
Fターム[3E050GA01]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(形状、構造) (397) | ガゼット袋 (73)
Fターム[3E050GA01]に分類される特許
41 - 60 / 73
横形製袋充填機
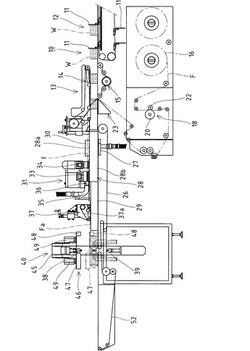
【課題】美観や高級感を損ねることなく、デザイン面で制約されない角筒状の包装品を得ることができる横形製袋充填機を提供する。
【解決手段】原反ロール16から引き出された帯状フィルムFは、製袋手段23で四角筒状に成形する際の3つの角部と対応する位置に、折り癖形成手段18で折り癖が夫々形成される。製袋手段23では、帯状フィルムFの長手方向の両端縁部を上方の一方の角部に対応する位置で合掌状に重合するように3本の折り癖を基準に帯状フィルムFが角筒状に成形されて、フィルム重合端縁部fは斜め上方に延出する。フィルム重合端縁部fを溶断ローラ33,33で溶断シールすると共に、筒状フィルムFaに収容された物品Wを挟む前後に横シール手段40で横シールを施すことで、1つの角部に対応する位置に溶断シール部が形成されて所定幅の縦シール部を有しない袋詰包装品が得られる。
(もっと読む)
縦形製袋充填包装機

【課題】上部が扁平で且つ下部がガセット角底の袋を製造するに際し、ガセット折りを綺麗に形成することができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、筒状包材TFの両側部がガセット折り板24L,24Rによりガセット折りされる前に、対応する側の側部の凸縁Xに接触し、この凸縁Xを平坦面とする平坦化部材50L,50Rを備える。
(もっと読む)
縦形製袋充填包装機
【課題】横シール部に内容物を残留させることなく高精度な横シールを行う。
【解決手段】縦形製袋充填包装機の横シーラのヒータブロック9a,9bを支持するヒータブラケット25,29には一対の遮断板15とストッパ44を対向させてプレート43にそれぞれ連結する。遮断板15とストッパ44はヒータブロック9a,9bより突出し、ストッパ44同士が当接した状態で遮断板15の先端面は筒状フィルムf1を挟んで階段状の間隙を形成する。ヒータブロックは、ストッパ44と遮断板15に所定時間遅れて筒状フィルムf1を挟持して横シールする。一対の遮断板15は上面を同一平面に形成し、ストッパ44同士が当接するまで、各遮断板15と対応するヒータブロックとの間隔はコイルスプリングの弾性力により一定に維持される。
(もっと読む)
横型ピロー包装機
【課題】 片側にガゼットを有する包装体を、筒状フィルムを連続して搬送しつつ製造することで単位時間あたりの製造可能個数を多くすること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器23と、筒状に形成された筒状フィルム24の重合端24aにシールを施すセンターシール装置26と、筒状フィルムの幅方向にシールするエンドシール装置29とエンドシール装置によるシールに先だって筒状フィルムの側面にガゼットを形成するガゼット形成装置40と、を備える。エンドシール装置は、筒状フィルムに対してシール幅の広い第1エンドシール部位を形成する第1エンドシール装置30と、シール幅の狭い第2エンドシール部位を形成する第2エンドシール装置32とを備え、ガゼット形成装置は、第2エンドシール装置に設けた。
(もっと読む)
ガセット角底袋の縦形製袋充填包装機及びその製造方法
【課題】角底を形成する底部三角ガセット内への内容物の侵入を確実に防止し、綺麗な角底のガセット角底袋を製造できる縦形製袋充填包装機及びその製造方法を提供することにある。
【解決手段】ガセット角底袋の製造方法を実施する縦形製袋充填包装機は、横シーラ(14)の上方に設けられ、横シールの形成前に筒状包材(F2)の両側に垂直ガセットをそれぞれ形成する上下のガセット折り板(30a,30b)と、横シーラ(14)に取付けられ、横シール(Sy)の上側にて、ガセット角底袋の角底を形成するための底部三角ガセット(BG)の内側境界を筒状包材(F2)の内面同士をヒートシールにより密着させた斜めシール(Sk)として形成する三角シーラ(42)と、横シーラ(14)の開作動時、筒状包材(F2)を拡開させ、横シール(Sy)の上側部分を角底に形成する一対の拡開ガイド(40)とを備える。
(もっと読む)
ガゼット形成装置及びエンドシール装置
【課題】 ガゼットの形成の要否に応じてガゼット爪に対する駆動力を簡易に停止させることができ、ガゼット形成対象の包装体の設計変更に簡単に対応すること
【解決手段】 ガゼット爪を71を内方に向けて往復移動させる駆動源は、トップシーラ33a.33bを公転移動させる駆動源とは別のガゼット用駆動モータ72から構成した。この駆動モータは、各ガゼット爪ごとに設けられるとともに、所定角度範囲で正逆回転するサーボモータ出構成し、駆動モータの出力軸と、ガゼット爪とは、正逆回転運動を往復直線運動に変換する運動変換機構を介して連携した。駆動モータは、サーボモータであるので、回転角度範囲を調整可能となり、ガゼット爪の先端位置の前進・後退位置を、包装体の寸法・形態に合わせて簡単に調整できる。
(もっと読む)
包装材料及びこの製造方法
【課題】 使用に供される形態として巻取り原反とする場合、両側端をきれいに揃えた状態でロール状に巻き取ることができる包装材料及びこの製造方法を提供する。
【解決手段】 本発明に係る包装材料1は、長尺なシート本体2に対し、長手方向に沿って帯状に延びる襞部3を幅方向の少なくとも一箇所に備え、襞部3がシート本体2と重なる部分の厚みに対応して、シート本体2のうち、襞部3の基端から襞部3とは反対側に、襞部3と平行する帯状の厚み調整部4が設けられる。具体的には、所定幅の折返部5が形成されるよう、長尺なシート素材1aが幅方向に折り込まれ、折返部5によってシート素材1aが重なる部分を襞部3に相当する部分を除いて一体化することにより、襞部3と共に厚み調整部4が形成される。
(もっと読む)
ピロー包装用原反及びピロー包装体
【課題】正面部、背面部及びサイドガセット部を有するピロー包装体であって、外観を良好にするとともに変形しにくいようにしたピロー包装体及びこのピロー包装体を製袋するためのピロー包装用原反を提供する。
【解決手段】本発明のピロー包装用原反は、正面部と背面部とサイドガセット部とを備えたピロー包装体を製袋するための帯状に連続しているシート10にテープ15が連続して貼着されている。このテープ15のエッジは、前記正面部とサイドガセット部及び/又は背面部とサイドガセット部との境界をなすいずれか1本ないし全4本のシートの折曲線部に一致して貼着されている。また、本発明のピロー包装体は、前記ピロー包装用原反の両側部が重ね合わされてセンターシールされ、幅方向にエンドシールした封止部が設けられ、前記正面部とサイドガセット部との境界部及び/又は背面部とサイドガセット部との境界部にエッジが重なり合うテープが貼着されている。
(もっと読む)
製袋包装機の横シール機構
【課題】筒状の包材を損傷させることなくその側面部に折り込みを形成することにより、ガセット型の袋の仕上がり品質を向上させる。
【解決手段】製袋包装機1は、角筒状フィルムFcからガセット型の袋を製造する。そして、製袋包装機1の横シール機構17は、左右一対の上部ガセット形成部材91,91と、前後一対のシールジョー90,90とを備える。上部ガセット形成部材91,91は、角筒状フィルムFcの右側面部F1および左側面部F3が角筒状フィルムFcの内側に折り込まれるように、角筒状フィルムFcの右側面部F1および左側面部F3に向けてエアを噴出する。シールジョー90,90は、右側面部F1および左側面部F3が折り込まれた状態の角筒状フィルムFcを横方向に熱シールする。
(もっと読む)
製袋包装機
【課題】ヘムシールタイプの袋の製造過程において、包材の蛇行や歪みなどの搬送不良を抑制する。
【解決手段】製袋包装機1は、ローラ72とローラ用あて板73と搬送機構14とを備え、フィルムFからヘムシールタイプの袋50を製造する。袋50は、側面部54およびヘム部51a〜51dを有する。ヘム部51a〜51dは、側面部54から突出している。ローラ72は、周面72aおよび側面72bを有する。ローラ用あて板73は、ローラ72の側面72aと対向する第1面73aを有する。搬送機構14は、フィルムFの第1部分がローラ72の側面72bとローラ用あて板73の第1面73aとの間に挟み込まれるような態様でフィルムFを搬送する。フィルムFの第1部分は、ローラ72の側面72aとローラ用あて板73の第1面73aとの間を通過することにより、ヘム部51a〜51dの形状に成形される。
(もっと読む)
角底袋用縦形製袋充填包装機
【課題】角底の一部である三角フラップを見栄え良く形成することができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、充填チューブ(2)に沿い角底袋の長さに対応する長さだけ筒状包材(CW1)の1次繰出しを実施する包材フィーダ(12)と、充填チューブ(2)の下端から横シーラ(18)の近傍まで延び、筒状包材(CW1)を角筒状包材(CW2)に形成する弾性変形可能な4本のリーフスプリング(32)と、角筒包材(CW2)に横シールを形成する横シーラ(18)が閉位置にある状態で、角筒状包材(CW2)の両側面の一部を押し込み、三角フラップを形成する一対の三角フラップ成形部材(34)とを備え、横シールの形成時、組みをなす2本ずつのリーフスプリング(32)はその下端間の間隔が縮小するように弾性変形し、この後、三角フラップ成形部材(34)による三角フラップの形成時、包材フィーダ(12)は筒状包材(CW1)の2次繰出しを実施する。
(もっと読む)
角底袋用縦形製袋充填包装機
【課題】1個当たりの角底袋の製造に要する時間を短縮し、その運転速度の高速化を図ることができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底用縦形製袋充填包装機は、横シーラの(18)の下方に規定された折込み位置に一対の折込み部材(78)を備えており、横シーラ(18)による横シールの形成及び三角フラップ付き底部の成形と、折込み部材(78)による三角フラップ付き底部の平坦底への三角フラップの折込みとを並行して実施して角底袋を製造する。
(もっと読む)
製袋充填包装方法
【課題】四方シール包装体の製造方法のごとく、スタンドパウチ形式の袋を上から下方へ向かって連続製袋しかつ流動体を充填包装する製袋充填包装方法を提供すること。
【解決手段】一方の連続包材の前面部割当部分の内面と他方の連続包材の後面部割当部分の内面とを合わせるとともに底面部割当部分を二つ折りして三枚重ねとし両側部を溶着して襞部を形成し前面部割当部分と後面部割当部分との間に挟む。この状態で上から下へ移送するとともに、一対の連続包材の両側縁にサイドシールを施して二方シール筒とし、襞部に対応してボトムシールを施しかつ襞部の両端の打ち抜き部を通して前面部又は後面部を溶着してスタンドパウチタイプの包装袋とし、充填用パイプを通して包装対象の流動体を充填し、トップシールを施すとともに直ぐ上の襞部にボトムヒートシーラを閉じてボトムシールを施し切り離しカットする。
(もっと読む)
複数の充填済みバッグを一緒に包装するための方法およびその方法に使用される装置および得られたスナック充填バッグの包装体
【課題】小片、粒状物又は粉体の形態の商品を収納した複数の商品充填バッグを熱接着性プラスチック製の長尺の薄膜内に包装するための方法であって、この薄膜は長手方向エッジに沿って接続され、底部および頂部側がそれぞれ溶接継目により閉じられたスリーブを形成するようにする。
【解決手段】この方法は:a)コンベヤーに載せて複数のバッグを前進させる工程;b)少なくとも1つの第1のバッグを支持部材上に移送させる工程であって、同時に溶接手段により薄膜包装材料を閉じて底側を形成し;c)バッグに対する工程(b)で底側が溶接された連続的薄膜包装材料を溶接により長手方向に閉じスリーブ状物を部分的に形成する工程と;d)少なくとも第1のバッグを該支持体上の位置からスリーブ形成チューブの開口部に向けて水平に押出す工程と;e)垂直に押し下げ該第1のバッグと該包装材料とを合同、降下させ、同時に横方向の側の1つに長手方向の継目を形成させて、該スリーブを閉じる工程と;f)複数のバッグを最初に水平に押して前記支持体上に連続して供給し、これらをスリーブ形成チューブの開口部に移送させ、ついで、垂直に移送して配列全体を降下させ、所定数のバッグが前記スリーブ内に包装された状態で積み重ねることにより包装を完了させる工程と;g)該スリーブにより形成され完成させた包装体の薄膜頂部を横切るようにして横断方向に溶接し、この形成された包装体を、次の包装体の底部を同時に形成させるようにして切断、分離する工程とを具備してなる。この方法を実施するための装置。熱接着性プラスチックから作られた薄膜状包装材料からなるスリーブ状物の内部にスナックを収容した複数のバッグを一緒に包装するための方法およびそれを実施するための装置。この方法で得られるスナック収容バッグの包装体。
(もっと読む)
縦形製袋充填包装機
【課題】要求された仕様に迅速に対応でき、しかも、納期の大幅な短縮を図ることができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、包材供給装置2及び製袋装置4からなり、製袋装置4は、包材成形モジュール16、繰出動作モジュール18及び横シーラ動作モジュール20の組み合わせからなり、これらモジュールはそのモジュールフレーム16f,18f,20fをそれぞれ有し、これらモジュールフレーム16f,18f,20fは分離可能に連結され、製袋装置4のメインフレームを構築する。
(もっと読む)
製袋包装機及び製袋包装機における包装方法
【課題】製袋包装機において、底部が形成されると共に該底部にボトムシールリブが折り込まれた袋を損傷することなく製造する。
【解決手段】前後一対のシールジョー21,21が筒状包材Fを挟んで対接しているときに、前側シールジョー21に連結された左右一対のリブ折込部材24,24の前側片24a,24aと後側片24b,24bとを、左右一対の底部折込部材23,23により形成された底部の直下方に進入させる。そして、シールジョー21,21が離反するときに、リブ折込部材24,24の後側片24b,24bを底部の直下方にさらに進入させることによりボトムシールリブを底部に折り込む。
(もっと読む)
包装体の製造方法、包装体の製造装置及び包装シート
【課題】生産性が良好で被包装物を取出しやすい包装体の製造方法、包装体の製造装置及び包装シートを提供する。
【解決手段】包装シートSをシリンダ3外周に筒状に巻付け、その合わせ目を縦シーラ32で縦方向に溶着し、包装シートSの下端部が横シーラ36で既に溶着された状態で、シリンダ30から被包装物を投入して包装シート内に充填後、シート引き手段により包装シートを所定寸法下方に引張り、包装シートの所定箇所を前記横シーラにより横方向に溶着し被包装物を封入する。そして、包装シートSを横シーラ36で溶着する際に、折り込み板35を一回おきに突き込ませ、包装シートSの両側に折り目2を形成した状態で溶着した部分と、包装シートSの両側に折り目2を形成せずに溶着した部分とを交互に形成する。その結果、一方に折り目2があり他方に折り目2がない包装体1を連続して生産性よく製造できる。
(もっと読む)
製袋包装機
【課題】筒状包材における横シール予定部近傍側部に折込部材を当接させることにより該筒状包材を内方に折り込むと共に、この折り込まれた状態で筒状包材を横シール部材により幅方向に横シールすることにより折込部を有する袋を成形する製袋包装機において、袋生産の高速化を達成可能な製袋包装機を提供する。
【解決手段】 筒状包材Fbを連続的に移送する移送手段13,13と、横シール部材23…23及び折込部材34,34,35,35を、横シール及び折り込みに際し、前記移送手段13,13で連続的に移送される筒状包材Fbに追従して移動させる第1、第2の駆動手段とを設ける。
(もっと読む)
静止したタッカーバー機構
静止したタッカーバー機構は縦型の直立型袋及びガセットを形成した、平坦な底部を有する袋を構成するために使用される縦型の形成、充填、及び熱融着包装機械に取り付けられる。チューブ上に横断方向シールを形成するに先立って包装フィルムのチューブの対向する両側面に沿って1つか2つの縦の折り目を形成することにより、包装フィルムのシ―ト1枚から縦型の直立型袋や平坦な底部を有する袋を形成する。縦の折り目は静止したタッカーバーガセット形成機構を使用して形成される。タッカーバーガセット形成機構は包装フィルムのチューブの外側に設けられ、包装フィルムのチューブの内側に設けられる2つの形成プレートの間に配置される。タッカーバーガセット形成機構は操作中静止するが、多数の軸の配向に沿って調整可能である。 (もっと読む)
直立可能袋
【課題】 垂直方向形成、充填及び封着機械技術及び単一の包装フィルムシートを使用して、従来の水平方向自立性パウチと外見及び機能的に相似した自立性パウチを形成する方法が必要とされている。
【解決手段】 垂直方向自立性パウチ即ち可撓性包装袋及びその製造方法であって、既存の垂直方向形成及び充填包装機械を変更することにより構成される。本発明は包装フィルムの単一シートから垂直方向自立性パウチを製造する工程を含み、包装フィルムの筒に横シール部を形成する前にその筒の一側縁に沿って垂直方向ひだを形成する。垂直方向ひだは静止タック形成バー(106)を使用して形成される。静止タック形成バー(106)は包装フィルム筒の外側且つ2個の形成用プレート(104)の間に配置される。形成用プレート(104)は包装フィルム筒の内側に配置される。
(もっと読む)
41 - 60 / 73
[ Back to top ]