
Fターム[3E054DE02]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(走行コンベア間の移載) (276) | 並列のコンベア間の移載 (36)
Fターム[3E054DE02]に分類される特許
1 - 20 / 36
物品供給方法およびその装置
【課題】複数品種の袋体を詰め合わせる。
【解決手段】第1袋体10が所定数連なった第1連包体12と、第1袋体10と異なる品種の物品が包装された第2袋体14が所定数連なった第2連包体16とを夫々形成する。各連包体12,16を、袋体10,14が重なるように折り重ね手段26,28で折り重ねる。折り重ね手段26,28から移送手段30,32で移送された連包体12,16を集合させて、供給コンベヤ34によって横形製袋充填機の充填位置Zへ向けて移送する。
(もっと読む)
物品搬送装置

【課題】簡略化した構造のロボットハンドを使用しても、容器に物品を刺身重ね状に綺麗に載置することが可能な物品搬送装置を提供する。
【解決手段】容器搬送コンベヤ4は、幅方向Yで水平面に対し傾斜した載置面16aに容器3を載置して搬送する第一搬送部15と、第一搬送部15で物品1が載置された容器3を受渡部18に搬送する際に容器3を傾斜状態から略水平状態に変換する第一姿勢変換部17と、受渡部18,22で容器3を略水平状態から第一搬送部15とは逆向きに傾斜させる第二姿勢変換部23と、容器3を略水平状態に戻して搬送する搬送ベルト21とを備えている。ロボットは、載置面16aに傾斜姿勢で載置された容器3に複数の物品1を載置する際に、第一搬送部15で水平面に対し物品1のなす角度を、搬送ベルト21にて略水平姿勢にある容器3内で各物品1が水平面に対しなす角度より小さくして、各物品1を刺身重ね状に容器3に載置する。
(もっと読む)
梱包装置および商品の梱包方法
【課題】初期製品容器内に製品を収納する処理装置の排出部に連結されることが可能な梱包装置を提供する。
【解決手段】梱包装置(10)は、各々がカートン内に製品(A)を梱包することが可能な2つ以上の梱包サブシステムを具備し、梱包サブシステムは梱包される製品(11)の共通の出所を共有し、少なくとも1つの移送機構(22)が、前記共通の出所から2つ以上の前記梱包サブシステムのいずれかに製品(A)を移送するために設けられている。
(もっと読む)
果実の容器詰め装置
【課題】出荷パック内に見栄え良くイチゴを整列する。
【解決手段】制御部は、マシンビジョン62が取得した収穫箱70に収容されたイチゴの画像に基づいてイチゴの吸着位置を検出し、イチゴ搬送装置10に、収穫箱70に収容されたイチゴを吸着保持させるとともに、中継コンベア40上にイチゴを一旦載置させる処理と、マシンビジョンが取得した中継コンベアに載置されたイチゴの画像に基づいてイチゴの向き及び吸着位置を検出し、イチゴ搬送装置に、中継コンベアに載置されたイチゴを吸着位置にて吸着保持させるとともに、イチゴの向きに基づいて出荷パック52A〜52Dにイチゴを搬送させる処理とを実行させる。
(もっと読む)
物品供給装置
【課題】幅の広い平面(第1の面)を上下にして搬送されてきた物品を、90度回転させて立てた状態で箱詰めするために供給する装置を提供する。
【解決手段】供給コンベヤ4によって、幅の広い面を上下にしてランダムな状態で搬送されてきた物品2を、ロボット10で方向を揃えて取り出し載置プレートに載せる。載置プレートを90度回転させて物品2を幅の狭い面(第2の面)が上下に来るように立ち上げ、各載置プレートの間隔を縮小して物品2を集積した後、製品コンベヤ16に追従して移動するプッシャによってこれら物品2を押し出して前記製品コンベヤ16の収容部14内に挿入する。
(もっと読む)
物品移送装置
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
製品集合装置
【課題】シンプルな構成で、所定間隔で搬送されてくる製品群を停留させることなく、高速かつ安定して集合を行い、集合された製品群をその姿勢を乱すことなく、次工程へ高速で搬出可能な製品集合装置を提供する。
【解決手段】製品集合装置1は、製品Aが供給される供給コンベヤ2と、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される無端のテーブルコンベヤ4,5とを備えている。テーブルコンベヤ4,5は、供給コンベヤ2から順次供給される製品Aが移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態でサーボモータによって駆動される。集合された製品群は把持装置3で一括把持されて、集合テーブル11,15が次の集合のために移動した後、段ボール箱Bに投入する。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
物品供給装置
【課題】包装機の入口部コンベアに、所定個数の包装対象物品を所定の集積形態に確実に集積し、個数不足包装が発生しないようにすることができる物品供給装置を提供する。
【解決手段】ピロー包装機1の入口部コンベア2に包装対象物品Wを包装時荷姿に積み上げる物品供給装置10は、一定速度で移動し、包装装対象物品Wを不定間隔で搬入する搬入コンベア20と、所定ピッチで配置された複数のバケット31を有し、上流側部分においてバケット31の1個1個に搬入コンベア20が搬入した包装対象物品Wを所定個数ずつ受け入れ、各バケット31が所定個数の包装対象物品Wを受け入れたことを条件として所定ピッチ分の走行を行うバケットコンベア30と、バケットコンベア30の下流側部分において、バケット31から包装対象物品Wをピッキングヘッド40で取り上げて入口部コンベア2に載置する三次元移動の移載ロボット50を備える。
(もっと読む)
ワーク移載装置、ケーサーシステム、およびワーク移載方法
【課題】ワークにストレスをかけることなく、かつ高速で効率よくワークをケースに移載できるワーク移載装置、ケーサーシステム、およびワーク移載方法を提供すること。
【解決手段】フレームに組みつけられたワーク移載装置300であって、チャックユニット10と、チャックユニット10に接続され、第一位置P301におけるワークWの配置に対応する第一形態から第二位置P302におけるワークWの配置に対応する第二形態へとワークWの配列を変換する配列変換部20と、配列変換部20に取り付けられ、第一形態から第二形態へワークWの配列を変換するための駆動力を発する動力源と、この動力源に接続された歯車部材と、フレームに少なくとも一部が固定され、第一位置から第二位置への配列変換部20の移動軌跡を規定し、歯車部材に噛み合う歯が形成された歯付き部材と、を備える。
(もっと読む)
物品保持装置
【課題】物品10を保持する複数のグリップ部材26の相互の間隔を、簡単な構造で拡縮する。
【解決手段】ロボットハンド4に取り付けられるベース部材20に、5本のエアシリンダ22を一列に固定する。一端の第1エアシリンダ22Aは、ベース部材に直角に、その次の第2エアシリンダ22Bから第5エアシリンダ22Eまでを順次傾斜角度が大きくなるように傾斜させて固定する。全てのエアシリンダを収縮させてグリップ部材を上昇させた位置から、第5エアシリンダ22Eを伸張させて第5グリップ部材26Eを下降させて物品を保持した後、上昇させ、第4ないし第1グリップ部材26D〜26Aも順次下降、物品の保持、上昇をさせる。その後、一斉にエアシリンダ22を伸張させてグリップ部材26を下降させ、物品10の相互の間隔を接近させた後バケット14内に挿入する。
(もっと読む)
ワーク移載装置およびケーサーシステム
【課題】ワークにストレスをかけることなく、かつ高速で効率よくワークをケースに移載できるワーク移載装置、ケーサーシステム、およびワーク移載方法を提供すること。
【解決手段】ワークWを第一位置P301と第二位置P302との間で移載するワーク移載装置300であって、ワークWを把持するチャック部11、12、13を有するチャックユニット10と、チャックユニット10に接続され、第一位置P301におけるワークWの配置に対応する第一形態から第二位置P302におけるワークWの配置に対応する第二形態へとワークWの配列を変換する配列変換部20と、配列変換部20に接続され、チャックユニット10を配列変換部20ごと第一位置P301と第二位置P302との間で移動させるワーク搬送部30と、を備える。
(もっと読む)
多列分配装置
【課題】シャッターが開閉動作する際にシャッター部分への小袋の進入をなくし、供給コンベアの小袋投入の位置のずれを無くすことができ、搬送面の摩擦変動の影響を無くして容器内への安定投入を可能にできる多列分配装置を提供する。
【解決手段】小袋10をアタッチメント32で押してメインシュート26搬送面上で搬送させて前記小袋10が配列された複数の容器16に対応した位置のときに、メインシャッター手段20を開くがその開き動作のときに振り分けシュート22をサブシュート28側に切換えてアタッチメント32により前記小袋10をサブシュート28上に搬送させ、そして、前記メインシャッター手段20の閉じ動作のときに振り分けシュート22をメインシュート26側に切換え、サブシュート28上の小袋10をメインシュート26上に搬送する。
(もっと読む)
ワーク移載装置
【課題】動作の無駄を省いて処理能力を向上できるとともに故障の発生を少なくでき、しかも構造が簡単で安価に製作できるとともに小型に構成可能なワーク移載装置を提供する。
【解決手段】ワークとしてのカップ飲料1を保持するためのワーク保持手段41を有する1組のワーク保持ユニット42であって、回転軸43を挟んでその両側に設けた1組のワーク保持ユニット42と、回転軸43を中心とした回転運動と回転軸43の軸方向への直線運動とによって、一方のワーク保持ユニット42をカップ容器の受取位置から受渡位置へ移送するとともに、他方のワーク保持ユニット42をカップ飲料の受渡位置から受取位置へ移送して、両ワーク保持ユニット42を受取位置と受渡位置とに交互に位置切換えする位置切換手段44とを備えた。
(もっと読む)
充填装置
【課題】予め規定された充填数分の被充填物を、より迅速かつ正確に個別容器に充填でき得る充填装置を提供する。
【解決手段】充填装置は、底面に通過開口22bが形成された貯留容器22と、通過開口22bの下側で進退自在な計数板36と、を備えている。計数板36は、充填数分の計数孔40が形成された計数領域32と、必要に応じて通過開口22bを閉鎖する閉鎖領域34と、に大別される。貯留容器22から規定数分の被充填物110を取り出す場合は、計数孔40からの被充填物110の落下を禁止した状態で計数領域32を通過開口22bの真下に位置させる。このとき、前記計数領域32を通過開口22bの真下より僅かにずれた位置まで水平移動させた後に通過開口22bの真下まで戻す微小進退動作を1回以上行う。
(もっと読む)
梱包装置および商品の梱包方法
梱包装置(10)は、各々がカートン内に製品(A)を梱包することが可能な2つ以上の梱包サブシステムを具備し、梱包サブシステムは梱包される製品(11)の共通の出所を共有し、少なくとも1つの移送機構(22)が、前記共通の出所から2つ以上の前記梱包サブシステムのいずれかに製品(A)を移送するために設けられている。 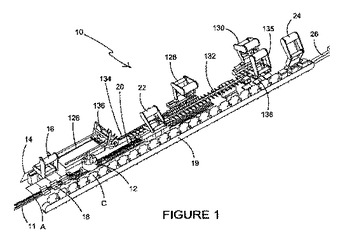 (もっと読む)
(もっと読む)
コンベア式物品仕分け装置
【課題】スペースの利用効率が高くいと共に仕分け効率も高いコンベア式仕分け装置を提供する。
【手段】仕分け装置は、平行に延びる複数対の供給コンベア1と、これら供給コンベア1の群と立体交叉した複数本の排出コンベア2と、供給コンベア1から排除された物品Wを排出コンベア2に移載する傾斜状の中継コンベア6とを備えている。一対の供給コンベア1で1本の中継コンベア6を共用している。排出コンベア2には、複数の中継コンベア6から放出された物品Wを分散して搬送するためのガイド体12が設けられている。多数本の供給コンベア1から1本の排出コンベア2に物品Wを集合させることができる。
(もっと読む)
食材のカップ内落入装置
【課題】 本発明は走行するカップ内に食材をはみ出すことなしに落入させることを可能とした食材のカップ内落入装置を新規に提供するものである。
【構成】 本発明は走行するカップ内に上方の繰出口より順次繰出す食材を自動連続落入するようにした装置において、該食材を該繰出口より縦回転するバケットにて順次受取り、該バケットの縦回転下動時に位置決めバーにて該受取り食材を当て受けして位置決めしておいて直下のカップ内に自動連続落入するようにしたことを特徴とする食材のカップ内落入装置にある。
(もっと読む)
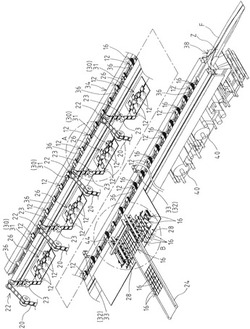
物品移送装置
【解決手段】 ケーサ3を構成するロボット6の作業ヘッド32は、X方向に移動する12本のステー42と、Y方向に移動する3本のシャフト43とが交差する位置に連結されるとともにグリッパ33を保持する36個の保持部材35とを備えている。
上記ステーはX方向パンタグラフ機構48によって移動し、該X方向パンタグラフ機構を構成する第4〜第8支軸56d〜56hには、リンク部材55の端部同士を同一軸上で回転するように保持する同軸状態(a)と、これを離隔させた位置で回転するように保持する異軸状態(b)とに切換える第1〜第5連結手段57a〜57eが設けられている。
この連結手段により、同軸状態とした際における隣接するグリッパの間隔と、異軸状態とした際における隣接するグリッパの間隔とを異ならせることができる。
【効果】 グリッパの間隔を任意に変更することができ、多彩な収納パターンに対応することができる。
(もっと読む)
板状電子部品の整列方法とそれに用いる整列装置
【課題】厚みの薄い電子部品であっても、割れや破損を生じることなく、確実に位置決めして整列することができる整列方法とそれに用いる整列装置を提供する。
【解決手段】板状電子部品9の整列方法であって、前記板状電子部品9の一面を吸引保持して懸架する第一の工程と、前記板状電子部品9の一辺を、その側面から押圧することでこの板状電子部品9を移動させて位置決め、整列させる第二の工程とからなり、前記第二の工程は、板状電子部品9の対向する二辺を順次押圧して移動させることで、第一の方向の位置決めを行った後、前記二辺に直交する他の二辺を順次押圧して移動させることで、前記第一の方向に直交する第二の方向の位置決めを行うものである。
(もっと読む)
1 - 20 / 36
[ Back to top ]