
Fターム[3E033FA03]の内容
Fターム[3E033FA03]に分類される特許
41 - 60 / 1,367
合成樹脂製壜体
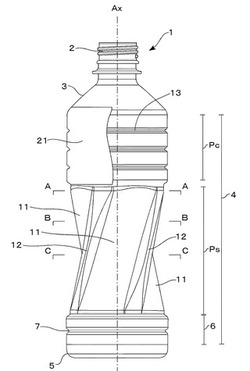
【課題】 本発明は、全体としては丸形壜体としての外観を保持しつつ、減圧吸収機能、および内容液の凍結時における体積の増加を、外観を損なうことなく十分吸収する機能が十分に発揮されると共に、特に内容液の凍結時の壜体の膨張に伴う外装したシュリンクフィルムの伸び変形によりバーコード等の表示機能が損なわれることなく壜体製品として商品性が高度に保持することが可能な壜体形状を創出することを課題とするものである。
【解決手段】 口筒部、筒状の胴部、そして底部を有する合成樹脂製壜体において、胴部を上半部と下半部に分け、一方に周壁を円筒状とした円筒状領域を配設し、他方に壜体の中心軸に対して一定方向に傾斜した4ケあるいは5ケの傾斜パネルを並列状にして周壁の平断面形状を四角形状あるいは五角形状とした傾斜パネル領域を配設する。
(もっと読む)
非耐熱成形プラスチックボトル

【課題】非耐熱成形プラスチックボトルを用い、プラスチックボトルを薄肉とした場合であっても、加温時においてプラスチックボトル外観を良好に維持することができ、かつ底部を押上げる際周縁部が屈曲することがないプラスチックボトルを提供する。
【解決手段】非耐熱成形プラスチックボトル10は、口部11と、胴部20と、底部30とを備えている。胴部20は、4つの側面21を有する略四角筒形状からなり、胴部20間に境界面22が形成され、この境界面22に胴部20の軸線方向に延びる複数の胴部凹状リブ25a、25b、25cが設けられている。底部30は周縁部31と、周縁部31から持上げられた中央部32を有し、周縁部31に複数の底部凹状リブ33が設けられている。
(もっと読む)
ボトル
【課題】ボトル内の減圧吸収性能を向上させること。
【解決手段】底部14の底壁部19が、接地部18と、該接地部にボトル径方向の内側から連なり上方に向けて延びる立ち上がり周壁部21と、該立ち上がり周壁部の上端部からボトル径方向の内側に向けて突出する環状の可動壁部22と、該可動壁部のボトル径方向の内端部から上方に向けて延びる陥没周壁部23と、を備え、可動壁部が陥没周壁部を上方に向けて移動させるように、立ち上がり周壁部との接続部分25を中心に回動自在に配設され、立ち上がり周壁部には、ボトル径方向の内側に向けて窪み且つ上方に向けて開放された縦リブ30がボトル周方向に沿って複数形成されているボトル1を提供する。
(もっと読む)
合成樹脂製壜体及びその成形方法
【課題】 本発明はホットパリソン法に伴う、二軸延伸ブロー成形による小型で厚肉の壜体に係る問題に鑑みてなされたものであって、特にブロー成形壜体の底部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶様の高品位な外観を呈する小型で厚肉の壜体を提供することを目的とする。
【解決手段】 射出成形による有底筒状の合成樹脂製プリフォームのホットパリソン法による2軸延伸ブロー成形による合成樹脂製壜体の成形方法において、プリフォームを、このプリフォームの底部の内周面の中央に相当する先端部中央に凸部を突設、配置したコア金型を有する射出成形金型を使用して射出成形する。
(もっと読む)
合成樹脂製角型壜体
【課題】 胴部が薄肉化された合成樹脂製角型壜体において、高温充填時(加圧状態)の減圧吸収パネルの外方向への座屈変形を起こさせない程度の膨出変形を達成すると共に、温度低下時(減圧状態)に膨出変形状態が保持される問題を、角形壜体の特に減圧吸収パネル形状の改良により解消することを技術的課題とする。
【解決手段】 4ケの平板状の周壁(5)と周壁(5)を角取り状に連結する4ケのコーナー壁(6)とを有して角筒形状に形成された胴部(4)の周壁(5)に、陥没状に形成された減圧吸収パネル(10)を備えた合成樹脂製角型壜体(1)において、減圧吸収パネル(10)のパネル底面(12)には、上下に一定の間隔を有して形成された断面凸形状の横凸リブ(13)が複数配置されており、横凸リブ(13)の中央部(13a)の縦寸法とその両端部(13b)の縦寸法とが異なる寸法で形成された構成とする。
(もっと読む)
ブロー容器
【課題】胴部を安定して折り畳むことができ容器軸方向に胴部全体を均一に押潰すこと。
【解決手段】第1パネル面20と第2パネル面21からなる胴部2を具備する容器であって、第1パネル面には第1折曲ラインが周方向に沿って形成され、第2パネル面には、容器軸O方向に沿って延びた第2折曲ライン31と、第2折曲ラインの上端部及び下端部からそれぞれ上方及び下方に向けて二又状に延びた第3折曲ライン32と、前記両パネル面の稜線Lにおける第1折曲ラインに対して容器軸方向の高さが一致する部分から、第2折曲ラインに向けて延びた第4折曲ライン33及び第5折曲ライン34と、が形成され、第4折曲ラインが周方向に沿って延び、その延長線が第2折曲ラインに交差し、第5折曲ラインが、第2折曲ラインに向かうにしたがって漸次容器軸方向に広がるように二又状に延び、該第2折曲ラインとの間で折曲パネル面36を画成させるブロー容器1を提供する。
(もっと読む)
ブロー成形容器
【課題】内容物が充填されるとともに、該内容物が注出される注出筒を有する容器本体と、注出筒に破断可能な第1弱化部を介して連結され、注出筒を閉塞する蓋体と、を有するブロー成形容器において、注出筒が予期せず開口してしまうのを防止する。
【解決手段】内容物が充填されるとともに、該内容物が注出される注出筒3を有する容器本体2と、注出筒3に破断可能な第1弱化部8を介して連結され、注出筒3を閉塞する蓋体7と、を有するブロー成形容器1において、蓋体7につまみ片10が突設され、注出筒3の周方向においてつまみ片10と離間した位置に、容器本体2と蓋体7とを連結する連結片11が配設され、連結片11が、注出筒3の外周面に沿って延在し、破断可能な第2弱化部12を介して注出筒3に連結されているブロー成形容器を提供する。
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、2軸延伸ブロー成形容器の周壁の角壁や底部のコーナー部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶状の高品位な外観を呈する小型で厚肉の角形壜体を提供することを目的とする。
【解決手段】 合成樹脂製角形壜体において、周壁の外周面の平断面形状を矩形状とした筒状部の上端に円筒状の口部を起立設し、下端を矩形状の底壁で塞いだ有底筒状の射出成形による合成樹脂製プリフォームを使用した二軸延伸ブロー成形品とし、筒状部から相似状に延伸形成された、矩形筒状の胴部を有し、胴部の上端に肩部を介して円筒状の口筒部を起立設し、下端を矩形状の底壁で塞いだ構成とする。
(もっと読む)
プラスチックボトル
【課題】内容物に対する滑落性に優れたプラスチックボトルを提供する。
【解決手段】プラスチックボトルは、内容物と接する基材樹脂に、HLB値が1未満の界面活性剤と不飽和脂肪酸アミドとを混合してなる滑剤が添加されている。これにより、滑剤をブリードアウトし易くすることができ、内容物に対する滑落性に優れたプラスチックボトルを得ることができる。
(もっと読む)
ブロー容器
【課題】胴部に広範囲にラベルが設けられていたとしても、該胴部を抵抗少なく容易に折り畳むことができ、胴部全体を均一に押潰すこと。
【解決手段】押潰し可能な容器であって、胴部6には、該胴部を折り畳み可能とさせる複数の折曲ライン15、30が形成されていると共にラベル40が設けられ、ラベル40が折曲ラインに対応する位置に、該折曲ラインの全長に亘って形成された弱化部41を有しているブロー容器1を提供する。
(もっと読む)
耐圧用ボトル
【課題】底部の強度を高めることにより内部を陽圧にした際の変形を少なくすることができ、生産効率が良く、かつ美観的に優れた耐圧用ボトルを提供する。
【解決手段】耐圧用ボトル10は、首部11と、首部11下方に設けられた胴部12と、胴部12下方に設けられた底部20とを備えている。このうち底部20は、環状の接地部21と、接地部21内側に設けられた底部内側面22と、接地部21外側に設けられた底部外側面23とを有している。底部内側面22に、内方へ引込む複数の補強溝24が底部外側面23側へ延びることなく形成されている。
(もっと読む)
合成樹脂製ボトル
【課題】減圧吸収パネルによる減圧の吸収量を低下させることなく、内部が加圧状態から減圧状態に転じても減圧吸収パネルが円滑に凹入状態に戻るようにした合成樹脂製ボトルを提供する。
【解決手段】減圧吸収パネル9の外周縁10の内側に位置する溝部11を設ける。溝部11の開放側の端縁を減圧吸収パネル9の外周縁10より胴部4の内方に形成する。溝部11の縦方向の中央部に、縦方向に沿った所定の長さ範囲にわたる溝部11の底部を浅く形成した浅底部15を設ける。浅底部15と減圧吸収パネル9の外周縁10との間から外周縁10よりも低い高さに突出して浅底部15に沿って延びる突出部16を設ける。
(もっと読む)
インナーシールを用いた容器
【課題】従来より、容器の口部において、密封性を高度に維持しながら同時に剥がしやすいという相反する性質を有するインナーシールが求められている。
【解決手段】第一には、容器の略円筒形の口部の円形の上面にインナーシールを固着して開口部を密封する容器において、上面の形状を、円の中心点を対称に円周の両側縁を1対の円弧形で切り欠いて段差状に形成したインナーシールを用いた容器であり、また、第二には、インナーシールが、容器の口部とほぼ同形の円形を基本として、その円周の3箇所に摘み片を等間隔に設けている形状であり、容器の上面の形状を、円の中心点を対称に円周の両側縁を1対の円弧形で切り欠いた形状とし、円弧形の弦同士が平行であり、円弧の長さが、円周の長さの1/6より長く、1/2より短い範囲であり、かつ、円弧形の弦が、開口部の外周から外側に1mm以上離れた位置としたインナーシールを用いた容器である。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
プラスチック成形体
【課題】既設の生産設備をほとんど変更することなく、口部の内径を拡大することで、軽量化を図ることができるプリフォーム又はプラスチックボトルであるプラスチック成形体を提供する。
【解決手段】プラスチック成形体は、ネックサポートリング14が下端に設けられた口部10とネックサポートリング14の直下に連接する首部220とを備えるプラスチック成形体において、プラスチック成形体がプリフォーム200又はプラスチックボトルであり、口部10の上端における内径が、国際飲料技術者協会(International Society of Beverage Technologists)で規定するフィニッシュサイズ28mmの規格の内径よりも大きい。
(もっと読む)
ガスバリアコーティングおよび随意に親水性の内部コーティングを有するプラスチック容器
【課題】梱包された品物の貯蔵寿命を改善し、その上、容器を空にする挙動を同時に改善する、バリアコーティングを有するプラスチック容器を製造するための方法を提供する。
【解決手段】上記課題は、バリアコーティングを有するプラスチック容器の製造方法であって、a) 第一のポリビニルアセタールの少なくとも1つのコーティング層を、プラスチック容器の少なくとも一部の上に適用する段階; b) ポリビニルアルコールの少なくとも1つのコーティング層を、該第一のポリビニルアセタール層上に適用する段階; c) 第二のポリビニルアセタールの少なくとも1つのトップコーティング層を、該ポリビニルアルコール層上に適用する段階を含む方法によって解決される。
(もっと読む)
容器
【課題】合成樹脂材料にパールエッセンスなどを混合することなくパール装飾効果を得ることができ、製造が簡単で費用を削減できる容器を提供すること。
【解決手段】合成樹脂材料で射出成形により形成されたプリフォームをブロー成形してなる容器1であって、その壁体2は、ブロー成形の際に該壁体2内に生成されたボイドによって、パール光沢を具備していることを特徴とする。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
インモールドラベル及びラベル付き容器
【課題】 本発明は上記のような問題点を有するポリプロピレン系樹脂製容器用のインモールドラベルに関し、ラベル自体の生産性、インモールド成形の生産性そして貼付性に優れた層構成を創出することを課題とするものである。
【解決手段】 インモールドラベルにおいて、合成樹脂フィルム製の接着層の表面側に印刷層、アンカーコート層の順に積層し、さらに押出ラミネート法による低密度ポリエチレン樹脂製の保護層を積層した層構成とし、合成樹脂フィルムをポリエチレン樹脂系以外のフィルムとする。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
41 - 60 / 1,367
[ Back to top ]