
Fターム[3E075DA15]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 送り手段 (713) | 無端ベルト又はチェーン (180)
Fターム[3E075DA15]の下位に属するFターム
アタッチメント付コンベア (21)
Fターム[3E075DA15]に分類される特許
21 - 40 / 159
ブランキングラインにおける表面不良ブランクの識別装置
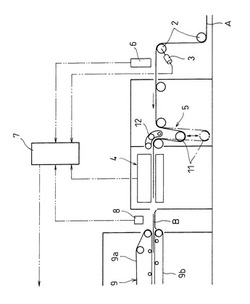
【課題】安いランニングコストで余分な不具合を生じさせることなく、的確に表面不良ブランクを識別できるようにすることである。
【解決手段】アキュムレート部5の上流側に、一定長さSの各区切り目内の領域に印刷加工が施された連続シートAの表面状態を検査するカメラ6を設け、各切断時点におけるアキュムレート長さを一定の長さに調整して、検査位置からブランキング部4の入口の最先端の区切り目までの連続シートAの切断待ち長さLを所定の長さに設定し、切断待ち長さLを一定長さSで除算した値の整数値Nを予め求めておき、カメラ6で表面不良部が検出されたときに、検査位置で区切り目を直後に認識した時点で表面不良有の信号を出力し、この表面不良有の信号が出力された時点から切断回数のカウントを開始して、カウントされた切断回数が整数値Nと等しくなったときに切断されたブランクBを表面不良ブランクとして識別するようにした。
(もっと読む)
段ボールシートのバッチ分割装置、バッチ分割機能を備えたカウンタエジェクタ、および段ボールシートのバッチ分割方法

【課題】シート枚数の少ない小ロットのバッチの各段ボールシートを高品質に維持するとともに、小ロットのバッチに高速で分割する。
【解決手段】分割コンベア126が、所定のシート枚数のバッチBTを形成するバッチ形成装置60の下流側に配置され、その形成されたバッチBTを所定の搬送方向PDに搬送する。バッチ分割装置61は、分割コンベア126上にあるバッチBTの先端部および後端部とそれぞれ当接する2つの仕切り体144、148を含み、所定の搬送方向PDと平行な方向に両仕切り体144、148を相対的に移動させることにより、バッチBTを上下2つの小バッチSBT1、SBT2に分割する。
(もっと読む)
液体収容器の溶着装置および溶着方法
【課題】2枚のシート状部材同士の溶着と、2枚のシート状部材とその間に挿入された挿入物との溶着とを行う際に、過溶着や溶着不足などの不具合が発生するのを低減する。
【解決手段】互いに重なり合う2枚の熱溶着可能なシートと、シート状部材100a,100b及びシート状部材の間に挿入される挿入物200,300とを、一対の回転体1,2の周面の間に送り込む。回転体1,2の周面には、2枚の熱溶着可能なシート状部材同士を溶着する第1の溶着部aと、シート状部材及び挿入物を収容しつつ溶着する第2の溶着部b,cが設けられ、第1の溶着部には第1の発熱手段が、第2の溶着部には第2の発熱手段が設けられている。第1の発熱手段と、第2の発熱手段の発熱量は、それぞれ独立に制御され、溶着箇所によって異なる熱量を与えて溶着を行う。
(もっと読む)
紙箱ブランクス圧着補助部材及びその使用方法
【課題】圧着搬送の工程での連続して搬送される紙箱の特に先頭部分と最後尾の部分における糊剥がれによる接着不良品の発生を効果的に抑制し、紙箱の成形において圧着搬送時の圧不足による接着不良の発生による品質ロスの要因の除去が出来るようにする。
【解決手段】紙箱ブランクスの圧着搬送コンベアの工程で用いられる補助部材であって、弾力性のある材料からなり、搬送される折り畳まれた状態の紙箱の寸法以上の矩形の外寸を有し、前方の厚みが後方の厚みと異なることを特徴とする紙箱ブランクス圧着補助部材。
(もっと読む)
段ボールシート用製函機
【課題】フィードロールから送り出される段ボールシートが搬送コンベア上に移る際にスリップが発生することがない段ボールシート用製函機を提供する。
【解決手段】本発明の段ボールシート用製函機1は、異なる厚みの印版が取付可能な印刷シリンダ18によりシートSに印刷する印刷部6と、搬送コンベア28と、フィードロール4と、バックガイド40と、シートSをキッカー52により押し出すキッカー装置42と、キッカー及びバックガイドの相対位置を調整する調整機構70と制御装置10とを有し、制御装置は、搬送コンベア速度を印刷シリンダ外径周速と一致するよう制御し、フィードロールの回転速度を同一速度に保持し、調整機構によりキッカーのバックガイドに対する相対位置を調整してシート先端がフィードロールに到達する時点でのキッカー速度がフィードロールの回転速度と一致される。
(もっと読む)
パンチ穴位置ずれ検知装置及び製袋機
【課題】底材のパンチ穴の位置ずれを検知して不良品の発生を抑制するパンチ穴位置ずれ検知装置を提供する。
【解決手段】軟包装袋スタンディンパウチの胴材と底材のフィルムを間欠送りの停止時にシールする際に、底材に穿孔されたパンチ穴の位置のずれを検知するパンチ穴位置ずれ検知装置において、胴材と底材を積層したフィルムを挟持するフィルム挟持手段と、前記フィルム挟持手段に備えられ、てこの原理を有するフィルム厚みを増幅する手段と、前記フィルム厚みを増幅する手段の先端に備えられた光路遮断検知手段と、を備えたことを特徴とするパンチ穴位置ずれ検知装置。
(もっと読む)
ラベル共上がり防止装置及び共上がり防止方法
【課題】折返手段の位置調整作業等の負担を軽減することができるようにすること。
【解決手段】原反Rは、閉ループ状の切り込みCuの内側をラベルLとして形成する接着シートSと、この接着シートSが一方の面に仮着された帯状の剥離シートRLとからなり、切り込みCuの外側に位置する接着シート領域が不要シートEとされる。ラベル共上がり防止装置10は、原反Rの搬送を案内する受けローラ12と、不要シートEを折り返しつつラベルLを剥離シートRL側に付勢可能な折返手段13とを備える。折返手段13は、接着シートSの搬送によって回行可能なベルト部材19を有する。
(もっと読む)
製箱装置
【課題】製箱装置の積み重ね装置に送り込まれる折り畳み箱に、損傷が生じないようにすることである。
【解決手段】折り畳み装置1と積み重ね装置10との間に、折り畳み装置1から排出される折り畳み箱Aの排出速度V1よりも低速の搬送速度V2で駆動される低速コンベアとしての中間コンベア2を介在させ、中間コンベア2の搬送速度V2を(1)式を満足するように設定することにより、積み重ね装置10のストッパ11で受け止められる折り畳み箱Aの衝撃を小さくするとともに、折り畳み箱A間に間隔を開けて積み重ね装置10に送り込むようにした。
V1・LA/(LA+S1)< V2 <V1 (1)
ここに、LAは折り畳み箱Aの搬送方向の長さ寸法、S1は減速前の折り畳み箱A間の搬送間隔である。
(もっと読む)
カートン搬送装置
【課題】筒状のカートンを高速で受け取っても適正な位置及び状態で移送し得るカートン搬送装置を提供する。
【解決手段】カートン3を下流側に向けて下り傾斜で押送するよう押送部材23を無端ベルト15に配設したコンベヤ12と、コンベヤ12に交差して、無端ベルト19,22に配設した前後一対の支持部材24,25でカートン3を水平方向に移送するコンベヤ16と、カートン3のコンベヤ12,16からの浮き上がりを規制するガイド部材29,30を備え、コンベヤ12からコンベヤ16への受け渡しに際し、コンベヤ12による押送によってカートン3の前方をコンベヤ16における前側の支持部材24に当接させ、両コンベヤ12,16の走行に伴い、コンベヤ16の後側の支持部材25がカートン3の後方に至ることで、下り傾斜の所定位置で、押送部材23による押送から両支持部材24,25による支持に移行する。
(もっと読む)
注出口取付装置及び注出口取付方法
【課題】開封装置のスパウトだけを加熱し、不要な箇所を加熱せず、装置の維持管理が簡易な注出口取付装置及び方法を提供する。
【解決手段】注出口取付装置は、スパウトと、スパウト基部と一体化し被接着箇所に裏面で接着するフランジと、スパウトと螺合するキャップとからなる注出口2を補充する補充手段12と、頂壁に破断容易に密封された開口を有する包装容器の本体を搬送する搬送手段13と、搬送手段によって搬送される包装容器本体の接着位置4に、補充手段からの注出口を保持して供給するテーブル14と、テーブルで保持された注出口のフランジ裏面を加熱する加熱手段15と、包装容器本体の接着位置で注出口を接着する取付手段16とを有し、フランジ裏面に導電性層が設けられ、加熱手段が誘導加熱コイルである。
(もっと読む)
作業装置及びそのような装置を組み込んだ折畳み及び糊付け機
本発明は、折畳み及び糊付け機内で実質的に平らに外面を下にして循環するブランクに対して作業を行うための作業装置1に関する。
本発明は、作業装置1が、各ブランクをその外面を最上部に位置決めするために裏返すことができる第1の裏返し手段10と、各ブランクをその外面を最上部にして移動させることができる移送手段20と、一方では各ブランクの外面に印刷すること、及び、他方では各ブランクの外面を検査することにある機能のうちの少なくとも1つを達成することができる動作手段30と、各ブランクをその外面を下にして再配置するために再度裏返すことができる第2の裏返し手段40とを備えることが注目に値する。
(もっと読む)
合成樹脂シートのシール加工方法、袋の製造方法、シール加工装置、及び袋製造設備
【課題】内部に空洞を形成するための立体構造を有した合成樹脂シートシール加工方法、袋の製造方法、シール加工装置及び袋の製造設備を提供する。
【解決手段】内部に空洞を形成するための立体構造を有してなる合成樹脂シートを重ね合わせ、その重ね合わせた合成樹脂シートの接合すべき部位S1に超音波を作用させて前記合成樹脂シートの素材の一部を発熱させ溶融させるとともに、その接合すべき部位S1に前記空洞が潰れる方向の機械的な圧縮力を加えることによって前記合成樹脂シートの接合すべき部位S1を接合させる。
(もっと読む)
段ボールシートの折り曲げ方法及び装置
【課題】形状やサイズが特殊な複数種類の段ボールシートの折り曲げ加工を1台の折り曲げ装置で可能にする。
【解決手段】駆動側及び操作側折り畳みベルト26を段ボールシート3の搬送速度に同期させて矢印方向に走行させながら、折り畳みベルト26で折り畳みパネル3a、3bを折り畳む。フォルディングバー48で折り畳みベルト26の折り畳み折り畳み動作を補助する。一方の折り畳みパネル4aが機械幅方向に長い特殊仕様の段ボールシート4を折り畳むときは、折り畳みパネル4aに干渉する過程にある駆動側プーリ37を下方に下げ、駆動側折り畳みベルト26をプーリ76,77に架け替える。代わりに追加フォルディングバー80で折り畳みパネル4bを折り畳む。また、長いフォルディングバー48を短いフォルディングバー78に取り替える。
(もっと読む)
多重袋の製造装置並びに多重袋
【課題】チューブ状の袋を重ね型を用いて多重袋にして、自動的に重ね型から取り外して折り工程へつなげることのできる多重袋の製造装置並びに多重袋を提供する。
【解決手段】製袋された袋を製袋装置部或は収容ケースより受け取り、この袋の先端を上下方向に吸着して開口させる開口手段Bと、開口手段と対向する位置に先端を臨ませて上下方向へ揺動可能に設けた重ね型19と、開口された前記袋を吸着及び又は軟接着させて移送させ前記重ね型に装着させる移送手段Cと、前記袋を前記重ね型に入り子状に所定枚数装着させて形成された多重袋を各袋の開口部側において重なり合った状態で仮止めする仮止め手段Eと、前記重ね型で入り子状に重ねられた多重袋を当該重ね型より自動的に取り外す取外し手段Fとを含む構成とする。また、多重袋を複数枚の袋を入り子状に重ね、各袋の開口部側を互いに熱圧着して仮止めする。
(もっと読む)
再密閉可能なプラスチック・ヘッダを備えるカートン
開示内容は、剛性もしくは半剛性の容器と、ジッパの如き再用蓋体を備えたポリマもしくはプラスチックのヘッダとを備えるパッケージ体を製造する方法および装置に関する。上記剛性もしくは半剛性の容器は典型的に、複数の平坦容器の積層体の形態で提供される。上記ヘッダは上記容器に対し、シールされ、接着剤結合され、または、別様に固着される。上記容器は典型的には、倒立され、充填され、且つ、その底部は、該容器の底部部分を折り畳んでシールすることにより形成される。 (もっと読む)
袋と抜きカスを分離する装置
【課題】 従来技術は、打ち抜き刃で打ち抜き、プラスチック袋とかすを分離するのに上・下ローラで挟み引きちぎるが、微小接続部分が存在しているので的確に引きちぎれないで、微小接続部分を接続したまま、かすかプラスチック袋のどちらかに引っ張られたり、下流側のプラスチック袋を引っ張ってしまったりしていた。
【解決手段】 プラスチックフィルム袋を打ち抜き、袋と打ち抜きカスを分離するため、上流部製袋装置の間欠送り動作に同調して打ち抜かれた袋2と打ち抜きカス3、4はベルトコンベア5で搬送し、ベルトコンベア5の終端部には袋2を分離する分離ロール6を袋2の上・下に設け、分離ロール6の動作は前記間欠送り動作に同調させ、同時に分離する袋2の最直近上流部7に存する袋2と横方向抜きカス3を同時に押圧する押え金具8を設け、押圧分離も間欠送り動作に同調作動させるセンサーと連動機構と制御装置とにより行う袋と抜きカスを分離する装置。
(もっと読む)
袋装着装置及び袋装着装置のフィルムロール自動交換機構
【課題】容器に内袋を自動的に装着する袋装着装置において、フィルムロールの交換作業の手間を軽減すると共に、その交換作業の時間を短縮させる。
【解決手段】フィルムロール200から引き出したフィルム2で内袋を自動製袋し、容器3に内袋を装着する袋装着装置Aに、フィルムロール200を支持する袋材支持機構10と、フィルムロール200から引き出したフィルム2の先端を把持し、所定位置で待機している容器3の開口部近傍へ送り込む移動機構20と、フィルムロール200から引き出されたフィルム2を移動機構20に案内するガイド機構15と、交換用のフィルムロール200を保持し、そのフィルムロール200を袋材支持機構10に搬送するロールリフタ80と、交換用のフィルムロール200から引き出したフィルム2を把持し、フィルム2をガイド機構15に掛け渡すフィルムセット機構90とを設ける。
(もっと読む)
封筒フラップの接着補助装置
【課題】自動機を用いて封入封緘を行う過程において、フラップの接着を安定化させる技術を提供する。
【解決手段】封筒フラップの接着補助装置は、複数の回転モジュールが放射状に配置された回転体40を備えている。回転体40は、再湿糊によって封入封緘処理がなされた後の封筒Eを所定の位置で受け取ると、フラップ押さえ板でフラップの部位を圧着して封筒Eを保持する。この状態で回転体40が回転すると、フラップを圧着したままの状態で封筒が回転方向に移送されていき、その間にフラップの接着を安定化させることができる。また回転体40は、封筒Eを移送した後に別の位置で封筒Eの保持を解除し、後工程に向けて封筒Eを排出することができる。
(もっと読む)
ジッパーテープ付包装袋の製造方法およびその製造装置
【課題】しわや接着不良を生じずに、容易に製造できるジッパーテープ付包装袋の製造方法を提供する。
【解決手段】長手帯状のテープの一面に雄側咬合部および雌側咬合部を有したジッパーテープ部材311を引き出し、所定間隔で雄側咬合部および雌側咬合部の部分を打ち抜き除去する。切断部材331によりジッパーテープ部材311を雄側咬合部および雌側咬合部間で切断し、雄側帯状部材21および雌側帯状部材22に分離する。雄側帯状部材21および雌側帯状部材22を基材フィルム10にヒートシールし、製袋装置35で包装袋1を形成する。これにより、雄側帯状部材21および雌側帯状部材22の長さ違いやテンション差が生じにくくなり、ジッパーテープ2のヒートシール時のしわや接着不良の発生を防止できる。
(もっと読む)
合成樹脂製気泡シート
【課題】気泡面同士を張り合わせる合成樹脂製気泡シートにおいて、張り合わせ後の気泡シートにおける気泡部が形成されていない面積を小さくしつつ、気泡シートを張り合わせ易くする。
【解決手段】気泡部11のシート面に垂直な方向から見た断面形状を、平面部12のシート面に垂直な方向から見た形状に対応させ、気泡部11の壁面111を、シート面に垂直な方向に対して傾斜させ、気泡部11を、シート面からの距離が大きくなる程、シート面に垂直な方向の断面積が小さくなるように構成し、気泡部11におけるシート面上の部分である基部112の面積を、平面部12の面積より大きくする。さらに、基部112の角部114を、シート面に垂直な方向から見たときに基部112の外方側に向けて凸となる断面円弧状の湾曲形状とし、気泡部11をそれぞれ独立して形成する。
(もっと読む)
21 - 40 / 159
[ Back to top ]