
Fターム[3E075DA15]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 送り手段 (713) | 無端ベルト又はチェーン (180)
Fターム[3E075DA15]の下位に属するFターム
アタッチメント付コンベア (21)
Fターム[3E075DA15]に分類される特許
141 - 159 / 159
容器および容器ブランクの形成装置および形成方法
容器または容器ダンク(dank)(100、200、300)は、一対の対向する側壁部および対向する前壁部および後壁部を備え、各壁部は折曲げ線で底部に接続され、少なくとも一対の対向する壁に蓋セクションが設けられる。少なくとも1つの部分が、物品をブランク(100、200、300)から形成された容器内に保持するように適合された材料ウェブ(12、230、330)を有する。ウェブが取り付けられた容器ブランクを形成する装置および方法、ならびに材料ウェブ内張り付きダンク(dank)から容器を形成する装置および方法が、ウェブの改良された引っ張り特徴が適用される方向を参照して開示される。口の開いた容器をファイリング(filing)し、閉蓋して密閉する装置および方法も開示される。  (もっと読む)
(もっと読む)
RF−IDメディア送付用封筒及びRF−IDメディア送付体の製造方法

【課題】 RF−IDメディアが付与されたRF−IDメディア付与体をそのままの形態で封筒に封入しながらも、RF−IDメディアの送付途中において、RF−IDメディアに書き込まれた情報が読み出されてしまったり改竄されてしまったりすることを防止する。
【解決手段】 RF−IDチップ3が付与されたチップ付き帳票3が封入される封筒を構成する封筒用紙1の、チップ付き帳票3が封筒に封入された場合にRF−IDチップ3と対向する領域に導電インクによるスポット印刷によって導電領域22を形成する。
(もっと読む)
合成樹脂製袋製造装置

【課題】長尺の合成樹脂製フィルム体を送給するとともに、同合成樹脂製フィルム体を熱溶着して合成樹脂製袋を連続成形した溶着フィルム体とし、同溶着フィルム体にテンションを加えることなく各合成樹脂製袋に連続切断可能である合成樹脂製袋の製造装置を提供する。
【解決手段】溶着フィルム体10を合成樹脂製袋Bと残余部分bとに打抜切断する切断部Dと、この切断部Dで切断された合成樹脂製袋Bを搬出する搬出部Eを有し、切断部Dには、溶着フィルム体10を上方から押圧して切断する帯状切断刃23を配設した切断刃保持板を設けるとともに、切断刃保持板には、溶着フィルム体10を合成樹脂製袋Bごとに切離する切離用帯状切断刃と、不切断部を設けた帯状切断刃23とを配設して、切断部Dでは、不切断部を設けた帯状切断刃23により合成樹脂製袋Bと残余部分bとを連結部32で連結させながら溶着フィルム体10に切断線30を形成する。
(もっと読む)
クロス底バッグの底位置決め装置
【課題】 コンベアベルトの製造公差によりもたらされる品質上の欠陥を低減できる装置を提供する。
【解決手段】 本発明はクロス底バッグの底位置決め装置に関する。本発明の装置は、チューブセクション(1)に異なる加工工程を実行する多数の加工ステーション(30、31)を有する点で新規性及び進歩性を有する。上記課題を達成するため、少なくとも1つの加工ステーションには工具が設けられ、該工具は工具ローラ(7、9)上に取付けられ、該ローラの1回転の間に、その加工位置を1回通る。また、底位置決め装置は搬送システム(3、4、6)を有し、該搬送システムは、幾つかの加工ステーションを通して管状ピースを搬送し、本質的に、駆動ホイール(4)、及び、工具ローラ、並びに、これらの回転運動を調和させる搬送ベルト(3)および駆動システム(5、12)を有する。 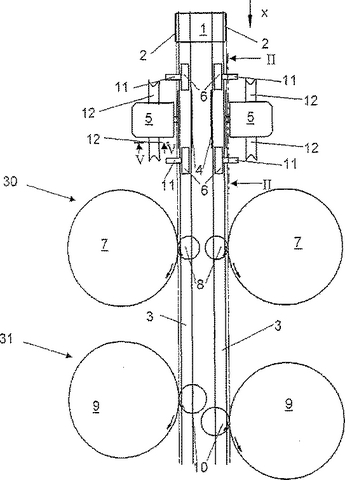 (もっと読む)
(もっと読む)
角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、角底袋及びそれを用いた袋包装体
【課題】角底部の折り癖を含む帯状の領域を熱変成させることにより、形状保持性と陳列したときの自立性に優れた角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、折り癖の付いた角底袋、及びそれを用いた袋包装体を提供する。
【解決手段】袋の角筒胴部と角底部との境となる予定の線状部分に、成形具40,41の折り癖形成刃44と折り癖形成溝45を備えた成形型42,43で折り目の両側で折れ曲がった状態を維持可能な横断方向に延びる折り癖が包装材62に付けられる。その結果、そうした包装材を成形して角底袋又はそれを用いた袋包装体としたときに、角底袋又は袋包装体が角筒胴部と角底部との境界に明確な折り癖を付け且つその両側で折れ曲がった状態を維持する形状保持性と陳列状態での自立性が極めて高いものとなる。
(もっと読む)
箱体の積み重ね装置
【課題】ストック部で箱体が山積みされる前段階で不良箱体を製造ラインから取り除くことができるようにした箱体の積み重ね装置を提供することである。
【解決手段】ブランクS2 を搬送しつつ両端のパネルの折曲げと接着とを行なって扁平な箱体を形成するフォルダグルア10の下流側に、そのフォルダグルア10から搬出される箱体S3 を設定数積み重ねて下流側に搬送するストック部30を設ける。フォルダグルア10とストック部30の間に不良箱体除去装置20を設ける。制御部25に入力される不良信号に基づき不良箱体除去装置20を作動させて不良箱体S3 を製造ラインから取り除くようにする。
(もっと読む)
不良品排出装置
【課題】不良品を正確かつ効率良く排出することができ、不良品排出装置を設置する場合の設備コストを低減し、簡便な機構で小スペースな不良品排出装置を提供する。
【解決手段】切断および筋付けされたブランクを順次搬送ライン上に供給し、少なくても、糊付け、折り込み、糊接着の各工程を持つ折り畳み箱の自動製箱装置において、不良品となるブランクを検知する少なくとも1つ以上の不良検査センサーと、該不良品を良品ラインから排除するために、該不良品の進路を良品ラインから、排出口を起点とした排出ラインへ導くための装置とを有し、前記ブランクが搬送される、エンドレスベルトを用いた搬送ベルトの中間に、不良品を排出する排出口を設け、前記搬送ベルトを、前記排出口から不良品が通過する排出ライン上で排出の妨げにならない位置に迂回させて配置することにより、前記搬送ベルトが排出の妨げにならないで、前記不良検査センサーで異常を検出した不良品を排出できることを特徴とする不良品排出装置。
(もっと読む)
底形成装置の糊付けステーション
チューブセグメント(1)から作られる交差底サックの底形成装置を提供する。底形成装置では、サックが種々の処理ステーションを通過する。底形成装置における搬送の間、チューブセグメントの軸線は、水平方向に且つチューブセグメントの搬送方向砂(x)と直交する方向に向けられる。本発明による底付け装置によれば、対向押付けローラ(7,7')の直径を小さくすることなしに、両側の底の間の寸法(A)を小さくすることを可能にする。 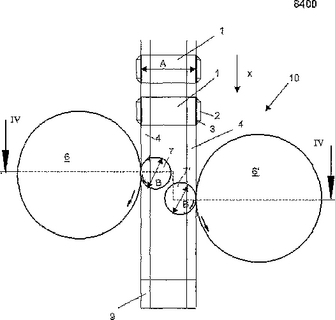 (もっと読む)
(もっと読む)
シート供給装置
【課題】少量の積層シートでも乱れることなく給紙でき、シート面の反転を任意に選択することを可能にし、作業員の補助的な作業と運転操作で、表裏混載又はパレット等に積載された複数の積層シートでも給紙できる、シート供給装置を提供することである。
【解決手段】搬入された積層シートS1を、シート支持台20と昇降台30で支持し、転動台40を回転し、シート支持台の傾斜を上り勾配で停止するか、下り勾配で停止するか任意に選択的決定し、受け取りコンベヤ60の搬入側レベルを、シリンダ67を伸縮することによって任意に変更し、シートガイド板50によって搬出されるシートを支持案内し、受け取りコンベヤ60に積載されたシートが下り傾斜方向に移動することを防止して、シートを供給する。
(もっと読む)
製袋機
【課題】 フラップ付袋を自動的に製造することができ、工程が少なくて装置が短くて済み、フラップ部分が傷つきにくい製袋機を提供すること。
【解決手段】 一端が開口し、一端部両側縁が切除された袋A’を搬送する搬送装置と、回動に伴って袋A’の一端から前面版bと後面版aの間に抜き差しされるセパレート羽根4と、セパレート羽根4が差し込まれて分離した前面版bと後面版aの間を、一端部側縁を通して通過するセパレートガイド5と、前面版bの裏面を支持する固定刃13、及び、前面版bの表面に圧接され、固定刃13と協働して前面版bを袋A’の一端からフラップ長さだけ奥まった位置で切断するスリッタ刃14から成るカッタ部6とを備える。
(もっと読む)
カートンブランクの検査方法、カートンブランクの検査装置、カートンブランクの製造方法、および打ち抜き装置
【課題】 カートンブランク製造装置において、カートンブランクの印刷検査および形状検査を、コンパクトで安価な設備を用いて適正に行い得るようにすることを目的とする。
【解決手段】 印刷されたシート材S1に所定形状の打ち抜き加工を施す打ち抜き工程部22と、打ち抜き工程部22において発生する打ち抜き屑を取り除く屑除去工程部23と、堆積工程部25と、を有し、屑除去工程部23と堆積工程部25との間で搬送されるカートンブランクK1の上下動を制限する上下動制限手段24Aと、上下動を抑制されたカートンブランクK1の少なくとも一面を撮像することによって、カートンブランクK1に対する印刷状態の良否、および打ち抜き形状の良否を検査する検査手段24Bと、を備える。
(もっと読む)
フォルダグルア
【課題】両側のパネルが相対的に傾きがある場合にその傾きを自動的に修正することができるフォルダグルアの提供。
【解決手段】第1縦罫線a1 乃至第4縦罫線a4 によって区分した第1パネル乃至第4パネルおよび第4パネルに連設した接合代を折曲げ部1に搬送し、縦罫線で区分した第1パネルおよび第4パネルをその内側に設けた第1縦罫線および第3縦罫線に沿って180°折曲げ、第1パネルと接合代を接着して扁平な箱体A1 を形成する。箱体A1 の搬送路に押し爪24を爪付き搬送ベルト21と位置決め部材25の矯正ベルト22と位置決め部材25を箱体A1 の前端縁に対向させ、爪付き搬送ベルト21の押し爪24で箱体A1 の後端縁を押圧して位置決め部材25に押し付け、押し爪24とで箱体A1 を前後から挟持して、第1パネルと第4パネルの相対的な傾きを修正する。
(もっと読む)
段ボールシートの折畳み装置
【課題】寸法精度の高い段ボール箱を得ることができるようにした段ボールシートの折畳み装置を提供することである。
【解決手段】第1縦罫線a1 乃至第4縦罫線a4 によって区分された第1パネルP1 乃至第4パネルP4 および第4パネルP4 の側縁に連設された接合代P5 を有し、第1縦罫線a1 および第3縦罫線a3 が2条の平行罫線とされた段ボールシートS1 を折曲げ部30に搬送し、その折曲げ部30での搬送中に、縦罫線で区分された両側の第1パネルP1 および第4パネルP4 をその内側に設けられた第1縦罫線a1 および第3縦罫線a3 の外側罫線l1 に沿って90°折曲げると共に、第1パネルP1 および第4パネルP4 の90°の折曲げ後に平行罫線l1 、l2 間の部分を内側罫線l2 に沿って90°折曲げ、第1パネルP1 と接合代P5 の重なり部を接着して扁平な箱体A1 を形成する。
(もっと読む)
袋体へのテープ片貼着方法及び装置
【課題】この発明は、ロール径の小さいテープロールから、可及的に多数枚のテープ片を裁断し、そのテープ片を一層多数枚の袋体に貼着することが出来るようにした袋体へのテープ片貼着方法及び装置を提供する。
【解決手段】この発明は、複数枚の袋体1を一枚づつ間欠的に搬送するとともに、袋体1に貼着するテープ片7bの長さSと等しい幅を有するテープ63を巻回したテープロール62を用意し、このテープロールから62からテープ片7bの幅Mに等しい長さだけ裁断し、この裁断したテープ片7bを袋体1に貼着するようにした。
(もっと読む)
シート部材およびその製法
【課題】 円柱等の曲面に沿って巻き付け可能な養生材の提供
【解決手段】 中間シート2の両面に、山折りと谷折りを交互にした様に波状に湾曲した波シート3、3aを、互いの内向き凸条31、31aの頂部を接着して一体化して形成され、両波シート3、3aの内向き凸条31、31a、外向き凸条32、32aは平行であって、凸条31、31a、32、32aと直交する面内で屈曲自由である。
(もっと読む)
箱製造装置およびそれを用いた箱製造方法
【課題】コンベアを停止することなくブランクを搬送しながら糊付けや折り込み作業を行うことができるうえ、糊付けや折り込み位置の精密な制御を行うことができる箱製造装置および箱製造方法を提供する。
【解決手段】切断および筋付けされたブランク1を糊付けして折り込むことによって組立式の箱を製造する箱製造装置であって、前記糊付けする位置を検知するホットメルトグルー用センサー10と、前記ホットメルトグルー用センサー10により検知された糊付け位置に糊を照射するホットメルトグルーガン2と、前記ブランク1の先端部を引っ掛けて折り込む第1のフック3と、前記ブランク1の後端部を折り込む位置を検知する第1のバックフィンガー用センサー12と、前記バックフィンガー用センサー12により検知されたブランク1の後端部を折り込む第1のバックフィンガー4とを有する箱製造装置およびそれを用いた箱製造方法。
(もっと読む)
袋製造機における搬送及び分離装置
本発明は、予備ミシン目加工された筒体(6)から筒体片(8)を切断するために用いる切断装置(1)に関する。この切断装置(1)においては、予備ミシン目加工された筒体片(8)が、切断ロール(3)対と、高速で運転されるガイドロール(2a、2b、2c)対との間で切断される。切断ロール(3)対と最後のガイドロール(2、2a)対との間の間隔は、ロールの位置を変えることによって調節することができる。少なくとも1つの切断ロール(3)またはガイドロール(2a、2b、2c)の位置は、袋構成部品(6、8)の搬送方向(z)に変えることができる。 (もっと読む)
底貼り装置のステーション配列
【課題】駆動プーリへの汚れの堆積の結果最終的にはコンベアベルトの速度上昇をもたらす駆動プーリの測定可能な直径増大を起こすことのない垂直底貼り装置を提供する。
【解決手段】筒状部から形成される十字底袋用の垂直底貼り装置に関し、袋1は、底貼り装置内では、送り方向Xに各種の加工ステーションの中を通過させられる。底溝付けステーションと貼付けステーションとは袋1の送り方向に連続して配列されている。提案された装置が駆動プーリ4の汚れを限定するということに、新規性と発明性とが存在している。これは、1対の駆動プーリ4を筒状部1の送り方向Xの底溝付けステーションの前に配置することにより実現される。
(もっと読む)
半自動折り箱製造装置
【課題】広いスペースを要することなく、多様な折り箱枠を、均質に製造できる自動化の進んだ折り箱枠製造装置の提供。
【解決手段】折り箱の側面枠を形成する折り枠材6を1枚ずつ正確にコンベアーに押し出す折り枠材供給機構1と、押し出された折り枠材の姿勢を乱さずに搬送し、その一端面に速乾性の糊剤を均一に塗布する折り枠材糊付け・搬送機構2と、糊付けされた折り枠材を折り曲げて、その両端面を挿入し、圧着することにより、折り枠材を正確に接合して折り箱の側面枠を製作する搬送部材に取り付けられている組立て治具3と、組立て治具を作動させる機構と、組立て治具で圧着・接合中の折り箱枠7を排出装置まで搬送する機構22、およびその搬送機構の間に配設された折り箱枠成形機構23からなる成形・搬送機構4と、製作された折り箱枠を組立て治具からシュート25に排出し、一定の向きに揃えて底貼り工程に移動する整列排出機構5とからなる。
(もっと読む)
141 - 159 / 159
[ Back to top ]