埋め込み型のセルフピアッシングリベット36を用いて機械的に接合する。
【0050】
図2に示すように、この第2工程においては、前端側摩擦接合領域26と右側摩擦接合領域34Aとの間の接合領域において、複数点(5点)のリベット接合部35a〜35eが順次形成される。即ち、ルーフパネル7のフランジ部7aとルーフサイドレール6の前端部とがリベット接合部35aでフロントピラー1の補強板部材1aに接合され、ルーフパネル7のフランジ部7aがリベット接合部35bでフロントピラー1の補強板部材1a接合され、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとがリベット接合部35cでフロントピラー1の補強板部材1aに接合され、フロントヘッダー4が複数点の接合部35d、35eでフロントピラー1の補強板部材1aに接合されている。前記前端側摩擦接合領域26と左端側摩擦接合領域34Bとの間の接合領域に形成された複数点のリベット接合部35a〜35eも同様である。
【0051】
前記の複数点のリベット接合部35a〜35eを形成するのに用いるリベット接合締結装置(図示略)は、埋め込み型のセルフピアッシングリベット36(図9参照)を用いてリベット接合を行う装置であり、リベット打ち込みガンと、リベット受け台とを備えている。フロントヘッダー4の両端近傍部に形成された穴部4bからリベット受け台を挿入して車体外側からリベット打ち込みガンを作動させ、接合部にセルフピアッシングリベット36を打ち込んで複数点のリベット接合部35c〜35eを形成する。
【0052】
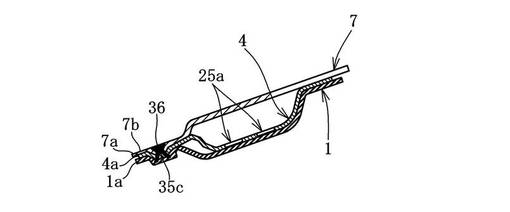
ここで、フロント側の複数点のリベット接合部35a〜35eのうち、ルーフパネル7のフランジ部7aと、フロントヘッダー4のフランジ部4aと、フロントピラー1の補強板部材1aとを機械的に接合したリベット接合部35cの構造について説明する。
図9、図11に示すように、フロントヘッダー4のフランジ部4aの接合部の上面に接着剤層23を形成して、その上にルーフパネル7のフランジ部7aの接合部を重ね合せ、フロントヘッダー4のフランジ部4aの接合部の下面にフロントピラー1の補強板部材1aを下方から重ね合わせた状態で、上記のリベット接合締結装置により、ルーフパネル側から埋め込み型のセルフピアッシングリベット36を打ち込んでリベット接合を行う。
【0053】
そのリベット接合部35c(機械的接合)では、アルミニウム合金製のルーフパネル7の接合部と、アルミニウム合金製のフロントヘッダー4の接合部及び鋼製のフロントピラー1の補強板部材1aの接合部との3枚の板部材をリベット接合し、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面とする構造となる。
【0054】
また、図9に示すように、このリベット接合部35cでは、セルフィピアッシングリベット36の頭部がルーフパネル7のウインドガラス接着面7bから露出しない状態まで打ち込まれる。そして、そのリベット36の脚部36aがルーフパネル7のフランジ部7aの接合部とフロントヘッダー4のフランジ部4aとの接合部を貫通するが、フロントピラー1の補強板部材1aの接合部を貫通せず、そのリベット36の脚部36aがフロントピラー1の補強板部材1aの接合部内でテーパ状に拡径してかしめ状態となる。なお、その他のリベット接合部35a、35b、35d、35eについても、上記と同様に、埋め込み型のセルフピアッシングリベット36を用いてリベット接合するので、ルーフパネル7フランジ部7aのウインドガラス接着面7bを平坦面とする構造となる。
【0055】
また、右端側接合領域34Aと後端側摩擦接合領域28との間の接合領域と、左端側摩擦接合領域34Bと後端側接合領域28との間の接合領域においても、ルーフパネル7の両端近傍部の接合部を、リヤヘッダー5の両端近傍部の接合部とバックドアのヒンジ補強板部材、コーナー補強板部材に複数個所のリベット接合部37、38で接合する。
【0056】
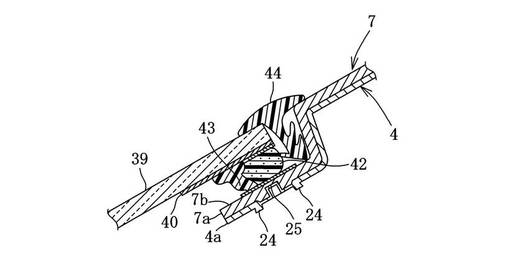
ここで、上記の摩擦点接合方法により、フロントヘッダー4のフランジ部4aと摩擦点接合したルーフパネル7のフランジ部7aに、ウインドガラス39を取り付ける場合を例にして説明する。
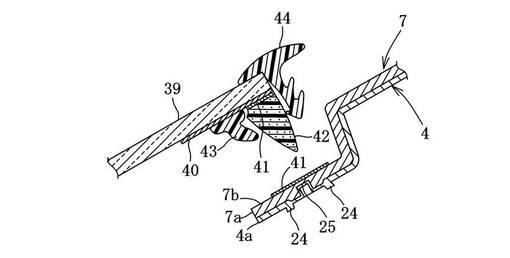
図12に示すように、ルーフパネル7のウインドガラス接着面7bにウインドガラス39を取り付けるために、ウインドガラス39の周縁部の内面にセラミック層(セラミックコート)40が形成され、このセラミック層40の表面に帯状のプライマ塗布膜41が形成される。
【0057】
このプライマ塗布膜41の表面にウレタン接着材42が塗布され、ルーフパネル7のウインドガラス接着面7bの平坦面にもプライマ塗布膜41が形成され、図13に示すように、そのウインドガラス接着面7bに対してウインドガラス39がウレタン接着材42を介して接着される。
【0058】
セラミック層40は、車体とウインドガラス39との接着部分を覆い隠すために設けられ、このセラミック層40に形成されたプライマ塗布膜41によって、ウインドガラス39(プライマ塗布膜41)をウレタン接着材42で車体に接着する接着強度が高くなる。尚、43はウレタン接着材を留めるダム材、44はシール用のモール材である。
【0059】
尚、ルーフサイドレール6が「ルーフサイド部材」に相当し、フロントピラー1の補強板部材1aが「補強板部材」に相当するものである。摩擦点接合部25が「第1接合部」、「スポット接合部」に相当し、リベット接合部35a〜35eが「第2接合部」に相当する。
【0060】
次に、以上説明した車体の接合方法及びその接合構造において、特に、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの接合方法及び接合構造の作用、効果について説明する。
第1工程において、アルミニウム合金製のルーフパネル7のウインドガラス接着面7bを形成するフランジ部7aを上板、アルミニウム合金製のフロントヘッダー4のフランジ部4aを下板として重ね合わせ、車室内側から摩擦点接合装置9の回転ツール14を回転させながらフロントヘッダー4のフランジ部4aの接合部に押圧する。回転ツール14がフロントヘッダー4を押圧することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aの接合部が軟化し塑性流動して、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部が融点以下の温度の固相状態で摩擦点接合する。
【0061】
次の第2工程において、ルーフパネル7のフランジ部7aの両端近傍の接合部と、フロントヘッダー4のフランジ部4aの両端近傍の接合部と、フロントピラー1の補強板部材1aの接合部とを3枚重ね合わせ、ルーフパネル側(車室外側)からリベット締結装置のリベット打ち込みガンにて埋め込み型のセルフピアッシングリベット36を打ち込んでそれらの接合部をリベット接合する。
【0062】
このように、第1工程において、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aを押圧してルーフパネル7のフランジ部7aの接合部とフロントヘッダー4のフランジ部4aの接合部を摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bにバリ24が発生することがない。そのため、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。これにより、ウインドガラス接着面7bに対してウインドガラス接着を容易且つ安定して行うことができる。
【0063】
また、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを接合した接合部は、車幅方向に複数箇所形成された摩擦点接合部25であるので、ルーフパネル7のフランジ部7aとフロントヘッダー4フランジ部4aを接合する為のリベットを用いる必要がなく、それらフランジ部4a、7aの接合を容易に行うことができるができるうえ、材料費を含む接合費の低減を図ることができる。
【0064】
さらに、第2工程において、機械的に接合するリベット接合を行うので、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの両端側の接合強度を確実に確保することができるうえ、埋め込み型のリベット36により、ルーフパネル7のフランジ部7aのガラス接着面7bを平坦面に形成することができる。さらに、機械的接合によるリベット接合部35a〜35eの数を少なくして、リベット接合部35a〜35eの為の材料費を含む接合費を低減することができる。
【実施例2】
【0065】
次に、実施例2に係る車体の接合方法及び接合構造について、図14〜図17に基づいて説明する。尚、この接合方法及び接合構造のうち、前記実施例1の接合方法及び接合構造と同様の部材に同一の符号を付して説明を省略する。
【0066】
実施例2に係る車体の接合方法は、実施例1と同様の摩擦点接合装置9及び埋め込み型のセルフピアッシングリベット36を用いたリベット接合締結装置により行われ、実施例1の接合方法とは組み付け工程と、接合構造の一部が異なるものである。
この接合方法では、先ず、アッセンブリ工程において、アルミニウム合金製のフロントヘッダー4がフロントピラー1の補強板部材1aと摩擦点接合され、複数の鋼製の補強板部材8a〜8d及び鋼製のリヤヘッダー5が、予め車体構造Mに電気抵抗スポット溶接にて接合される。
【0067】
即ち、図14、図15に示すように、前記摩擦点接合装置9を用いて、回転ツール14をフロントヘッダー4の両端部のみに回転しながら押込み、材料を塑性流動させることでフロントヘッダー4の両端近傍部が、複数の摩擦点接合部25aで左右1対のフロントピラー1の補強板部材1aに接合され、さらに、複数の補強板部材8a〜8dの両端部が複数のスポット溶接部30a〜33aで鋼製のルーフサイドレール6に接合され、リヤヘッダー5が複数のスポット接合部でリヤピラー3の補強板部材に接合される。尚、図15は、ルーフパネル7を省略して図示した自動車の車体構造Mの要部平面図である。
【0068】
次に、第1工程において、ルーフパネル7が、上記の諸部材を接合した車体構造に取り付けられる。即ち、図15に示すように、ルーフパネル7のフランジ部7aが複数の摩擦点接合部25でフロントヘッダー4のフランジ部4aに接合され、ルーフパネル7の左右両端が複数の摩擦点接合部29でルーフサイドレール6に接合され、ルーフパネル7の後端部が複数の摩擦点接合部27でリヤヘッダー5のフランジ部5aに接合される。
【0069】
この第1工程においては、車体内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aに押圧する。回転ツール14がフロントヘッダー4のフランジ部4aと接触することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aの接合部が軟化し塑性流動して、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部とが固相状態で摩擦点接合した摩擦点接合部25が形成される。また、回転ツール14による接合時に、フロントヘッダー4のフランジ部4aの下面における回転ツール14の胴体部14aの外周近傍面に流動化してはみ出したたアルミニウム合金がバリ状に硬化する。一方で、ルーフパネル7のフランジ部7aのウインドガラス接着面7bは平坦面のままである。
【0070】
図16に示すように、以上のように摩擦点接合により形成された摩擦点接合部25は、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部とが摩擦点接合し、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面とする構造となる。そして、この摩擦点接合部25が、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの車幅方向に沿って所定間隔おきに複数箇所形成された前端側摩擦接合領域26が形成される。
【0071】
上記と同様の摩擦点接合により、ルーフパネル7の両端側の接合部とルーフサイドレール6の接合部を接合した摩擦接合部29が車体前後方向おいて複数箇所形成された右側摩擦接合領域34A及び左側摩擦接合領域34Bと、ルーフパネル7の後端部の接合部とリヤヘッダー5のフランジ部5aの接合部の摩擦点接合部27が車幅方向に複数箇所形成された後端摩擦接合領域28とが形成される。
【0072】
次に、第1工程での摩擦点接合による接合後、第2工程において、図15に示すように、前端側摩擦接合領域26と左端側摩擦接合領域34Bとの間の接合領域において、ルーフパネル7のフランジ部7aの両端近傍部と、フロントヘッダー4のフランジ部4aとをリベット接合部35aでルーフパネル7とフロントヘッダー4よりも車室内側に配設されたフロントピラー1の補強板部材1aに埋め込み型のセルフピアッシングリベット36を用いて機械的に接合する。
【0073】
図15に示すように、この第2工程においては 前端側摩擦接合領域26と右側摩擦接合領域34Aとの間の接合領域において、複数点(3点)のリベット接合部35a〜35cが形成される。即ち、ルーフパネル7のフランジ部7aとルーフサイドレール6の前端部とがリベット接合部35aでフロントピラー1の補強板部材1aに接合され、ルーフパネル7のフランジ部7aがリベット接合部35bでフロントピラー1の補強板部材1a接合され、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとがリベット接合部35cでフロントピラー1の補強板部材1aに接合される。また、前端側接合領域26と左端側摩擦接合領域34Bとの間の接合領域の間に形成された複数点のリベット接合部35a〜35cも同様である。
【0074】
以上のようにして機械的に接合されるリベット接合部35a〜35cのうち、図17に示すように、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとフロントピラー1の補強板部材1aとを3枚重ねたリベット接合部35cでは、埋め込み式のセルフピアッシングリベット36の頭部をルーフパネル7のフランジ部7aのウインドガラス接着面7bから露出しない状態まで打ち込んで、そのウインドガラス接着面7bを平坦面とする構造となる。
【0075】
また、右端側接合領域34Aと後端側摩擦接合領域28との間の接合領域と、左端側摩擦接合領域34Bと後端側接合領域28との間の接合領域においても、ルーフパネル7の両端近傍部の接合部を、リヤヘッダー5の両端近傍部の接合部とバックドアのヒンジ補強板部材、コーナー補強板部材に複数個所のリベット接合部37、38で接合する。
【0076】
尚、ルーフサイドレール6が「ルーフサイド部材」に相当し、フロントピラー1の補強板部材1aが「補強板部材」に相当するものである。摩擦点接合部25が「第1接合部」、「スポット接合部」に相当し、リベット接合部35a〜35cが「第2接合部」に相当する。
【0077】
以上説明した車体の接合方法及び接合構造において、特に、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの接合方法及び接合構造の作用、効果について説明する。
この車体接合方法においては、アッセンブリ工程において、フロントヘッダー4の両端近傍部が、摩擦点接合部25aでフロントピラー1の補強部材1aに接合され、複数の補強板部材の両端部8a〜8dの両端部がスポット溶接部30a〜33aでルーフサイドレール6に接合され、リヤヘッダー5の両端近傍部がスポット溶接部でリヤピラーの補強板部材に接合される。
【0078】
次に、ルーフパネル7が、上記の諸部材を接合した車体構造Mに取り付けられる。
第1工程おいて、車室内側から回転ツール14を回転させながら、ルーフパネル7のフランジ部7aの接合部を押圧する。回転ツール14がフロントヘッダー4と押圧することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aの接合部が軟化し塑性流動して、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部が融点以下の温度の固相状態で摩擦点接合する。
【0079】
次に、第2工程において、ルーフパネル7のフランジ部7aの両端近傍の接合部と、フロントヘッダー4のフランジ部4aの両端近傍の接合部と、フロントピラー1の補強板部材1aの接合部とを3枚重ね合わせ、ルーフパネル側(車室外側)からリベット締結装置のリベット打ち込みガンにて埋め込み型のセルフピアッシングリベット36を打ち込んでそれらの接合部をリベット接合する。
【0080】
このように、第1工程において、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aを押圧してルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bにバリ24が発生することがない。そのため、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。これにより、図12、13に示すように、ウインドガラス接着面7bに対してウインドガラス接着を容易且つ安定して行うことができる。
【0081】
また、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを接合した接合部は、車幅方向に複数箇所形成された摩擦点接合部25であるので、ルーフパネル7のフランジ部7aとフロントヘッダー4フランジ部4aを接合する為のリベットを用いる必要がなく、それらフランジ部4a、7aの接合を容易に行うことができるができるうえ、材料費を含む接合費の低減を図ることができる。
【0082】
さらに、第2工程において、機械的に接合するリベット接合を行うので、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの両端側の接合強度を確実に確保することができるうえ、埋め込み型のリベット36により、ルーフパネル7のフランジ部7aのガラス接着面7bを平坦面に形成することができる。さらに、機械的接合によるリベット接合部35a〜35eの数を少なくして、リベット接合部35a〜35cの為の材料費を含む接合費を低減することができる。
【0083】
次に、前記実施例1、2を部分的に変更した変更例について説明する。
1〕上記実施例1、2においては、ワゴン系の自動車の車体構造に、本発明の接合方法を適用した場合の例について説明したが、セダン系の自動車の車体構造にも、本発明の接合方法を適用できる。
【0084】
2〕上記実施例1、2においては、アルミニウム合金製のルーフパネル7と、アルミニウム合金製のフロントヘッダー4とを車体構造に接合する技術を例として説明したが、ルーフパネル及びフロントヘッダーは、アルミニウム製などの軽金属製のものでも同様に本発明を適用でき、また軽金属製に限るものでない。
【0085】
3〕上記実施例1、2の摩擦点接合装置9の回転ツール14の形状は、図5に示すものに限らず、回転ツール14のショルダ部14bをピン部14cに向かってくぼんだ傾斜面に形成したものを用いることもできる。
【0086】
4〕上記実施例1、2の各接合部は、摩擦点接合に限らず、例えば、回転ツール14を回転しながら板材の重ね合わせ面に沿って移動させて板材の重ね合わせ部を接続的に固相接合した接合部を複数箇所形成するものでもよい。
【0087】
5〕その他、当業者であれば、本発明の趣旨を逸脱することなく、前記実施例1、2に種々の変更を付加した形態で実施可能で、本発明はそのような変更形態も包含するものである。
【図面の簡単な説明】
【0088】
【図1】本発明の実施例1の車体構造とルーフパネルと補強板部材の分解斜視図である。
【図2】ルーフパネルを除いて図示した車体構造の要部平面図である。
【図3】摩擦点接合装置の側面図である。
【図4】摩擦点接合装置の接合ガン周辺の要部拡大側面図である。
【図5】回転ツールの要部部分断面図である。
【図6】回転ツールで摩擦点接合する接合対象箇所の拡大断面図である。
【図7】回転ツールで摩擦点接合した接合箇所の拡大断面図である。
【図8】回転ツールで摩擦点接合した接合完了後の断面図である。
【図9】リベット接合の拡大断面図である。
【図10】図2のX−X線断面図である。
【図11】図2のXI−XI線断面図である。
【図12】ウインドガラスと車体の接着前の状態を示す縦断面図である。
【図13】ウインドガラスと車体の接着構造を示す縦断面図である。
【図14】本発明の実施例2の車体構造とルーフパネルの分解斜視図である。
【図15】ルーフパネルを除いて図示した車体構造の要部平面図である。
【図16】図15のXVI−XVI線断面図である。
【図17】図14のXVII−XVII線断面図である。
【符号の説明】
【0089】
A 塑性流動部
1a フロントピラーの補強板部材
4 フロントヘッダー
4a フランジ部
5 リヤヘッダー
6 ルーフサイドレール
7 ルーフパネル
7a フランジ部
7b ウインドガラス接着面
14 回転ツール
25 摩擦点接合部
35a〜35e リベット接合部
36 埋め込み型リベット
【技術分野】
【0001】
本発明は、金属製ルーフパネルと金属製ヘッダーとを接合する車体の接合方法及びその接合構造に関するものである。
【背景技術】
【0002】
自動車の車体等においては、主に軽量化を目的として、鋼板製の構造にアルミニウム板を併用した構造が広く実用化されつつある。この鋼板とアルミニウム板とを接合する接合技術として、ブラインドリベット、セルフピアッシングリベット、クリンチング等を用いた機械的接合技術が採用されている。例えば、特許文献1の車体部材の接合構造においては、アルミニウム製のルーフパネルの接合部が、鋼製のサイドルーフレールの接合部、フロントルーフレールの接合部、リヤルーフレールの接合部等と楔形状の非貫通型のセルフピアッシングリベットによりリベット接合されている。
【0003】
他方、近年、軽金属製の構成部材の接合部と、この軽金属製の構成部材と熱膨張率が異なる金属製の構成部材の接合部とを摩擦熱を利用して接合する摩擦点接合技術が提案され実用に供されている。この摩擦点接合技術を利用して例えば、アルミニウム合金製のルーフパネルの接合部と、鋼製のフロントヘッダーの接合部とを重ね合わせた状態で、摩擦点接合装置の回転ツールによりルーフパネル側(車室外側)からルーフパネル及びフロントヘッダーが押圧され、回転ツールがルーフパネルの接合部と接触して回転することで発生する摩擦熱により、ルーフパネルが軟化し塑性流動化して、ルーフパネルの接合部とフロントヘッダーの接合部を固相状態でスポット接合することが考えられる。。
【特許文献1】特開2005−119577号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1の車体部材の接合構造においては、アルミルーフパネルと、サイドルーフレールやフロントルーフレールやリヤルーフレールとの接合部に沿って多数のリベット接合部が形成されるので、リベット部品の増加により材料費を含む接合費が高価になるという問題がある。
【0005】
一方、上述の摩擦点接合構造においては、ルーフパネルのガラス接着面を形成するフランジ部とフロントヘッダーのフランジ部を接合する場合、ルーフパネル側から回転ツールを回転させながらルーフパネルのフランジ部を押圧してルーフパネルのフランジ部とフロントヘッダーのフランジ部を摩擦点接合するので、回転ツールによる接合時に、回転ツールの外周付近に流動化した金属がはみ出してバリ状に硬化するため、ルーフパネルのガラス接着面を形成するフランジ部にバリが発生する。そのため、平坦でないガラス接着面にウインドガラス接着を行うと、そのガラス接着面にウインドガラスが不安定な状態で接着され、接着不良が起こるという問題がある。
【0006】
本発明の目的は、車体の接合方法及びその接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を接合する際、ルーフパネルのフランジ部にバリを発生させることなく接合すること、材料費を含む接合費を低減可能にすること等である。
【課題を解決するための手段】
【0007】
請求項1の車体の接合方法は、金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合方法において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を成形することを特徴としている。
【0008】
請求項2の車体の接合方法は、請求項1の発明において、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
請求項3の車体の接合方法は、請求項1又は2の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴としている。
【0009】
請求項4の車体の接合方法は、金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合方法において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダー部のフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部を形成する第1工程と、次に、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部を形成する第2工程とを備えたものである。
【0010】
請求項5の車体の接合方法は、請求項4の発明において、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
請求項6の車体の接合方法は、請求項4又は5の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であることを特徴としている。
【0011】
請求項7の車体の接合方法は、請求項6の発明において、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、ルーフパネルとヘッダーとをルーフサイド部材に接合する第2工程は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的接合する接合工程を含むことを特徴としている。
【0012】
請求項8の車体の接合構造は、金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した複数のスポット接合部を備えたものである。
【0013】
請求項9の車体の接合構造は、請求項8の発明において、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
【0014】
請求項10の車体の接合構造は、請求項8又は9の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴としている。
【0015】
請求項11の車体の接合構造は、金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合構造において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部と、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部とを備えたものである。
【0016】
請求項12の車体の接合構造は、請求項11の発明において、第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴としている。
請求項13の車体の接合構造は、請求項12の発明において、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であることを特徴としている。
【0017】
請求項14の車体の接合構造は、請求項13の発明において、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、第2接合部は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的に接合したリベット接合部であることを特徴としている。
【発明の効果】
【0018】
請求項1の発明によれば、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を形成するため、次の効果が得られる。
【0019】
車室内側から回転ツールを回転させながらヘッダーのフランジ部を押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合するので、ルーフパネルのフランジ部のウインドガラス接着面にバリが発生することがない。そのため、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。これにより、ウインドガラス接着面に対してウインドガラス接着を容易に行うことができる。
【0020】
請求項2の発明によれば、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、ルーフパネルのフランジ部とヘッダーのフランジ部を接合する為のリベット部品等を用いる必要がなく、それらフランジ部の接合を容易に行うことができるうえ、材料費を含む接合費の低減を図ることができる。
請求項3の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であるので、回転ツールによる接合強度を確保しつつ、車体の軽量化を図ることができる。
【0021】
請求項4の発明によれば、第1工程において、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部を形成し、次に、第2工程において、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部を形成するため、次の効果が得られる。
【0022】
第1工程において、車室内側から回転ツールを回転させながらヘッダーのフランジ部を押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合するので、ルーフパネルのフランジ部のウインドガラス接着面にバリが発生することがない。そのため、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。これにより、ウインドガラス接着面に対してウインドガラス接着を容易に行うことができる。また、第2工程において第2接合部を形成するので、ルーフパネルのフランジ部とヘッダーのフランジ部の両端側の接合部の接合強度を確保することができる。
【0023】
請求項5の発明によれば、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、ルーフパネルとヘッダーとのフランジ部を接合する為のリベット部品等を用いる必要がなく、それらフランジ部の接合を容易に行うことができるうえ、材料費を含む接合費の低減を図ることができる。
【0024】
請求項6の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であるので、ルーフパネルのフランジ部とヘッダーのフランジ部の両端側の接合部の接合強度を確実に確保することができる。
【0025】
請求項7の発明によれば、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、第2工程は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的接合する接合工程を含むので、第2接合部の接合強度を確実に確保することができるうえ、埋め込み型のリベットにより、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。さらに、機械的接合部による第2接合部の数を少なくして、第2接合部の為の材料費を含む接合費を低減することができる。
【0026】
請求項8の発明によれば、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合した複数のスポット接合部を備えたので、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。その他、請求項1の発明と同様の効果を奏する。
【0027】
請求項9の発明によれば、ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、請求項2の発明と同様の効果を奏する。
請求項10の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であるので、請求項3の発明と同様の効果を奏する。
【0028】
請求項11の発明によれば、ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧してルーフパネルのフランジ部とヘッダーのフランジ部を接合しだ第1接合部と、ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部とを備えたので、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。その他、請求項4の発明と同様の効果を奏する。
【0029】
請求項12の発明によれば、第1接合部は、車幅方向に複数箇所形成されたスポット接合部であるので、請求項5と同様の効果を奏する。
請求項13の発明によれば、ルーフパネルとヘッダーがアルミニウム合金製の部材であり、ルーフサイド部材が鋼製の部材であるので、請求項6と同様の効果を奏する。
【0030】
請求項14の発明によれば、ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、第2接合部は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的に接合したリベット接合であるので、ルーフパネルのフランジ部のウインドガラス接着面を平坦面に形成することができる。その他、請求項7の発明と同様の効果を奏する。
【発明を実施するための最良の形態】
【0031】
本実施例は、金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合する車体の接合方法と接合構造に、本発明を適用した場合の一例である。
【実施例1】
【0032】
以下、本発明の実施例1について図面に基づいて説明する。尚、以下の説明は、車体の接合方法と接合構造についての説明を含むものである。
図1、図2に示すように、ワゴン系の自動車の車体構造Mは、左右1対のフロントピラー1、左右1対のセンタピラー2、左右1対のリヤピラー3、左右1対のフロントピラー1の上端部を連結するフロントヘッダー4、左右1対のリヤピラー3の上端部を連結するリヤヘッダー5、フロントピラー1の上端とセンタピラー2の上端とリヤピラー3の上端近傍部に亙って延設された左右1対のルーフサイドレール6と、ルーフ構造とを有し、ルーフ構造のルーフパネル7とフロントヘッダー4以外の諸部材は鋼板製のものである。尚、図2は、ルーフパネル7を省略して図示した自動車の車体構造Mの要部平面図である。
【0033】
ルーフ構造は車体構造Mの上端に配置されるものであり、このルーフ構造は、アルミニウム合金製からなるルーフパネル7と、このルーフパネル7の下面側に後述の摩擦点接合により接合されるアルミニウム合金製からなるフロントヘッダー4と、鋼製のリヤヘッダー5と、鋼製の複数の補強板部材8a〜8dとを有する。これら複数の補強板部材8a〜8dの両端部とフロントヘッダー4及びリヤヘッダー5は、サブアッセンブリ工程において、予めルーフパネル7に摩擦点接合にて接合される。
【0034】
ここで、上記の摩擦点接合及びその他の摩擦点接合を行う摩擦点接合装置9について説明する。図3、図4に示すように、摩擦点接合装置9は、接合ガン10を装備したロボット11と、ロボット11と接合ガン10を駆動制御する制御装置12と、接合ガン10で摩擦点接合(スポット接合)する2枚の金属板部材を重ね合わせた状態で位置決め保持するワーク保持装置(図示略)とを備えている。
【0035】
ロボット11は汎用の6軸垂直多関節型ロボットであり、そのロボットハンドの先端部に接合ガン10が装備されている。このロボット11が、接合ガン10をワーク保持装置で位置決め保持された金属構成部材をスポット接合動作位置と、この接合動作位置から退避した待機位置とに亙って移動させる。
【0036】
図4に示すように、接合ガン10は、受け具13と、回転ルーツ14と、回転ツール駆動機構15とを有する。受け具13と回転ツール14は上下に対向状に配設され、受け具13は逆L字状のアーム16の上先端部に着脱可能に下向きに取付られ、アーム16の下部側に回転ツール駆動機構15が設けられ、この回転ツール駆動機構15に回転ツール14が着脱可能に上向きに取付られている。回転ツール駆動機構15は、回転ツール14を接合軸Xを中心として回転させる回転モータ17と、回転ツール14を接合軸Xに沿って昇降させて複数の金属板部材を押圧する昇降モータ18とを有する。
【0037】
図5に示すように、回転ツール14の胴体部14aの先端面(上端面)にはショルダ部14bが形成されている。このショルダ部14bは平坦な形状をなし、ショルダ部14bの中心部に細径のピン部14cが突設されている。受け具13は、回転ツール14と略同径に形成され、その先端面(下端面)は平坦に形成されている。
【0038】
図3に示すように、制御装置12は、ロボット11の各種電動アクチュエータ(図示略)にハーネス19を介して接続されて、それらアクチュエータを夫々駆動制御し、また、接合ガン10の回転モータ17と昇降モータ18にハーネス20と中継ボックス21とハーネス22a、22bを介して接続され、これら回転モータ17と昇降モータ18を夫々駆動制御する。
【0039】
前記のサブアッセンブリ工程において、摩擦点接合装置9を用いて、ルーフパネルのウインドガラス接着面7bを形成するフランジ部7aとフロントヘッダーのフランジ部4aを摩擦点接合する場合を例にして説明する。
図6〜図8に示すように、摩擦接合装置9に対し、ルーフパネル7のフランジ部7aを上板とし、フロントヘッダーのフランジ部4aを下板とし、フロントヘッダー4のフランジ部4aの上にルーフパネル7のフランジ部7aを重ねる前に、これら接触面に電食防止用の電気絶縁性の接着剤からなる接着剤層23が形成される。
【0040】
なお、接着剤としては、エポキシ系接着剤、ウレタン系接着剤、アクリル系接着剤などの化学反応型接着剤が用いられる。次に、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとを重ね合わせた接合部を接合ガン10の受け具13と回転ツール14とで挟むようにロボット11により接合ガン10を移動させ、受け具13を接合部よりも上方にセットし、回転ツール14を接合部よりも下方にセットする。
【0041】
回転ツール駆動機構15により、車室内側から回転ツール14を回転させながら、昇降モータ18により回転ツール14を上昇させて、回転ツール14をフロントヘッダー4のフランジ部4aに押圧する。回転ツール14がフロントヘッダー4のフランジ部4aと接触することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aが軟化し塑性流動して、フロントヘッダー4のフランジ部4aとルーフパネル7のフランジ部7aの接合部が融点以下の温度の固相状態で摩擦点接合(溶融を伴わない固相状態のままの摩擦点接合)される。
【0042】
この摩擦点接合(スポット接合)について詳しく説明する。
図6に示すように、回転ツール14が回転されつつ上昇して位置決めされ、回転ツール14のピン部14cがフロントヘッダー4のフランジ部4aの下面に当接して押圧すると、フロントヘッダー4のフランジ部4aの下面が摩擦熱により軟化してせん断され、フロントヘッダー4のフランジ部4aの下面における回転ツール14のピン部14cの外周近傍面に流動化したアルミニウム合金がはみ出す。
【0043】
次に、図7に示すように、回転ツール14が更に上昇を続けて軟化したフロントヘッダー4のフランジ部4aの接合部にそのピン部14cが進入し、これに伴い、ピン部14cと接触圧力の高い部分のフロントヘッダー4aの接合部がせん断され、このせん断された部分から回転ツール14の加圧力により接着剤層23が押し出される。更に、回転ツール14が押圧され、そのピン部14cがルーフパネル7のフランジ部7aの接合部まで進入すると、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部に塑性流動部A(塑性変形部)が発生してせん断部は外周へ広がり、ピン部14cの周囲において、ルーフパネル7のフランジ部7aの材料がフロントヘッダー4のフランジ部4a内に下向きに環状隆起し、両フランジ部4a、7aが固相状態で接合される。また、フロントヘッダー4のフランジ部4aの下面における回転ツール14の胴体部14aの外周近傍面に流動化したアルミニウム合金がはみ出す。
【0044】
次に、図8に示すように、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部が摩擦点接合され、回転ツール14が下降し、摩擦点接合後のフロントヘッダー4のフランジ部4aの下面には、流動化したアルミニウム合金がバリ状に硬化する。一方、ルーフパネル7のフランジ部7aのウインドガラス接着面7aは平坦面のままである。
【0045】
以上のようにして摩擦点接合により形成された摩擦点接合部25は、図10に示すように、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部とが摩擦点接合し、ルーフパネル7のウインドガラス接着面7bを平坦面とする構造となる。そして、この摩擦点接合部25が、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの車幅方向に沿って所定間隔おきに複数箇所形成される。尚、それらフランジ部4a、7aの接合部以外のルーフパネル7とフロントヘッダー4と間には、車幅方向に沿って間欠的に塗布され、塗布乾燥炉の熱で発泡したゴム系のシーラ(ボデーシーラ)46が配置され、このシーラ46により、ルーフパネル7とフロントヘッダー4とが接着されるとともに、ルーフパネル7の張り剛性が確保される。なお、シーラ46は、例えば、ブチルゴム、ポリイソブチレンなどのエラストマと、粘着樹脂の混合物を基材としている。
【0046】
サブアッセンブリ工程において、前記と同様に摩擦点接合装置9を用いて、回転ツール14をアルミニウム合金製のルーフパネル7のフランジ部7aのみに回転しながら押込み、アルミニウム合金材料の塑性流動により鋼製のリヤヘッダー5及び鋼製の各補強板部材8a〜8dと固相状態で接合する。即ち、リヤヘッダー5は摩擦点接合部27によりルーフパネル7に接合される。また、補強板部材8aの両端部は摩擦点接合部30でルーフパネル7に接合され、補強板部材8bの両端部は複数点の摩擦点接合部31でルーフパネル7に接合され、補強板部材8cの両端部は複数点の摩擦接合部32でルーフパネル7に接合され、補強板部材8dの両端部は複数点の摩擦点接合部33でルーフパネル7に接合される。
【0047】
以上のように、サブアッセンブリ工程において、図1、図2に示すように、ルーフパネル7のフランジ部7aの接合部とフロントヘッダー4のフランジ部4aの接合部とが摩擦点接合された摩擦点接合部25を車幅方向に複数箇所形成した前端側摩擦接合領域26を形成し、ルーフパネル7の後端部の接合部とリヤヘッダー5のフランジ部5aの接合部とが摩擦点接合された摩擦点接合部27を車幅方向に複数箇所形成した後端側摩擦接合領域28を形成する。ルーフパネル7にフロントヘッダー4を摩擦点接合する工程が本発明の第1工程に相当する。
【0048】
図1、図2に示すように、以上のようにサブアッセンブリされたルーフパネル7を、前記摩擦点接合装置9により、回転ツール14をアルミニウム合金製のルーフパネル7のフランジ部7aのみに回転しながら押込みアルミニウム合金材料に塑性流動を生じさせて左右のルーフサイドレール6に摩擦点接合する。即ち、ルーフパネル7の左右両端部のフランジ部7aの接合部と左右のルーフサイドレール6とが摩擦点接合された摩擦点接合部29が車体前後方向に複数箇所形成された右端側摩擦接合領域34A及び左端側摩擦接合領域34Bを形成する。なお、ルーフパネル7と左右のルーフサイドレール6の複数の摩擦点接合は、車両前後方向において中央部から端部側に向けて順次、摩擦点接合するのが、ルーフパネル7の熱膨張により累積する熱歪み変形を抑制するうえで好ましい。
【0049】
次に、第1工程での摩擦点接合によるルーフパネル7の接合後、第2工程において、図2、図11に示すように、前端側摩擦接合領域26と右端側摩擦接合領域34Aとの間の接合領域と、前端側摩擦接合領域26と左端側摩擦接合領域34Bとの間の接合領域において、ルーフパネル7のフランジ部7aの両端近傍部とフロントヘッダー4の両端近傍部フランジ部4aとをリベット接合部35aでルーフパネル7とフロントヘッダー4よりも車室内側に配設されたフロントピラー1の補強板部材1aに埋め込み型のセルフピアッシングリベット36を用いて機械的に接合する。
【0050】
図2に示すように、この第2工程においては、前端側摩擦接合領域26と右側摩擦接合領域34Aとの間の接合領域において、複数点(5点)のリベット接合部35a〜35eが順次形成される。即ち、ルーフパネル7のフランジ部7aとルーフサイドレール6の前端部とがリベット接合部35aでフロントピラー1の補強板部材1aに接合され、ルーフパネル7のフランジ部7aがリベット接合部35bでフロントピラー1の補強板部材1a接合され、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとがリベット接合部35cでフロントピラー1の補強板部材1aに接合され、フロントヘッダー4が複数点の接合部35d、35eでフロントピラー1の補強板部材1aに接合されている。前記前端側摩擦接合領域26と左端側摩擦接合領域34Bとの間の接合領域に形成された複数点のリベット接合部35a〜35eも同様である。
【0051】
前記の複数点のリベット接合部35a〜35eを形成するのに用いるリベット接合締結装置(図示略)は、埋め込み型のセルフピアッシングリベット36(図9参照)を用いてリベット接合を行う装置であり、リベット打ち込みガンと、リベット受け台とを備えている。フロントヘッダー4の両端近傍部に形成された穴部4bからリベット受け台を挿入して車体外側からリベット打ち込みガンを作動させ、接合部にセルフピアッシングリベット36を打ち込んで複数点のリベット接合部35c〜35eを形成する。
【0052】
ここで、フロント側の複数点のリベット接合部35a〜35eのうち、ルーフパネル7のフランジ部7aと、フロントヘッダー4のフランジ部4aと、フロントピラー1の補強板部材1aとを機械的に接合したリベット接合部35cの構造について説明する。
図9、図11に示すように、フロントヘッダー4のフランジ部4aの接合部の上面に接着剤層23を形成して、その上にルーフパネル7のフランジ部7aの接合部を重ね合せ、フロントヘッダー4のフランジ部4aの接合部の下面にフロントピラー1の補強板部材1aを下方から重ね合わせた状態で、上記のリベット接合締結装置により、ルーフパネル側から埋め込み型のセルフピアッシングリベット36を打ち込んでリベット接合を行う。
【0053】
そのリベット接合部35c(機械的接合)では、アルミニウム合金製のルーフパネル7の接合部と、アルミニウム合金製のフロントヘッダー4の接合部及び鋼製のフロントピラー1の補強板部材1aの接合部との3枚の板部材をリベット接合し、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面とする構造となる。
【0054】
また、図9に示すように、このリベット接合部35cでは、セルフィピアッシングリベット36の頭部がルーフパネル7のウインドガラス接着面7bから露出しない状態まで打ち込まれる。そして、そのリベット36の脚部36aがルーフパネル7のフランジ部7aの接合部とフロントヘッダー4のフランジ部4aとの接合部を貫通するが、フロントピラー1の補強板部材1aの接合部を貫通せず、そのリベット36の脚部36aがフロントピラー1の補強板部材1aの接合部内でテーパ状に拡径してかしめ状態となる。なお、その他のリベット接合部35a、35b、35d、35eについても、上記と同様に、埋め込み型のセルフピアッシングリベット36を用いてリベット接合するので、ルーフパネル7フランジ部7aのウインドガラス接着面7bを平坦面とする構造となる。
【0055】
また、右端側接合領域34Aと後端側摩擦接合領域28との間の接合領域と、左端側摩擦接合領域34Bと後端側接合領域28との間の接合領域においても、ルーフパネル7の両端近傍部の接合部を、リヤヘッダー5の両端近傍部の接合部とバックドアのヒンジ補強板部材、コーナー補強板部材に複数個所のリベット接合部37、38で接合する。
【0056】
ここで、上記の摩擦点接合方法により、フロントヘッダー4のフランジ部4aと摩擦点接合したルーフパネル7のフランジ部7aに、ウインドガラス39を取り付ける場合を例にして説明する。
図12に示すように、ルーフパネル7のウインドガラス接着面7bにウインドガラス39を取り付けるために、ウインドガラス39の周縁部の内面にセラミック層(セラミックコート)40が形成され、このセラミック層40の表面に帯状のプライマ塗布膜41が形成される。
【0057】
このプライマ塗布膜41の表面にウレタン接着材42が塗布され、ルーフパネル7のウインドガラス接着面7bの平坦面にもプライマ塗布膜41が形成され、図13に示すように、そのウインドガラス接着面7bに対してウインドガラス39がウレタン接着材42を介して接着される。
【0058】
セラミック層40は、車体とウインドガラス39との接着部分を覆い隠すために設けられ、このセラミック層40に形成されたプライマ塗布膜41によって、ウインドガラス39(プライマ塗布膜41)をウレタン接着材42で車体に接着する接着強度が高くなる。尚、43はウレタン接着材を留めるダム材、44はシール用のモール材である。
【0059】
尚、ルーフサイドレール6が「ルーフサイド部材」に相当し、フロントピラー1の補強板部材1aが「補強板部材」に相当するものである。摩擦点接合部25が「第1接合部」、「スポット接合部」に相当し、リベット接合部35a〜35eが「第2接合部」に相当する。
【0060】
次に、以上説明した車体の接合方法及びその接合構造において、特に、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの接合方法及び接合構造の作用、効果について説明する。
第1工程において、アルミニウム合金製のルーフパネル7のウインドガラス接着面7bを形成するフランジ部7aを上板、アルミニウム合金製のフロントヘッダー4のフランジ部4aを下板として重ね合わせ、車室内側から摩擦点接合装置9の回転ツール14を回転させながらフロントヘッダー4のフランジ部4aの接合部に押圧する。回転ツール14がフロントヘッダー4を押圧することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aの接合部が軟化し塑性流動して、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部が融点以下の温度の固相状態で摩擦点接合する。
【0061】
次の第2工程において、ルーフパネル7のフランジ部7aの両端近傍の接合部と、フロントヘッダー4のフランジ部4aの両端近傍の接合部と、フロントピラー1の補強板部材1aの接合部とを3枚重ね合わせ、ルーフパネル側(車室外側)からリベット締結装置のリベット打ち込みガンにて埋め込み型のセルフピアッシングリベット36を打ち込んでそれらの接合部をリベット接合する。
【0062】
このように、第1工程において、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aを押圧してルーフパネル7のフランジ部7aの接合部とフロントヘッダー4のフランジ部4aの接合部を摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bにバリ24が発生することがない。そのため、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。これにより、ウインドガラス接着面7bに対してウインドガラス接着を容易且つ安定して行うことができる。
【0063】
また、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを接合した接合部は、車幅方向に複数箇所形成された摩擦点接合部25であるので、ルーフパネル7のフランジ部7aとフロントヘッダー4フランジ部4aを接合する為のリベットを用いる必要がなく、それらフランジ部4a、7aの接合を容易に行うことができるができるうえ、材料費を含む接合費の低減を図ることができる。
【0064】
さらに、第2工程において、機械的に接合するリベット接合を行うので、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの両端側の接合強度を確実に確保することができるうえ、埋め込み型のリベット36により、ルーフパネル7のフランジ部7aのガラス接着面7bを平坦面に形成することができる。さらに、機械的接合によるリベット接合部35a〜35eの数を少なくして、リベット接合部35a〜35eの為の材料費を含む接合費を低減することができる。
【実施例2】
【0065】
次に、実施例2に係る車体の接合方法及び接合構造について、図14〜図17に基づいて説明する。尚、この接合方法及び接合構造のうち、前記実施例1の接合方法及び接合構造と同様の部材に同一の符号を付して説明を省略する。
【0066】
実施例2に係る車体の接合方法は、実施例1と同様の摩擦点接合装置9及び埋め込み型のセルフピアッシングリベット36を用いたリベット接合締結装置により行われ、実施例1の接合方法とは組み付け工程と、接合構造の一部が異なるものである。
この接合方法では、先ず、アッセンブリ工程において、アルミニウム合金製のフロントヘッダー4がフロントピラー1の補強板部材1aと摩擦点接合され、複数の鋼製の補強板部材8a〜8d及び鋼製のリヤヘッダー5が、予め車体構造Mに電気抵抗スポット溶接にて接合される。
【0067】
即ち、図14、図15に示すように、前記摩擦点接合装置9を用いて、回転ツール14をフロントヘッダー4の両端部のみに回転しながら押込み、材料を塑性流動させることでフロントヘッダー4の両端近傍部が、複数の摩擦点接合部25aで左右1対のフロントピラー1の補強板部材1aに接合され、さらに、複数の補強板部材8a〜8dの両端部が複数のスポット溶接部30a〜33aで鋼製のルーフサイドレール6に接合され、リヤヘッダー5が複数のスポット接合部でリヤピラー3の補強板部材に接合される。尚、図15は、ルーフパネル7を省略して図示した自動車の車体構造Mの要部平面図である。
【0068】
次に、第1工程において、ルーフパネル7が、上記の諸部材を接合した車体構造に取り付けられる。即ち、図15に示すように、ルーフパネル7のフランジ部7aが複数の摩擦点接合部25でフロントヘッダー4のフランジ部4aに接合され、ルーフパネル7の左右両端が複数の摩擦点接合部29でルーフサイドレール6に接合され、ルーフパネル7の後端部が複数の摩擦点接合部27でリヤヘッダー5のフランジ部5aに接合される。
【0069】
この第1工程においては、車体内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aに押圧する。回転ツール14がフロントヘッダー4のフランジ部4aと接触することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aの接合部が軟化し塑性流動して、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部とが固相状態で摩擦点接合した摩擦点接合部25が形成される。また、回転ツール14による接合時に、フロントヘッダー4のフランジ部4aの下面における回転ツール14の胴体部14aの外周近傍面に流動化してはみ出したたアルミニウム合金がバリ状に硬化する。一方で、ルーフパネル7のフランジ部7aのウインドガラス接着面7bは平坦面のままである。
【0070】
図16に示すように、以上のように摩擦点接合により形成された摩擦点接合部25は、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部とが摩擦点接合し、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面とする構造となる。そして、この摩擦点接合部25が、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの車幅方向に沿って所定間隔おきに複数箇所形成された前端側摩擦接合領域26が形成される。
【0071】
上記と同様の摩擦点接合により、ルーフパネル7の両端側の接合部とルーフサイドレール6の接合部を接合した摩擦接合部29が車体前後方向おいて複数箇所形成された右側摩擦接合領域34A及び左側摩擦接合領域34Bと、ルーフパネル7の後端部の接合部とリヤヘッダー5のフランジ部5aの接合部の摩擦点接合部27が車幅方向に複数箇所形成された後端摩擦接合領域28とが形成される。
【0072】
次に、第1工程での摩擦点接合による接合後、第2工程において、図15に示すように、前端側摩擦接合領域26と左端側摩擦接合領域34Bとの間の接合領域において、ルーフパネル7のフランジ部7aの両端近傍部と、フロントヘッダー4のフランジ部4aとをリベット接合部35aでルーフパネル7とフロントヘッダー4よりも車室内側に配設されたフロントピラー1の補強板部材1aに埋め込み型のセルフピアッシングリベット36を用いて機械的に接合する。
【0073】
図15に示すように、この第2工程においては 前端側摩擦接合領域26と右側摩擦接合領域34Aとの間の接合領域において、複数点(3点)のリベット接合部35a〜35cが形成される。即ち、ルーフパネル7のフランジ部7aとルーフサイドレール6の前端部とがリベット接合部35aでフロントピラー1の補強板部材1aに接合され、ルーフパネル7のフランジ部7aがリベット接合部35bでフロントピラー1の補強板部材1a接合され、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとがリベット接合部35cでフロントピラー1の補強板部材1aに接合される。また、前端側接合領域26と左端側摩擦接合領域34Bとの間の接合領域の間に形成された複数点のリベット接合部35a〜35cも同様である。
【0074】
以上のようにして機械的に接合されるリベット接合部35a〜35cのうち、図17に示すように、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aとフロントピラー1の補強板部材1aとを3枚重ねたリベット接合部35cでは、埋め込み式のセルフピアッシングリベット36の頭部をルーフパネル7のフランジ部7aのウインドガラス接着面7bから露出しない状態まで打ち込んで、そのウインドガラス接着面7bを平坦面とする構造となる。
【0075】
また、右端側接合領域34Aと後端側摩擦接合領域28との間の接合領域と、左端側摩擦接合領域34Bと後端側接合領域28との間の接合領域においても、ルーフパネル7の両端近傍部の接合部を、リヤヘッダー5の両端近傍部の接合部とバックドアのヒンジ補強板部材、コーナー補強板部材に複数個所のリベット接合部37、38で接合する。
【0076】
尚、ルーフサイドレール6が「ルーフサイド部材」に相当し、フロントピラー1の補強板部材1aが「補強板部材」に相当するものである。摩擦点接合部25が「第1接合部」、「スポット接合部」に相当し、リベット接合部35a〜35cが「第2接合部」に相当する。
【0077】
以上説明した車体の接合方法及び接合構造において、特に、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの接合方法及び接合構造の作用、効果について説明する。
この車体接合方法においては、アッセンブリ工程において、フロントヘッダー4の両端近傍部が、摩擦点接合部25aでフロントピラー1の補強部材1aに接合され、複数の補強板部材の両端部8a〜8dの両端部がスポット溶接部30a〜33aでルーフサイドレール6に接合され、リヤヘッダー5の両端近傍部がスポット溶接部でリヤピラーの補強板部材に接合される。
【0078】
次に、ルーフパネル7が、上記の諸部材を接合した車体構造Mに取り付けられる。
第1工程おいて、車室内側から回転ツール14を回転させながら、ルーフパネル7のフランジ部7aの接合部を押圧する。回転ツール14がフロントヘッダー4と押圧することで発生する摩擦熱により、フロントヘッダー4のフランジ部4aの接合部が軟化し塑性流動して、フロントヘッダー4のフランジ部4aの接合部とルーフパネル7のフランジ部7aの接合部が融点以下の温度の固相状態で摩擦点接合する。
【0079】
次に、第2工程において、ルーフパネル7のフランジ部7aの両端近傍の接合部と、フロントヘッダー4のフランジ部4aの両端近傍の接合部と、フロントピラー1の補強板部材1aの接合部とを3枚重ね合わせ、ルーフパネル側(車室外側)からリベット締結装置のリベット打ち込みガンにて埋め込み型のセルフピアッシングリベット36を打ち込んでそれらの接合部をリベット接合する。
【0080】
このように、第1工程において、車室内側から回転ツール14を回転させながらフロントヘッダー4のフランジ部4aを押圧してルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを摩擦点接合するので、ルーフパネル7のフランジ部7aのウインドガラス接着面7bにバリ24が発生することがない。そのため、ルーフパネル7のフランジ部7aのウインドガラス接着面7bを平坦面に形成することができる。これにより、図12、13に示すように、ウインドガラス接着面7bに対してウインドガラス接着を容易且つ安定して行うことができる。
【0081】
また、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aを接合した接合部は、車幅方向に複数箇所形成された摩擦点接合部25であるので、ルーフパネル7のフランジ部7aとフロントヘッダー4フランジ部4aを接合する為のリベットを用いる必要がなく、それらフランジ部4a、7aの接合を容易に行うことができるができるうえ、材料費を含む接合費の低減を図ることができる。
【0082】
さらに、第2工程において、機械的に接合するリベット接合を行うので、ルーフパネル7のフランジ部7aとフロントヘッダー4のフランジ部4aの両端側の接合強度を確実に確保することができるうえ、埋め込み型のリベット36により、ルーフパネル7のフランジ部7aのガラス接着面7bを平坦面に形成することができる。さらに、機械的接合によるリベット接合部35a〜35eの数を少なくして、リベット接合部35a〜35cの為の材料費を含む接合費を低減することができる。
【0083】
次に、前記実施例1、2を部分的に変更した変更例について説明する。
1〕上記実施例1、2においては、ワゴン系の自動車の車体構造に、本発明の接合方法を適用した場合の例について説明したが、セダン系の自動車の車体構造にも、本発明の接合方法を適用できる。
【0084】
2〕上記実施例1、2においては、アルミニウム合金製のルーフパネル7と、アルミニウム合金製のフロントヘッダー4とを車体構造に接合する技術を例として説明したが、ルーフパネル及びフロントヘッダーは、アルミニウム製などの軽金属製のものでも同様に本発明を適用でき、また軽金属製に限るものでない。
【0085】
3〕上記実施例1、2の摩擦点接合装置9の回転ツール14の形状は、図5に示すものに限らず、回転ツール14のショルダ部14bをピン部14cに向かってくぼんだ傾斜面に形成したものを用いることもできる。
【0086】
4〕上記実施例1、2の各接合部は、摩擦点接合に限らず、例えば、回転ツール14を回転しながら板材の重ね合わせ面に沿って移動させて板材の重ね合わせ部を接続的に固相接合した接合部を複数箇所形成するものでもよい。
【0087】
5〕その他、当業者であれば、本発明の趣旨を逸脱することなく、前記実施例1、2に種々の変更を付加した形態で実施可能で、本発明はそのような変更形態も包含するものである。
【図面の簡単な説明】
【0088】
【図1】本発明の実施例1の車体構造とルーフパネルと補強板部材の分解斜視図である。
【図2】ルーフパネルを除いて図示した車体構造の要部平面図である。
【図3】摩擦点接合装置の側面図である。
【図4】摩擦点接合装置の接合ガン周辺の要部拡大側面図である。
【図5】回転ツールの要部部分断面図である。
【図6】回転ツールで摩擦点接合する接合対象箇所の拡大断面図である。
【図7】回転ツールで摩擦点接合した接合箇所の拡大断面図である。
【図8】回転ツールで摩擦点接合した接合完了後の断面図である。
【図9】リベット接合の拡大断面図である。
【図10】図2のX−X線断面図である。
【図11】図2のXI−XI線断面図である。
【図12】ウインドガラスと車体の接着前の状態を示す縦断面図である。
【図13】ウインドガラスと車体の接着構造を示す縦断面図である。
【図14】本発明の実施例2の車体構造とルーフパネルの分解斜視図である。
【図15】ルーフパネルを除いて図示した車体構造の要部平面図である。
【図16】図15のXVI−XVI線断面図である。
【図17】図14のXVII−XVII線断面図である。
【符号の説明】
【0089】
A 塑性流動部
1a フロントピラーの補強板部材
4 フロントヘッダー
4a フランジ部
5 リヤヘッダー
6 ルーフサイドレール
7 ルーフパネル
7a フランジ部
7b ウインドガラス接着面
14 回転ツール
25 摩擦点接合部
35a〜35e リベット接合部
36 埋め込み型リベット
【特許請求の範囲】
【請求項1】
金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合方法において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を成形することを特徴とする車体の接合方法。
【請求項2】
前記ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項1に記載の車体の接合方法。
【請求項3】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴とする請求項1又は2に記載の車体の接合方法。
【請求項4】
金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合方法において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダー部のフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部を形成する第1工程と、
次に、前記ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部を形成する第2工程とを備えた車体の接合方法。
【請求項5】
前記ルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項4に記載の車体の接合方法。
【請求項6】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であり、前記ルーフサイド部材が鋼製の部材であることを特徴とする請求項4又は5に記載の車体の接合方法。
【請求項7】
前記ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、前記ルーフパネルとヘッダーとをルーフサイド部材に接合する第2工程は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的接合する接合工程を含むことを特徴とする請求項6に記載の車体の接合方法。
【請求項8】
金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合構造において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を備えたことを特徴とする車体の接合構造。
【請求項9】
前記ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項8に記載の車体の接合構造。
【請求項10】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴とする請求項8又は9に記載の車体の接合構造。
【請求項11】
金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合構造において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部と、
前記ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部とを備えたことを特徴とする車体の接合構造。
【請求項12】
前記第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項11に記載の車体の接合構造。
【請求項13】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であり、前記ルーフサイド部材が鋼製の部材であることを特徴とする請求項12に記載の車体の接合構造。
【請求項14】
前記ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、前記第2接合部は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的に接合したリベット接合部であることを特徴とする請求項13に記載の車体の接合構造。
【請求項1】
金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合方法において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を成形することを特徴とする車体の接合方法。
【請求項2】
前記ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項1に記載の車体の接合方法。
【請求項3】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴とする請求項1又は2に記載の車体の接合方法。
【請求項4】
金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合方法において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダー部のフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部を形成する第1工程と、
次に、前記ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部を形成する第2工程とを備えた車体の接合方法。
【請求項5】
前記ルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項4に記載の車体の接合方法。
【請求項6】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であり、前記ルーフサイド部材が鋼製の部材であることを特徴とする請求項4又は5に記載の車体の接合方法。
【請求項7】
前記ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、前記ルーフパネルとヘッダーとをルーフサイド部材に接合する第2工程は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的接合する接合工程を含むことを特徴とする請求項6に記載の車体の接合方法。
【請求項8】
金属製ルーフパネルと金属製ヘッダーとを接合した車体の接合構造において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部を備えたことを特徴とする車体の接合構造。
【請求項9】
前記ルーフパネルのフランジ部とヘッダーのフランジ部を接合した接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項8に記載の車体の接合構造。
【請求項10】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であることを特徴とする請求項8又は9に記載の車体の接合構造。
【請求項11】
金属製ルーフパネルと金属製ヘッダーと金属製ルーフサイド部材とを接合した車体の接合構造において、
前記ルーフパネルのウインドガラス接着面を形成するフランジ部とヘッダーのフランジ部を重ね合わせ、車室内側から回転ツールを回転させながらヘッダーのフランジ部に押圧して摩擦熱を発生させ、少なくともヘッダーのフランジ部を軟化させ塑性流動を生じさせてルーフパネルのフランジ部とヘッダーのフランジ部を接合した第1接合部と、
前記ルーフパネルとヘッダーとをルーフサイド部材に接合した第2接合部とを備えたことを特徴とする車体の接合構造。
【請求項12】
前記第1接合部は、車幅方向に複数箇所形成されたスポット接合部であることを特徴とする請求項11に記載の車体の接合構造。
【請求項13】
前記ルーフパネルとヘッダーがアルミニウム合金製の部材であり、前記ルーフサイド部材が鋼製の部材であることを特徴とする請求項12に記載の車体の接合構造。
【請求項14】
前記ルーフサイド部材はルーフパネルとヘッダーよりも車室内側に配設された補強板部材を備え、前記第2接合部は、ルーフパネルとヘッダーとを補強板部材に埋め込み型リベットで機械的に接合したリベット接合部であることを特徴とする請求項13に記載の車体の接合構造。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】

【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】

【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2008−221947(P2008−221947A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−60706(P2007−60706)
【出願日】平成19年3月9日(2007.3.9)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月9日(2007.3.9)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]