
Fターム[3E030DA01]の内容
包装位置への供給(容器の供給) (3,570) | 容器の供給 (633) | 挟持によるもの (148)
Fターム[3E030DA01]に分類される特許
21 - 40 / 148
給袋自動包装機
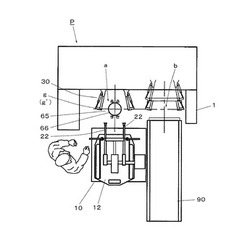
【課題】袋を充填位置からシール位置へ移送する新たな機構を採用すると共にガス充填包装を可能とし、小型化・省スペース化を図る給袋自動包装機を提供すること。
【解決手段】袋を充填位置に供給する給袋手段10と、袋(h)を吊り下げ状に支持するグリップを充填位置(a)とシール位置(b)との間で移動自在に設けた移送手段30と、その袋に所定量の被包装物を充填する充填手段65と、被包装物が充填された袋の開口部をヒートシールするシール手段と、袋詰めされた製品を機外へ排出する排出コンベア90を備えた自動包装機において、
移送手段30は、第1グリップ(g)を水平面上で四角形軌跡運動をさせる上方の四角形軌跡運動機構31と、第2グリップ(g′)を水平面上で四角形軌跡運動をさせる下方の四角形軌跡運動機構50とを近接させて配置していて、上方と下方の四角形軌跡運動機構による一連の動作を同期するように制御する。
(もっと読む)
袋詰め包装機における袋底支持方法及び装置

【課題】必要な包装処理工程及び工程間のみ袋底を支持し、支持の必要がない工程で用いられる各種装置の設置及び位置調整範囲の自由度を広げ、それらの装置と袋底受け台装置との干渉を回避する。
【解決手段】工程Vの停止位置で固定側袋底受け台Aを上昇位置まで上昇させて停止中の袋10の袋底を支持した状態で被包装物を充填する。次工程VIからVの停止位置に復帰移動してきた可動側袋底受け台Bを下降位置から上昇位置まで上昇させて、受け台Aと略同じ高さ位置で袋底を支持させ、受け台Aを下降位置へ下降させる。回転テーブル4が回転すると、受け台Bを袋底を支持したまま袋10と同調移動させる。袋10が工程VIの停止位置に止まると、固定側袋底受け台Cが下降位置から上昇し、受け台Bと略同じ高さ位置で袋底を支持する。受け台Bが下降位置へ下降して、工程Vの停止位置へ復帰移動する。
(もっと読む)
袋詰め包装機の包装処理方法及び袋詰め包装機
【課題】間欠回転式ロータリ型袋詰め包装機において、粉粒体や液状物等の被包装物が挟持部に付着することにより生じる袋(被包装物を充填した袋)の位置ずれの発生の検出、及び挟持部の清掃を、包装機を停止することなく自動的に行い、生産性を改善する。
【解決手段】挟持部3,3における袋4の位置ずれの有無を検出する位置ずれ検出センサ14〜17を停止位置VIに設置し、挟持部3,3にエアを噴射するエア噴射ノズル24,24を停止位置IXに設置する。位置ずれ検出センサ14〜17により、停止位置VIに停止した挟持部3,3に位置ずれ有りが検出された場合、当該挟持部3,3が停止位置IXに停止して開いたとき、エア噴射ノズル24,24から挟持部3,3に向けてエアを噴射し、付着した被包装物を吹き飛ばして清掃する。
(もっと読む)
間欠移送式縦型袋詰め包装方法
【課題】間欠移送される袋内の液状物の袋外への飛び出しや袋のシール不良の発生を防止し、包装処理の生産性を向上させる間欠移送式縦型袋詰め包装方法を提供する。
【解決手段】グリッパ4が第1接近位置に位置し、袋口10が平面視略円形になった状態で移送されてきた袋6を停止し、袋6にノズル40を介して液状物36を充填する。液状物36の充填中、特に充填終了間際あるいは充填終了後に、ノズル40の移動の障害とならないタイミング及び範囲で左右のグリッパ4が互いにさらに接近し、第2接近位置に位置する。袋口10が平面視で袋6の幅方向が短軸となる略楕円形となり、それぞれのサイドシール境界部12を挟んで左右の部分が大きな鈍角θをなして略平らと言って良いほどの形状になる。袋6は袋口10が略楕円形の状態のまま、袋6の緊張工程を実行する次の停止位置へ略袋の幅方向に移送される。
(もっと読む)
間欠移送式ロータリー型包装処理装置における気体供給システム及び負圧供給システム
【課題】間欠移送式のロータリー型包装処理装置の気体供給システム又は負圧供給システムの耐久性を改善する。
【解決手段】グリッパー3の間欠回転と同期して間欠回転する同調テーブル17と、同調テーブル17に設置された加圧タンク21,22と、加圧タンクに気体を補充する加圧気体供給装置37からなる。各加圧タンクは気体を導入するための配管接続部23,24を有する。加圧気体供給装置は、それぞれ加圧気体供給源に接続した配管接続部材38,39と、配管接続部材38,39を進退させるエアシリンダ43,44を有する。同調テーブル17の停止時に、配管接続部材38,39が前進し配管接続部23,24と接続して、加圧タンク21内に不活性ガス、加圧タンク22内に加圧エアが補充される。加圧タンク21はガス吹込ノズル4に接続し、加圧タンク22はガス吹込ノズル4のエアシリンダ19に接続している。
(もっと読む)
テトラ包装袋用包装機
【課題】テトラ形状の空の包装袋に被包装物を自動包装するにあたり、被包装物を充填しにくい。
【解決手段】給袋装置から包装袋14を受け渡される袋取りセクション、包装袋14の閉じられた袋口15を前後面から開口する袋口開セクション、開口した袋口15をヘラ18により拡開する袋口拡開セクション、拡開した袋口15から被包装物の充填が行われる製品投入セクション等のセクションを有し、袋口開セクションに、包装袋14の袋底の封止縁17の両端部を挟み付けて、袋口15を広げる袋口開口機構16を備えている。
(もっと読む)
清涼飲料の充填方法及び装置
【課題】ボトルに清涼飲料を充填するに際し、少量の温水により短時間でボトル内を殺菌する。
【解決手段】加熱されたプリフォームからブロー成形によりボトルを成形し、上記プリフォームに加えた熱が残留しているうちに、ボトル内に70℃〜80℃の温水を供給してボトル内面の全面に1cm2当たり0.1mL〜0.2mLの温水を接触させることによりボトル内を殺菌し、しかる後にボトル内に清涼飲料を充填して密封する清涼飲料の充填方法であるから、残留熱と温水熱とによってボトル内を適正かつ迅速に殺菌することができ、品質に優れた清涼飲料の包装体を製造することができる。
(もっと読む)
医薬品の製造装置
【課題】 デバイスに薬剤が充填された高活性医薬品を安全且つ安定的に生産することのできる医薬品の製造装置を提供する。
【解決手段】 アイソレータ114内に充填装置18等が備えられると共に、スリーブスーツ120で先端部を除いて気密に覆われたロボット78等でデバイス76が移送される。そのため、薬剤充填などに人が関与しないので、高活性医薬品が取り扱われる場合にも安全に医薬品を製造することができる。また、ロボット78等によるデバイス76の移送はピックアンドプレイスで行われるため、デバイス76の転倒や破損が生じない。しかも、ロボット78等は、関節を含む基台40側はスリーブスーツ120によって気密に覆われているので、その関節等からの発塵によるアイソレータ114内の汚染が抑制されると共に、薬剤やこれを洗い流すための洗浄液がロボット78等に付着してこれを腐食させることが抑制される。
(もっと読む)
テトラ包装袋用包装機及びテトラ包装袋の製造方法
【課題】テトラ形状の包装袋に被包装物を自動包装するにあたり、包装のスピード化をはかる。
【解決手段】ロータリー式包装機1の包袋供給位置3の周縁部に、包袋搬送コンベア5を配置し、このコンベア5の包袋6を、袋口側を上にして開口させて起立させる包袋開口起立機構10を備え、起立した包袋6の開口した袋口に一対のヘラを挿入して、包袋の袋底の封止縁に対して、袋口が交差する方向にヘラを拡開しつつ、ロータリー式包装機1側に接近する袋口拡開機構13を備え、袋口拡開機構13に保持された包袋の袋口を挟持してロータリー式包装機1に包袋を受け渡す受渡し機構を備える。
(もっと読む)
袋製造・充填方法および装置
【課題】費用効率の向上した袋製造・充填方法を提案する。
【解決手段】本発明は、袋を形成する材料がチューブ状材料(4)の形で巻出し装置(2、3、5)から袋形成装置(1)に供給され、袋形成装置(1)の中で、チューブ状材料(4)に、少なくとも袋(27)の大きな部分にわたってのびている縦方向継ぎ目(29)が形成される。
(もっと読む)
袋詰め包装機
【課題】袋詰め包装機の小型化を図る。
【解決手段】包装用袋15の口部15aを上側にして保持する袋支持部7と、前記袋の口部側に吸着し前記口部を拡開させる吸着拡開部17と、前記拡開した袋の口部から被包装物9を投入する投入部11と、前記袋の口部側を挟持して搬送する一対の開閉可能な挟持コンベヤ21,21と、前記挟持コンベヤの排出端から送出される前記袋の口部側が進入する、首部通路23aを有する絞りガイド23と、前記首部通路を遮断する袋受け部材25と、前記首部通路内に進入する前記口部側の後端部を押圧する袋寄せ部材27と、前記絞り部材の下方側に配設され、前記袋を載置して搬送する排出コンベヤ19と、を備えている。
(もっと読む)
小さな包みを生産するための方法および装置
【課題】壊れやすい物質を傷つけずに浸出用の包みをハイペースで生産することができる方法を提供すること。
【解決手段】所定製品を含む複数の密封された容器32を順次形成する方法であって、2つの対向する縁部を有する容器材料のストリップを有する連続するウェブ10を折りたたみステーション12に進めるステップを含み、そこでこのウェブを折りたたむことによってそれぞれの開放した容器が順次形成され、ウェブの片方の縁部のみから隣接する2つの縁部を接触させ、次いで、2つの縁部を合わせて密閉してウェブの一部分を開放した容器へと形成し、ウェブ上に製品を置くことで開放した容器内にそれが保持され、次いで、開放した容器を密閉して密封容器を形成する方法。
(もっと読む)
ロータリー式包装機
【課題】ロータリー式包装機における包装袋を挟持する挟持爪の振動装置を提供する。
【解決手段】ロータリー式包装機は、包装袋を開口して製品を収納するとき、振動装置50によって、開閉ローラ(24)を往復動し、挟持腕(10a、10b)の挟持角を変更することによって、挟持爪(15b)を介して包装袋に振動を与え、開閉ローラ(24)を往復動する機構はモータの回転による偏心ピンに基づく往復動である。
(もっと読む)
袋状容器の供給装置
【課題】供給コンベヤ14によって搬送されてきた袋状容器8を一枚ずつ取り上げて袋状容器処理の処理装置1に受け渡す供給装置6で、袋状容器8を確実に保持してグリッパ4に引き渡す。
【解決手段】開口部8aを前方に向けた袋状容器8を、前方側の後部を次の袋状容器8の前部に重ねて供給コンベヤ14により搬送する。袋状容器8の底部側を持ち上げる吸盤と、持ち上げられている袋状容器8の底部側からその下方に入り込ませて前方に移動させることにより全体を持ち上げる持ち上げバー26と、開口部8a側を把持して位置決め部に送るチャックとを備えている。位置決め部18で前後左右の位置決めをした袋状容器8の開口部8a側を受け渡し用の吸盤128で吸着して持ち上げて、グリッパ4に引き渡す。
(もっと読む)
袋状容器の処理装置
【課題】袋状容器8を上方の開口部8aから底部側まで確実に開口する
【解決手段】ターンテーブル2の外周寄りに複数のグリッパ4が設けられ、このターンテーブル2を間欠的に回転させて各処理ポジションA〜Hに順次停止させて処理を行う。開口ステーションCに停止した袋状容器8を、両面側から吸着する吸着パッド216、218と、昇降および開閉可能であり、袋状容器8の開口部8aから挿入されて袋状容器8を開放するフラッパー242と、このフラッパー242をターンテーブル2に追従して回転させる旋回用のサーボモータ266とを備えており、さらに、前記フラッパー242の内部にエア通路242aが形成され、袋状容器8に挿入された後、このエア通路242aのエア噴射口242bからエアを噴射して袋状容器8の底部まで開放する。
(もっと読む)
ロータリー式包装機
【課題】ロータリー式包装機における包装袋を挟持する挟持爪の振動装置を提供する。
【解決手段】ロータリー式包装機は、開閉円板体(27,27a)の周縁部に往復動する振動体(55,55a)を設け、その振動体(55,55a)に接触する開閉ローラ(24)の往復動を介して挟持腕(10a、10b)の挟持角を変更して包装袋に振動を与える。
(もっと読む)
袋状容器の開口装置
【課題】袋状容器8の開口部8aにエア噴射手段(フラッパー242)を挿入してエアを吹き込む際に、隙間からエアが洩れないようにする。
【解決手段】ターンテーブル2の外周部に複数のグリッパ4が設けられ、このグリッパ4に袋状容器8を把持させて間欠的に回転させる。開口ステーションCで吸着パッド216によって袋状容器8の両面を吸着し、後退することにより開口させる。開口した袋状容器8の開口部8a内に、エア噴射口242bを有するフラッパー242を挿入する。フラッパー242を挿入した後、吸着パッド216を接近させて一旦開口部8aを閉じてから、前記エア噴射口242bから袋状容器8内にエアを噴射する。その後、吸着パッド216を再度後退させて袋状容器8の開口部8aを開放する。
(もっと読む)
製袋包装機
【課題】製袋部等のトラブルにより製袋包装機を運転停止した後の再起動時に、シール工程に停止していた袋体から良品袋を製作可能とする製袋包装機を提供すること。
【解決手段】ボトムシール装置50は、第1駆動ユニット25bのサーボモータ40の駆動制御により各レバーの内側に対向するように取り付けられた一対のシールバー57を開閉自在に設け、サイドシール装置65は、第2駆動ユニット25cのサーボモータの駆動制御により各レバーの内側に対向するように取り付けられた一対のシールバー72を開閉自在に設け、通常運転中には、何れのシール装置においてもシールバーの開度を小開放とし、包装機本体部及び/又は製袋部の運転停止時には、何れのシール装置においてもシールバーの開度を大開放とし、包装機本体部及び/又は製袋部の再起動時には、何れのシール装置においても少なくとも1回のヒートシールを施してから通常運転に復帰させる。
(もっと読む)
回転式容器搬送装置
【課題】ネック搬送している容器4の底部側が遠心力で外方へ振られることを防止する。
【解決手段】一対の把持部54を有するグリッパ48が回転体10aの外周部に円周方向等間隔で設けられており、このグリッパ48によって容器4のネック部4bに形成されているフランジ4cよりも下側を把持して搬送する。前記グリッパ48に、前記容器4のフランジ4cよりも上方に、回転体10aの中心側から当接する第1支持体(上ガイド部材)58と、フランジ4cの下面側に、回転体10aの中心側から当接する第2支持体60(下ガイド部材)とを設ける。
(もっと読む)
間欠回転テーブル式袋詰め包装機
【課題】1台の間欠回転テーブル式袋詰め包装機で、複数種類の袋(例えば通常の平袋、
チャック付き袋、異形袋)に対し包装処理する場合に、袋の種類を切り換える際の袋詰め包装機の調整が容易に、短時間で行えるようにする。
【解決手段】テーブル1が、間欠回転する支軸23に対し軸方向に所定範囲摺動自在かつ回転方向に係合状態で設置される。支軸23の周囲に複数個の調整軸33(1つの直動調整軸33aと残部の従動調整軸33b)が配置され、各調整軸33は同一ピッチの雄ねじ部34を有し、テーブル1に形成された雌ねじ部35に螺合している。直動調整軸33aを回転させると全ての調整軸33が同時に回転し、テーブル1は支軸23に沿って上下方向に摺動し高さ調整され,同時にグリッパー25の高さも調整される。これにより供給される袋3の高さ調整やホッパー等の包装処理部材の高さ調整を行わずに済む。
(もっと読む)
21 - 40 / 148
[ Back to top ]