
Fターム[3E051DA06]の内容
基本的包装技術−被包 (3,502) | 包装対象物の供給(手段) (156) | プッシャ (42) | プッシャコンベア (16)
Fターム[3E051DA06]に分類される特許
1 - 16 / 16
包装装置における包装動作制御方法及び包装装置
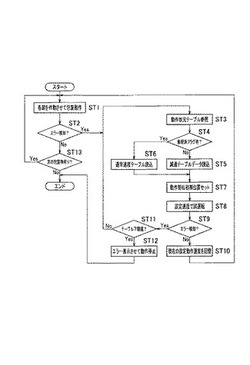
【課題】被包装物をフィルムで包装する包装装置において、包装過程に動作不良が生じたとしても、包装動作を停止させることなく稼働率を向上させ得る包装装置を提供する。
【解決手段】被包装物を包装部へ搬入し、フィルムで包装して排出するまでの各包装工程の動作速度として通常速度より減速した低速モードを備え、各運転速度での動作状況を検査する検査ステップと、前記検査ステップで包装工程のある動作状況に動作不良が生じた場合、前記包装工程の動作速度を通常速度から低速モードに切り替え、前記被包装物をフィルムで包装する各包装工程の動作を維持するよう制御する制御ステップと、を有する。
(もっと読む)
包装装置

【課題】駆動源としてステッピングモータを用いた包装装置において、確実に駆動装置を制動維持することができる制御装置を備えた包装装置を提供する。
【解決手段】駆動装置と連動して作動するフィルム移送機構部等により、搬送されるフィルムを包装部に移送し、該移送されたフィルムにより被包装物の包装を完了させ、前記包装の停止と、停止の解除とを行う非常停止スイッチを備えた包装装置において、駆動装置24としてステッピングモータを用い、その駆動装置を駆動させるパルス制御と、非常停止スイッチ47が操作されると電源の供給が断たれる制御回路45と、駆動装置24を制動維持させる制動回路46を設け、制動回路46は、制御回路45への電源が断たれると駆動装置24を静止状態に励磁して制動状態を維持し、制御回路45が駆動装置24を駆動させるパルス制御が行われると、駆動装置24の制動維持を中止する。
(もっと読む)
フィルム引出し装置
【課題】フィルムウエブを切断してフィルムシートを形成するにあたり、フィルムウエブのばたつきを発生させることなくフィルムウエブの引出しが行え、且つ、フィルムシートのシート長を容易に可変することができるフィルム引出し装置を提供する。
【解決手段】フィルム引出し装置は、フィルムシートにおけるシート長の大部分に相当する分だけ、フィルムウエブWの定長引出しを引出し経路8に沿って実施する引出しグリッパ16と、シート長の不足分を補うべくフィルムウエブWの予備引出しを実施し、引出し経路8上にてフィルムシートの先端位置を一定にする切断・予備引出しユニット18と、切断・予備引出しユニット18をウエブ供給経路4に沿って往復動させ、フィルムシートの後端位置となるフィルムウエブWの切断位置を可変させるリニアアクチュエータ32とを備え、切断・予備引出しユニット18はフィルムウエブWのカッタ20及びフィルムウエブWの挟持具26を有する。
(もっと読む)
画像処理装置およびこれを備えた包装装置
【課題】被撮像物を適切に認識することができる画像処理装置およびこれを備えた包装装置を提供する。
【解決手段】基準線作成部は、仮想円BCの複数の接線をそれぞれ引き、これらをそれぞれ基準線SL1とする。平行移動部は、基準線作成部により作成された複数の基準線SL1をそれぞれ仮想円BCの中心CPに向かう方向へ平行移動させる。基準線停止部は、平行移動部により平行移動された各基準線SL1が2値画像データに係る画像GT1と交差した場合に各基準線SL1の移動を停止させる。輪郭抽出部は、基準線停止部により停止された各基準線SL1内に含まれる画像GT1のドットの数およびこれらのドットの並びに基づいて複数の補完画像HGを形成する。これにより、2値画像データに係る画像GT1の欠損部分が複数の補完画像HGにより補完される。
(もっと読む)
ストレッチ包装方法及びストレッチ包装機
【課題】搬入手段の物品載置部に載置される被包装物の載置位置が幅方向の如何なる位置であっても、被包装物が載置された載置位置に対応して被包装物を正しく包装することができるストレッチ包装方法及びストレッチ包装機を提供する。
【解決手段】搬入手段の幅方向の中心と、搬入手段上に載置された被包装物Wの幅方向の中心とのズレL及び被包装物の横幅を検出し、検出したデータに基づいて、フィルム移送機構によって包装部に張架するフィルムの張架位置を調整し、且つ被包装物の上面を覆うフィルムの外周縁部のうち、フィルムの繰り出し方向と対向する左右端部の折り込みを、夫々独立して駆動する一対の折り込み板8、8’を被包装物の端部近傍位置まで移動させる第一包装ステップと、前記第一包装ステップの終了位置から前記一対の折り込み板を、被包装物の中心方向に向かって所定量移動させる第二包装ステップとで折り込むようにした。
(もっと読む)
高速包装装置及びこのような装置を備えている包装機械
【課題】製品を一層速く連続して前進せしめることができると共に、溶着手段が溶着サイクルのほぼ全体にわたって作動している高速包装装置を提供することにある。
【解決手段】コンベヤ14と、ロール15,15’と、フィルム17,17'をコンベヤ14から出てきた製品11の上面及び下面にそれぞれ供給するための供給手段16,16'と、フィルムにより覆われた製品を受け取るカウンタ溶着ベルト18と、カウンタ溶着ベルト18のところに設けられている横方向溶着装置19とを包含し、横方向溶着装置19が3つのスポーク22を備えている回転星形様構体21を包含し、スポーク22はそれらの先端部分に溶着手段23が設けられ、これらの溶着手段23が、前記カウンタ溶着ベルト18上を前進する2つの製品間に存在する、プラスチックフィルム17,17'の一部分を一緒に溶着するために、順々に連続して前記カウンタ溶着ベルト18と協働する。
(もっと読む)
ひねり包装機
【課題】被包装物が連続シートに対して位置ズレしない、ひねり包装機を提供する。
【解決手段】送り出される連続シート(16)を幅方向に湾曲させて断面U字状のアーチ状連続体にするフォーマ(6)と、フォーマ(6)内の前記アーチ状連続体の内部に被包装物(A)を押し込む移送棒(18a)と、フォーマ(6)の下流側にて移送棒(18a)で押されている搬送途中の被包装物(A)を、前記U字の幅方向から挟持しながら下流側へ移動する第1,第2挟持体(34)(82)と、前記挟持する部位の下流側にて前記連続シート(16)の両側辺部を順次被包装物(A)上に重ねる第1,第2折込ガイド(90)(91)と、該両折込ガイドの下流側にて被包装物(A)を前記両側辺部の重なり方向から挟持し直す第3,第4挟持体(35)(36)と、前記挟持し直した後に被包装物(A)の下流側及び上流側で連続シート(16)を切断するカッター(4)と、前記切断された部分を摘んでひねる、ひねり装置(5)を具備する。
(もっと読む)
フィルム包装装置
【課題】パックに適度な張力でフィルムを掛けて確実に貼り付け、被包装物を傷めることなくパックを集積し、集積状態からパックを容易に取り出せるようにする。
【解決手段】フィルムロールからフィルムFを繰り出し、包装位置7へ供給して、所定長さに切断すると共に、被包装物が収納されたパックPを1パックずつ包装位置7に送り込み、包装位置7に位置づけられたパックPを、上昇ばね28aの付勢力による持上部材27の上昇に伴い持ち上げて、パックPにフィルムFを被せ、フィルムFの両側の粘着部をパックPの側面に上方から下方へ撫で付けるように押し付けて貼り付け、下降シリンダ28bの駆動により持上部材27と共にパックPを下降させ、フィルムFが掛けられたパックPを包装位置7から搬出し、ストッカ4に、前後列のパックPに間隔が開くように集積コンベヤを制御して、パックPを集積する。
(もっと読む)
包装装置
【課題】印字処理されたフィルムを用いて被包装物に対する値付け作業を効率化するとともに、印字処理部分の文字や図形等を有効に機能させることが可能な包装装置を提供する。
【解決手段】包装装置1は、緊張保持されたフィルムFに対して被包装物(商品GおよびトレーT)を押し当てて、被包装物における押し当てられた面とは反対の面にフィルムFの端部を折り込む包装装置である。制御部9は、予めポップ広告P1等が印字されたフィルムF2を用いて包装する場合には、無地のフィルムF1を使用して被包装物を包装する場合と比較して、フィルムF2のストレッチの程度(伸ばし具合)を抑え気味にして包装するように各部の制御を行う。
(もっと読む)
物品包装装置
【課題】物品を包材で胴折り包装する際に包材がずれたりすることなく正確に包装できる。
【解決手段】トイレットペーパ群Taをフィルムfに対して昇降させてバケット17,18で挟んで胴折り包装する。トイレットペーパ群を載置してエレベータ26を昇降手段によって下段位置Aと上段位置Bとの間で昇降させる。エレベータ26には3列のトイレットペーパの中央のものを係止させる略コ字状の係止壁30を設ける。下段位置と上段位置との間に位置するフィルムの一端を保持する保持部材51を設ける。フィルムの一端を保持部材で挟持した状態でトイレットペーパ群をエレベータで上昇させて胴折りする。
(もっと読む)
包装システム
【課題】商品の搬送方向および/または幅方向について搬送後に生じるズレ量に基づいた包装を行い得る包装システムを提供する。
【解決手段】商品Mを供給装置によってリフタ上に供給し、該リフタ上の商品Mを包装ステーションに押し上げ、この押し上げた商品Mの上面をフィルムで覆って商品Mを包装する包装システムに関する。前記供給装置上の商品Mの搬送方向Xの後端に接触して前記商品Mを前記リフタ上に搬送する搬送手段と、前記搬送手段による搬送開始後、搬送完了までの間に前記商品の搬送方向Xおよび/またはこれに略直交する幅方向Yのズレ量を検出する検出手段と、前記ズレ量に応じてシステムの各機器を制御する制御手段とを備えたことを特徴とする。
(もっと読む)
計量ラベルプリンタ
【課題】商品の処理がなされる前に、商品の重量を示す確定値を確実にチェックできる計量包装値付装置を提供する。
【解決手段】計量包装値付装置では、商品がリフト上まで搬送されると、ユーザ指示がなされるまでその処理が待機される(ステップS16)。一方で、商品が計量皿から搬出された後においても、ディスプレイに当該商品の確定値が継続して表示される(ステップS14)。このため、商品に対する実質的な処理がなされる前に、ユーザはディスプレイに表示された確定値をチェックでき、これにより、商品の処理を継続するか否かを判断できる。そしてもし、商品の確定値が所望の条件を満足しないときは、ユーザは中止指示を行うことで、当該商品の処理を中止することできる(ステップS20)。
(もっと読む)
物品搬送装置
【課題】塑性変形や摩耗を生じさせずに搬送アームを搬送ロッドに繰り返し着脱させる。
【解決手段】後搬送アーム22のロッド係合部材22は、第一及び第二の後搬送ロッド17a、17bに異なる方向から着脱可能な第一の嵌合凹部23及び第二の嵌合凹部24を有し、第一の搬送ロッド回りに回動可能である。ロッド係合部材に押え部材27を支軸26回りに回動可能に支持する。ロッド係合部材に設けた板ばね28上端の把持部28aは第一嵌合凹部内に位置して第一搬送ロッドを弾性で係止する。板ばね下端の付勢部28bは押え部材を弾性的に押して、押え部材の凹部27aを第二搬送ロッドに嵌合させて後搬送アームを係止する。離脱時には、押え部材を逆方向に回動して第二の嵌合凹部を第二搬送ロッドから外して第一嵌合凹部を第一搬送ロッドから斜め下方に引き抜く。前搬送アーム30も後搬送アームと同一構成で対向させて押え部材で物品を挟持する。
(もっと読む)
ストレッチ包装機
【課題】 商品を載せるトレイが、起立縁の無い平板状のトレイでも安定的に包装することができるストレッチ包装機を提供する。
【解決手段】 エレベータ4の上に載置した被包装物Wを、該エレベータの上方に配置した包装部5に水平に張架したフィルム6’に対して突き上げて被包装物の上面をフィルムで覆い、被包装物の下端より下方に垂れるフィルムの左右端、及び後端を左右折り込み板8,8’、後折り込み板9により被包装物の底面側に折り込み、排出プッシャ10の押動によりフィルムの前端を被包装物の底面側に折り込むストレッチ包装機において、前記後折り込み板9の上面に、前記左右折り込み板8,8’の閉動で区画される閉じ空間の幅よりも幅狭で、且つ被包装物の底面を支持可能な凸部14を設けた。
(もっと読む)
包装機
【課題】シート包装紙の包装位置への送り込みに際して該送り込み方向に対する向きがずれても向きを修正して送り込むことができる給紙装置を備えた、シート包装紙を用いる包装機。
【解決手段】シート包装紙送出手段と上流側受け継ぎ移送手段と下流側受け継ぎ移送手段とからなる。上流側受け継ぎ移送手段は、フリーロールを最上部シート包装紙に押し付けてシート包装紙を移送する。下流側受け継ぎ移送手段は、一対のストッパと、各ストッパの上流近傍を吸引保持する一対の吸い口と、各側のストッパと吸い口を一体に支持して移動する手段とを有し、吸い口で最上部シート包装紙を吸引保持して包装部に移送する。シート包装紙の先端が下流側受け継ぎ移送手段により受け継がれる位置に到達したことをセンサが検知したら、フリーロールによるシート包装紙の押し付けを解除し、かつ、センサの検知から僅かな時間送れて吸い口が最上部シート包装紙を吸引保持する。
(もっと読む)
包装装置
【課題】 煩雑な操作を必要とすることなく、各商品に対する適切な搬入部の搬送速度を選択することができる包装装置を提供する。
【解決手段】 操作部の品番キーと数字キーが押下され、商品が選択される(ステップS1)。選択された商品の商品名データとキーワードデータとが比較判断される(ステップS2)。比較判断の結果に基づいてインフィードコンベアの搬送速度が制御される(ステップS3)。商品載置部における商品の計量が安定すると(ステップS4)、インフィードコンベアがスタートする(ステップS5)。そして、包装装置内にて商品の包装が行われる(ステップS6)。
(もっと読む)
1 - 16 / 16
[ Back to top ]