
Fターム[3E075DA15]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 送り手段 (713) | 無端ベルト又はチェーン (180)
Fターム[3E075DA15]の下位に属するFターム
アタッチメント付コンベア (21)
Fターム[3E075DA15]に分類される特許
41 - 60 / 159
包装製造機械におけるツール調節が容易な不要部分排出ユニット
包装製造機械のためのツール調節が容易な不要部分除去ユニットを提供する。
【解決手段】 本発明は、フレーム(16)と、2つの互いに係合する回転ツール(17、18)とを含み、第1のツール(17)には、外面から半径方向外向きに突出する不要部分除去ニードルが設けられた、裁断ユニット(3)の下流に配置された包装を製造するための機械(1)における不要部分排出ユニットに関する。2つのツールは、2つのツール(17、18)を支持する軸受が設けられたフレーム(23)を含み、フレーム(16)内に挿入し、固定し、該フレーム(16)から引き抜くことができ取り外し可能カセット(22)内に取り付けられる。  (もっと読む)
(もっと読む)
包装製造機械におけるツール交換が容易な不要部分排出ユニット
本発明は、フレーム(16)と、互いに協働する2つの回転ツール(17、18)とを含み、2つのツール(17、18)のうちの少なくとも一方は、マンドレル(27)と、マンドレル(27)により挿入し(I)、固定し、回転駆動することができる取り外し可能スリーブとを有するように形成される、1つ又はそれ以上の平坦な基材(4)を裁断するための裁断ユニット(3)の下流に配置された、包装を製造するための機械(1)における不要部分除去ユニットに関する。  (もっと読む)
(もっと読む)
糊塗布検査装置
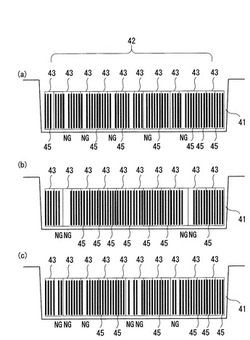
【課題】段ボールシートの継ぎ代片に糊の塗布が適正になされているか否かを、正確に検査することができる糊塗布検査装置を提供する。
【解決手段】糊塗布検査装置は、糊が塗布された継ぎ代片41について、糊が塗布されるべき糊塗布対象領域42を撮影するカメラと、糊塗布対象領域内に、糊塗布対象領域より面積が小さく全数で糊塗布対象領域を網羅する複数の小検査領域43を設定し、カメラにより撮影された画像を処理することにより、小検査領域の面積に対する糊塗布領域45の面積の割合を予め定めた基準値と対比して、小検査領域ごとに糊の塗布が適正か否かの判定を行い、小検査領域ごとの判定結果に基づいて、糊塗布対象領域における糊の塗布が適正か否かの判定を行う画像処理判定装置とを具備する。
(もっと読む)
カートン形成装置及びカートン形成方法

【課題】カートンの形成にマンドレルを使用するもので、それほど高さを必要としないカートン形成装置を提供する。
【解決手段】カートン形成装置は、ブランクシート受入ステーションで、ブランクシート2の第2パネル12を吸着してバケットの底に着座させ、バケットの側壁により第1パネル11と第3パネル13を第2パネル12の両側に立ち上がらせた状態にする。ブランクシート2の第4パネル14は、フラップ糊付けステーションに移動する過程で固定ガイドに当たり、第2パネルと平行になるように折り曲げられる。フラップ糊付けステーションにはフラップ糊付け用マンドレル45とフラップ糊付け装置が配置され、胴部糊付けステーションには胴部糊付け用マンドレル71と胴部糊付け装置が配置されている。
(もっと読む)
片面段ボール製封筒の製造方法及びそれに用いる打ち抜き型
【課題】片面段ボールを用いたクッション性を有する封筒を製作することができると共に、サックマシンを使用して自動的に糊付け及び折り重ねを行うことができるようにして、作業能率を大幅に向上させる。
【解決手段】片面段ボール原紙を、その中心原紙の波状段部の突条が封筒の長さ方向になるようにして封筒の展開形状に裁断する。ブランクス1における封筒表面部2と封筒裏面部3との境界部に、罫線5をつけると共に、該罫線5の外側に連続するミシン目状罫線6,6をつける。封筒表面部2と封筒裏面部3の夫々の幅方向の両端部において、封筒表面部2にあっては外方に向けて一斉に圧潰し、封筒裏面部3にあっては内方に向けて一斉に圧潰する。封筒表面部2と封筒裏面部3の夫々の糊しろ部の適所に、ライン状に接着剤16を塗布する。封筒裏面部3を罫線5から折り返して封筒表面部2に重合する。フラップ4に剥離紙付き両面粘着テープ17を貼着する。
(もっと読む)
包装材製造機械内における扁平な基材の移送装置
本発明は、包装材製造機械(1)内において2つの連続して並んだ上流側及び下流側ユニット(3,6,9)相互間に設けられるのに適した1枚又は2枚以上の平板状基材(4,4a,4b)の移送装置であって、上流側ユニット(3,6)と下流側ユニット(9)との間の接合部となる上面(16)を備えたブリッジ(14)と、ブリッジ(14)の長さ(L1,L2)を変化させる調節手段(19)とを有する移送装置に関する。ブリッジは、基材(4,4a,4b)が摺動する静止マットであり、静止マットは、固定横方向端部(36)及び可動横方向端部(22)を有し、調節手段(19)は、2つのユニット(3,6,9)相互間の間隔(E1,E2)に応じて可動横方向端部(22)の位置を変化させる。 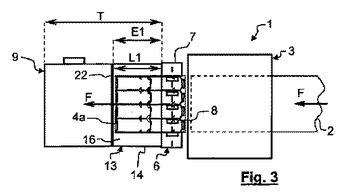 (もっと読む)
(もっと読む)
ボトムシリンダー折込機構
【課題】 この発明は、ボトム折込機構における折り込み工程をシリンダー方式にしたことにより、装置とカートンがこすれあうことが極端に減り、紙粉が極力抑えることが可能になるものである。
【解決手段】 筒状に広げられたカートンの底部を形成するためのマンドレルにおいて、1組のボトム仮付け片をカートンの底部に押し付けることにより折り込み工程を行うことを特徴とするものである。
(もっと読む)
シート状ワークへの凹凸条形成装置および凹凸条形成方法
【課題】複数本の凹条および凸条のそれぞれを所期した通りに癖付け加工してなる加工製品を、簡易に、かつ迅速に取出すことを可能とする、簡単な構造にして安価で、自動化が容易な、シート状ワークへの凹凸条形成装置を提供する。
【解決手段】円板組立体1,2,3の三本を、水平面内で相互に平行に機枠4に取付けて、前後方向に整列するそれぞれの回転円板1a,2a,3aの外周に、各一本のエンドレスベルト6を巻掛けるとともに、一本の円板組立体3の中心軸3bを回転駆動手段13に連結する一方、前後方向に延在して、三本の円板組立体1,2,3の、それぞれの中心軸1b,2b,3b上で相互に隣接する回転円板1a,2a,3a間の隙間に対して進退変位される、全ての円板組立体1,2,3に共通のプレス板7の十一枚を、上記隙間のそれぞれに対応させて配設し、それらのプレス板7のそれぞれを進退駆動手段13に連結してなる。
(もっと読む)
フォルダグルア
【課題】段ボールシートの連結部分における折り目の形成位置を所望の位置に精度良く矯正してフィッシュテール状に傾斜する状態を防止する。
【解決手段】ゲージロール120L、120Rが所定の案内間隔GDWに配置され第1および第4のパネルP1、P4の連結部分を案内規制する。矯正ロール220L、220Rが互いに接近および離間可能であり、接近状態での間隔CLWが所定の案内間隔GDWより小さい。先端検知器42が段ボールシートの通過を検知して検知信号を発生すると、フォルダグルア制御装置1200は、両パネルが90度折り曲げられた後であって180度折り曲げられる前において検知信号の発生に基づいて両矯正ロールの接近タイミングを決定し、連結部分の所定の深さ寸法CNLに応じて両矯正ロールの離間タイミングを決定する。両矯正ロールは、接近タイミングから離間タイミングまでの間、連結部分を押圧する。
(もっと読む)
粘着シートの分離供給装置及び方法
【課題】 肉薄で腰が弱い軟質の粘着シート素材であっても、基材シートより確実に剥離し、次段の帯状台紙素材に貼り付けて供給すること
【解決手段】 帯状の基材シート13の表面に、ミシン目21が形成された帯状の粘着シート素材14が貼り付けられた帯状シート15を第1搬送装置で搬送し、剥離板17にて基材シートを折り返す。粘着シート素材の先端が基材シートから剥がされた状態で搬送を開始することで、基材シートは折返されても粘着シート素材は折返されずに基材シートから剥離しながら前進し、第2搬送装置で搬送される帯状台紙素材24に貼り付く。ミシン目が剥離板から前方外側に位置した際に帯状シートの搬送を一時停止し、このとき帯状台紙素材は継続して搬送することで、粘着シート素材は、ミシン目で切断され、ミシン目から前方の部分が粘着シート3となって帯状台紙素材とともに搬送される。
(もっと読む)
袋半製品をさらに加工する装置と方法および袋半製品のためののりづけステーション
本発明は、袋半製品(24)をさらに加工する装置(64)と方法および袋半製品のためののりづけステーション(3、4)に関する。経験によれば、−折り開かれた底正方形を有する、かつここでは特に折り開かれた底正方形とすでに挿入されているバルブスリップとを有する、チューブ片のような−特に複雑に形成された袋半製品は、完全にのりづけされず、あるいは特にのりづけする際にノズル間隙内で損傷を受ける傾向があることが、示されている。この問題は、少なくとも1つの供給部材(33)が設けられており、前記供給部材が袋半製品の移送方向において、のりづけ間隙の前段に配置されており、かつ前記供給部材がガイド部材(33)と共に袋半製品を塗布ヘッドへ供給する供給領域(41)を定め、前記供給領域を通して袋半製品の少なくとも構成要素が供給可能であり、かつ前記供給領域が袋半製品の移送方向(z)に狭くなることによって、解決される。 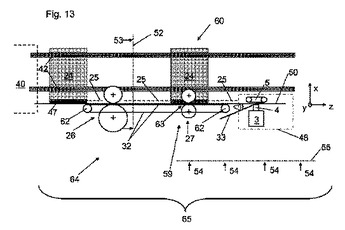 (もっと読む)
(もっと読む)
包装容器
【課題】非流動性内容物又は半流動性内容物が充填された包装容器から、容易に内容物を取り出すことができる容器を提供する。
【解決手段】フラップ及びフィンを側壁、底面及び/又は頂面に折り畳み、断面多角形状に成形された包装容器14であって、縦シール21を有する最大面積の容器壁の中に縦シールを開始点として横断方向に容器壁の第1稜線24まで形成された平行な2本の第1弱め線25、26と、第1弱め線と連続し、第1稜線と隣接する第2稜線27まで形成された第2弱め線28、29と、開始点23に設けられ、第1弱め線の切断及び第1弱め線間の切断を容易にする切断容易手段と、を有することを特徴とする非流動性内容物又は半流動性内容物が充填された包装容器である。
(もっと読む)
フォルダグルア
【課題】段ボールシートの搬送方向に対する傾きの発生を抑制するフォルダグルアを提供する。
【解決手段】本発明によるフォルダグルア1は、段ボールシートSを搬送すると共に展開状態から折り上げ、並列に配置され段ボールシートを搬送するための第1のベルト2a及び第2のベルト2bからなる2本の平ベルトと、フォルダグルアの搬送方向の始端部1a或いは終端部1bに設けられ第1及び第2の平ベルトをそれぞれ摩擦力で駆動する2つのプーリ14a、14bと、各プーリを駆動する2つのモータ20a、20bと、第1のベルト及び第2のベルトの速度をそれぞれ検出するセンサ機構24a、24b、26a、26b、40a、40bと、このセンサ機構により検出される第1のベルト及び第2のベルトの速度の差が0になるように2つのモータを制御する制御装置30と、を有する。
(もっと読む)
ブランクを搬送して折曲げる装置
本発明による折曲げ装置は、ブランクを搬送経路(10)に沿って搬送することが可能な下コンベヤ(30)を有する。下コンベヤ(30)は、無端コンベヤベルト(38)を支持する長手方向サイドフレーム部材(40a、40b、40c)を有し、無端コンベヤベルト(38)は、上ローラ(31、31a、31b、32、33、33a)によって搬送経路(10)に沿って案内される。折曲げ装置は、更に、前タブを折曲げる少なくとも1つの折曲げ部材(50)を有する。少なくとも1つの上ローラ(32)は、搬送経路が湾曲するように、他の上ローラから垂直方向にずらされる。折曲げ部材(50)は、前タブを押える位置で且つずらされた上ローラ(32)の近傍で垂下される。折曲げローラ(50)は静止している。 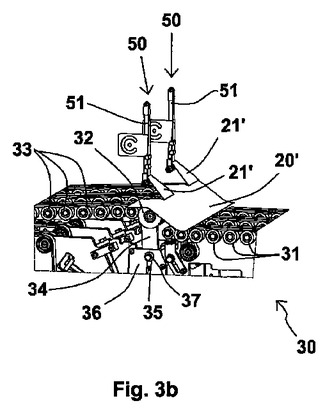 (もっと読む)
(もっと読む)
フォルダグルアのホッパ装置
【課題】フォルダグルアのホッパ装置の前当板の衝撃力吸収効果を増し、且つ前当板の長寿命化を達成する。
【解決手段】製函された扁平な段ボール箱を上下送り出しロールに挟んで送出し、前当板で受け止めて積み重ねるフォルダグルアのホッパ装置において、前当板10が、剛性を有する支持板11と、該支持板の前面に配置された弾性を有する緩衝部材12と、該緩衝部材の前面に配置され硬質の薄板からなり段ボール箱013が衝突する前面が低摩擦係数となるように平滑面に形成されて該緩衝部材を保護する保護板13とからなり、支持板11に対して緩衝部材12及び保護板13を非接着とし、かつ支持板11に対して緩衝部材12及び保護板13を遊びp1、p2をもたせて取付け、該取付部に応力集中を発生させないように構成した。
(もっと読む)
段ボールシートの糊付方法及び装置
【課題】接触式グルーガンを用いた製函機ラインの糊付工程において、オーダ変更によって段ボールシートの紙種が変わっても、糊付時に継ぎ代部に過大な接触圧が付与されずに、常に安定した糊付けを可能する。
【解決手段】製函ラインを走行する段ボールシートSの側端部の継ぎ代部内の糊付部に接触式のグルーガンを用いて糊を塗布する段ボールシートの糊付方法において、糊付時に第1加圧装置15により段ボールシートSに負荷されるグルーガン12の自重を相殺する方向に加圧力P1を付与し、該グルーガンの段ボールシート走行方向上流側の段ボールシート走行ラインPLに設けられた反力センサ36で継ぎ代部fの反力を検出し、糊付位置近傍に設けた第2加圧装置21により該反力検出値に応じて設定された加圧力P2を段ボールシートSの継ぎ代部fに付与しながらグルーガン12で糊付けするようにした。
(もっと読む)
プラスチック段ボール箱の組立装置及びプラスチック段ボール箱の製造方法
【課題】 本発明は、所定の溶融箇所の全てを熱風により同時に溶融させ、相互のプラスチック段ボール片を同時に圧着させて組み立てるプラスチック段ボール箱の組立装置及びプラスチック段ボール箱の製造方法を提供する。
【解決手段】プラスチック段ボール箱を載置するテーブルと、ガイドと、保持機構と、折込機構と、折曲機構と、溶着機構、幅調整手段とを具備するプラスチック段ボール箱の組立装置において、溶着時における対向する一対の第2側板及び折込片に対応する位置に、保持機構、折込機構、折曲機構及び溶着機構が支柱へ夫々設置され、溶着機構は第2側板と折込片におけるくさび状隙間の略V字状内側面に対向するヘッド部の端面に複数の噴射孔が穿設され、当該くさび状隙間にヘッド部を挿入し、第2側板と折込片と接することのない近接位置から熱風を噴射することを特徴とするプラスチック段ボール箱の組立装置。
(もっと読む)
段ボール箱用シートの接合方法および段ボール箱用シートの接合装置
【課題】二枚一組のユニットからなる段ボール箱用シートの継ぎしろ部と被継ぎしろ部の
縫合に際して、継ぎしろ部や被継ぎしろ部側シート部の折曲の確実性、縫合時における断
面方形状の段ボール箱用シートの姿勢の盲動を抑制し、ルーパー機構側に対する荷重の負
荷を解消し、適性な縫合作業を提供する。
【解決手段】ミシン針28aを備えたミシン針機構28bと針板28cを有するルーパー
機構28dからなるミシン28において、ルーパー機構28dの針板28cを継ぎしろ部
12aの内側に、ミシン針機構28bを被継ぎしろ部12bの外側に配置し、両段ボール
箱用シートW1、W2の姿勢を断面方形状に保持しつつ、第1の折目10と平行に間欠駆
動させつつ、ミシン針28aを往復移動と同期させ、縫合部Sの外側から内側に向けて水
平方向に往復移動させることにより縫合部Sを縫合する。
(もっと読む)
ケース組立装置
【課題】4隅に丸みのあるケースを自動的に組立てることができるようにしたケース組立装置を提供することである。
【解決手段】内フラップ折曲げ装置50,60として、円筒状バラ物商品aの外周円筒面に沿う円弧状の押圧面54,64を先端部に有する対向一対の前部フラップ折曲げ部材51および対向一対の後部フラップ折曲げ部材61を採用し、その前部フラップ折曲げ部材および後部フラップ折曲げ部材を横送り装置52によりシート搬送路に向けて移動させて、内フラップ部F2を包装対象品のコーナ部に配置されたバラ物商品の外周円筒面に押し付け、その押し付け状態において外フラップF1を内フラップ部F2に重なる位置まで折曲げて内フラップ部F2に接合する。
(もっと読む)
段ボールシートの製函方法及び装置
【課題】段ボール箱複数個分の寸法に形成された段ボールシートに製函加工を行って段ボール箱を生産する場合に、段ボールシートの歩留まりと生産効率を向上させ、紙粉対策を可能にする。
【解決手段】段ボール箱複数個分の寸法に形成された段ボールシートSを製函加工した後、段ボール箱1個分の寸法に切断するようにした段ボールシートの製函方法において、罫線入れ及び溝切り工程C後であって糊付け及び折り曲げ工程E前で、段ボールシートSを製函ラインPLに沿った搬送方向aと交差する方向の切断線kで段ボール箱1個分の寸法に切断する切断工程Iと、切断工程Iの後で切断された段ボールシートS1,S2を後工程に向けて搬送しながら増速して各段ボールシート間の間隔を設定寸法だけ開ける増速工程Jと、をもうけた。
(もっと読む)
41 - 60 / 159
[ Back to top ]