
Fターム[3E054GB05]の内容
包装位置への供給−物品の供給 (7,769) | 検知、制御(検知情報) (301) | 位置、距離 (60)
Fターム[3E054GB05]の下位に属するFターム
物品又はグループの間隔 (8)
Fターム[3E054GB05]に分類される特許
41 - 52 / 52
整列装置
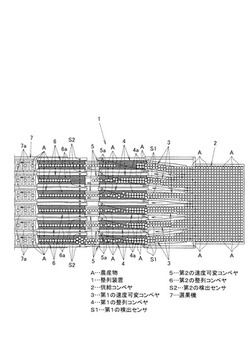
【課題】多数の農産物を1列に整列する際に、充填不足の解消を図ることができる整列装置を提供する。
【解決手段】供給コンベヤ2から供給される農産物A…を、第1の速度可変コンベヤ3と第1の整列コンベヤ4で前後に分散させながら1列に整列して搬送する。第1の整列コンベヤ4上を搬送される農産物A…間の間隔が所定間隔以下であることを第1の検出センサS1で検出している間は、第1の速度可変コンベヤ3を所定の搬送速度で駆動させておき、農産物A…間の間隔が所定間隔よりも長いことが検出された場合に、第1の速度可変コンベヤ3の搬送速度を第1の整列コンベヤ4よりも高速に増速して、農産物A…を、第1の速度可変コンベヤ3により第1の整列コンベヤ4上に押し込むようにして供給し、充填不足を解消する。
(もっと読む)
搬送装置

【課題】受入位置で受け入れた複数の比較的偏平な物品を、起立姿勢で前後に集積した状態に保持して排出位置に搬送する場合に、物品の配列を乱すことなく安定して搬送することができる搬送装置を提供する。
【解決手段】平ベルト43,43に連結されたバケット44,45により形成される搬送面は、幅方向に角度γだけ傾斜する。そして、前記搬送面の傾斜により低くなる側の側方に、バケット44,45に保持された物品Xの側部に接触して案内するサイドガイド部材61が備えられる。さらに、前記搬送面は、下流側ほど下方へ傾斜する。
(もっと読む)
包装システム
【課題】商品の搬送方向および/または幅方向について搬送後に生じるズレ量に基づいた包装を行い得る包装システムを提供する。
【解決手段】商品Mを供給装置によってリフタ上に供給し、該リフタ上の商品Mを包装ステーションに押し上げ、この押し上げた商品Mの上面をフィルムで覆って商品Mを包装する包装システムに関する。前記供給装置上の商品Mの搬送方向Xの後端に接触して前記商品Mを前記リフタ上に搬送する搬送手段と、前記搬送手段による搬送開始後、搬送完了までの間に前記商品の搬送方向Xおよび/またはこれに略直交する幅方向Yのズレ量を検出する検出手段と、前記ズレ量に応じてシステムの各機器を制御する制御手段とを備えたことを特徴とする。
(もっと読む)
容器搬送装置、ワーク搬送装置、容器形成装置、容器搬送方法、ワーク搬送方法および容器形成方法
【課題】進行方向に隣接した容器どうしが接触した状態の容器列の側面に容器を分離してスライドさせる機構を設置する場所を確保することができなくても、容器列から容器を安定して分離することを課題とする。
【解決手段】 進行方向に隣接した容器どうしを接触させて搬送するコンベア110と、このコンベアにおける進行方向の端部に隣接して設けられた取出台120と、コンベア110上で接触した容器どうしの間に形成される隙間SP1に上方から挿入可能な上下方向挿入部材130と、容器を押し退けないように上下方向挿入部材130を上方から隙間SP1に挿入させ、当該上下方向挿入部材を進行方向へ移動させることにより、当該隙間を形成する互いに接触した容器のうちの進行方向側の容器を進行方向へスライドさせて取出台120上に載置させるスライド機構とを設けた。
(もっと読む)
農産物選別装置
【課題】農産物を損傷させることなく、所望する配列状態に整列したまま箱詰めすることができる農産物選別装置を提供する。
【解決手段】農産物選別装置1を構成する搬送ライン上の供給部aにおいて、農産物Aを、バケットコンベヤ2のバケット3…に対して1個ずつ収容する。検査部bにおいて、バケット3…に収容された農産物A…の品質を測定し、属する等階級を個々に判定する。振分け部cにおいて、検査部bにおける判定に基づいて、バケット3…に収容された農産物A…を等階級別に振分ける。バケット3…から放出される同一等階級の農産物A…を、箱詰め装置26により複数個整列した状態に貯留部に一旦貯留した後、貯留部に貯留された所定個数の農産物A…を、その貯留姿勢に保持したまま、放出部下部に配設した容器搬送コンベヤ44が搬送する容器D内部に一括して挿入又は収容する。
(もっと読む)
ロータリー式物品分離装置およびロータリー式物品分離搬送装置
【課題】 搬送速度が高速か否かを問わず前後に接触状態で搬送されてくる被包装物を前後に所定距離だけ分離することができるロータリー式物品分離装置を提供すること
【解決手段】 第1搬送装置11上を前後に接触状態で搬送されてくる被包装物13を受け取り、前後に離反させた状態で第1搬送装置の搬送面18よりも低い搬送面を持つ第2搬送装置12に移し替えるロータリー式物品分離装置10である。所定の軌跡で公転移動し被包装物の下面を支持する複数の下部物品支持部材25と、所定の軌跡で公転移動し被包装物の上面を抑える複数の上部物品抑え部材26とを備え、下部物品支持部材の公転中心を上部物品抑え部材の公転中心よりも被包装物の進行方向後方側に所定距離ずらして配置する。上部物品抑え部材の進行方向後方側の側面26bが、後続の被包装物の前面に接触して前進移動を抑止する機能を有するように構成した。
(もっと読む)
小袋投入装置
【課題】 収納部から小袋を旧い小袋を残すこと無く搬出でき、効率的に小袋の方向整列・重なり除去をし、確実に小袋を分離して包装体内に投入できる小袋投入装置を提供する。
【解決手段】 小袋供給手段20は、収納部10の上部に位置する小袋12を押圧部材16によって横方向に押すことによって該小袋12を搬送路18に供給し、小袋整列手段26を経路方向に沿って進退動作させて、前記搬送路18を経由して、小袋12の長さ方向寸法12Lよりも狭くかつ小袋12の幅方向寸法12Wよりも広い間隔22Wの経路24上に置かれた小袋12を整列させながらその経路出口24O側方向に向けて移動させて、経路出口24Oから整列して出た小袋12を搬送方向に個々に分離させ、当該小袋12を一つずつ投入シュート手段30に搬送し、投入シュート手段30は該小袋12を前記包装体14内に一つずつ投入する。
(もっと読む)
物品保持装置
【解決手段】 物品保持装置は、複数の物品1が載置されるコンベヤ(載置手段)4と、支持部材14に設けられてそれぞれ上記コンベヤ上の物品を保持する複数のグリッパ(保持手段)15A、15Bと、上記支持部材を昇降移動させるロボット(駆動手段)11と、それらを制御する制御装置16とを備えている。上記制御装置は、空の第2グリッパ15Bで物品1を保持する際には、既に他の第1グリッパ15Aで保持されている物品の下面がコンベヤ4に当接しない高さ位置に上記支持部材14を位置制御した状態で、上記第2グリッパ15Bで物品を保持させるようになっている。
【効果】 従来は、グリッパで保持されている物品の下面がコンベヤに当接しないように各グリッパを昇降させるエアシリンダを設けていたが、これを設けることなく物品の下面とコンベヤとの当接が防止できる。
(もっと読む)
プリント基板等の板状物品のプッシャー
【課題】高い信頼性を有すると共に耐久性に富むプリント基板等の板状の物品のプッシャーの提供。
【解決手段】物品のプッシャーは、薄鋼帯からなるプッシュ部材8をその内端部において固定して渦巻状に密着巻きした第1のリールR1と、帯状の定荷重ばね9をその内端部において該第1リールに固定しかつ前記プッシュ部材に重合させた態様で渦巻状に密着巻きすると共にその外端部を固定して渦巻状に密着巻きした第2のリールR2と、可逆モータと、該可逆モータの回転を前記第1リール及び第2リールに伝達するための歯車機構とからなる。そして前記可逆モータの正・逆回転に連携して噛合連動する前記歯車機構を介して前記第1リール及び第2リールをそれぞれ正・逆回転させ、前記定荷重ばね9と共に前記第1リールに密着巻きされた前記プッシュ部材8を水平方向に進退させることによりプリント基板等の板状の物品を水平方向に押し動かせるようになっている。
(もっと読む)
カートンを密封するための装置
本発明は、表面を互いに接着するための方法に関する。より詳しくは、接着コーティングを利用して調整された梱包基材を接着する方法及びその装置に関する。梱包装置は完全に密封された複合梱包品を形成する。本発明に係る梱包装置は、梱包品の基材の表面を調整するステップを含む連続的なプロセスを実行する。記載は、赤外放射によって再活性化され梱包品の基材を第2の表面の並列された面に接着する接着コーティングを含んでいる。本発明に係る梱包装置は、組立プロセスを完全にするために2つの表面を共に圧縮するローラ(102,104,;118,120)を利用する。 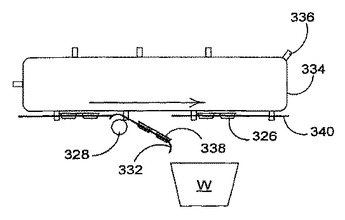 (もっと読む)
(もっと読む)
ランダムに流れる円筒状物品、たとえばドリンクボトルをいくつかのレーンに分布する装置
この装置はランダムに流れる物品(10)をいくつかのレーン(11〜16)に分布し、物品(10)が個別に順次搬送されるようにする。この装置は1つまたはそれ以上の駆動コンベヤベルト(22)、サイドレール(24)を有する物品(10)の搬送装置(20)および搬送される物品(10)を分割する移動可能の少なくとも1つのデバイダ(34)およびレーンデバイダ(34)を駆動し、少なくとも1つのデバイダが搬送方向および/またはそれを横切る方向の前後移動を生じさせるようにする装置(40)を備える。レーンデバイダ(30)はいくつかのデバイダ(34)が取り付けられるフレーム(32)を有する。中央のデバイダ(34)は搬送方向に突出し、サイドデバイダ(34)はジグザグに後方配置される。 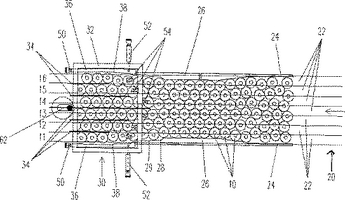 (もっと読む)
(もっと読む)
包装装置
【課題】製品20を継続的に包装する。
【解決手段】包装装置10は、レーンサイズが変更可能であり、製品を製品セットとし、プロダクトセットを所定の制御方法によってレーンチェーン速度に加速させるデュアルサーボグループ化機構110を有するグループ化機構14を有する。グループ化機構14は、レーンに設けられたカム面64によってレーンに回転するタイミング突起60をさらに有する。タイミング突起60が製品セットをレーンの下流側へ押し進めたときに、カム面の上昇した表面に製品が乗る。このため、製品セットの製品の間に間隔が開くことが抑制される。
(もっと読む)
41 - 52 / 52
[ Back to top ]