
Fターム[3E075GA02]の内容
紙容器等紙製品の製造 (16,236) | 特徴となる工程 (1,910) | 切断、罫線入れ (462)
Fターム[3E075GA02]に分類される特許
121 - 140 / 462
製袋機
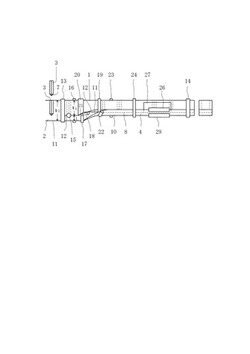
【課題】従来とは異なる形式で角底袋を製造する製袋機を提供する。
【解決手段】一方の層の胴材1が長さ方向折り曲げ線8に沿って折り曲げられ、これによって各層の胴材1,2が開かれ、その開き面が形成され、胴材の折り曲げ部によって一方の層のサイドガセット材3が折り曲げられ、各層のサイドガセット材3が開かれ、その補助ガセット部7が開かれ、開き面が形成される。さらに、底ガセット材4が胴材1,2および補助ガセット部7の開き面に重ね合わされ、胴材1,2の幅方向において、底ガセット材4と補助ガセット部7および胴材1,2とサイドガセット材3が各層の胴材1,2が開かれた状態でヒートシールされる。さらに、胴材1,2の長さ方向において、底ガセット材4と胴材1,2が各層の胴材1,2が開かれた状態でヒートシールされる。
(もっと読む)
エアセルラーシート製袋の製造方法

【課題】 エアセルラーシートを重ね合わせた箇所を圧接した際の反発抗力を無くすることができ、しかも、溶着箇所を強固に接合して強度を向上せしめて切断加工をスムーズに行うことができ、その上、切り口を美しく仕上げることができるエアセルラー製袋の製造方法を提供すること。
【解決手段】 多数のエアセルラー11・11…が成形された長尺の熱可塑性樹脂製のシート材1における略中央部を長手方向に沿って折り返して二重に重ね合わせる一方、所定間隔で設けられた幅方向に亙る加工条部Lに沿ってエアセルラー11・11…を破裂せしめ、ヒートプレス装置により、前記加工条部Lに沿ってシート材1を圧潰して平坦化させ、一体に熱溶着した後、当該加工条部Lをプレス冷却して、加工条部L・L…に沿ってシート材1を次々と切断することにより、一対の加工条部L・Lの間に袋体Bを成形する。
(もっと読む)
初期開封容易な包装用袋及びその製造方法
【課題】 簡潔な自由度のある構成で安価であり、包装用袋の初期開封の際に2枚のシートの摘み部分の分け広げによる表裏面を指先で摘んで開封操作を楽に行える初期開封容易な包装用袋とその製造方法を提供する。
【解決手段】重ね合わされた一対の樹脂製前面及び後面袋シートの周囲を相互に固定し密閉した内容物収納部を形成するとともに、前記周囲の一端近傍部位に前記袋シートの双方を切り取って内容物収納部を開封させる初期開封機構を有する包装用袋であって、前記初期開封機構は、前記袋シートの幅方向に亘ってシート厚を薄くしてなる1対の任意の2次元形状の凹溝線が形成された第1及び第2開封線が内面又は外面に対向して設けられ、前記袋シート面内方向に相互に離隔する部分が存在するように第1及び第2開封線が投影される配置状態に形成される。
(もっと読む)
収納袋連続体、収納袋、及び収納袋連続体の製造方法
【課題】左右辺部への大きな領域への熱融着を必要とせず、複数のシート体用の送り設備や、送り方向に沿う連続熱融着設備を必要とせず、また融着不良による内容物の密封性や強度性の問題が生じにくく、さらに袋の体裁を良好に保つことができ、手提げ部等の機能が付加された収納袋連続体及び収納袋を提供する。
【解決手段】インフレーション成形によるチューブ体の所定の長さ間隔ごとに切り片を除去して設けられた切り口1と、この切り口1を塞ぐ閉塞部1Aと、閉塞前の各切り口1から挿入されてチューブ体内の幅方向に亘るテープ状の機能具2と、機能具2をチューブ体に融着固定する融着固定部とが形成される。機能具2及び融着固定部によって、チューブ体が所定の長さ間隔ごとに区切られて複数の収納部T1がカットラインC3を介して連続形成され、各収納部T1に開封機能、手提げ保持機能または補強機能の少なくともいずれかが与えられる。
(もっと読む)
紙管切断機
【課題】シュート上に押し出された短尺の紙管を取り除く作業が紙管切断工程の時間中に行えるようにし、紙管切断の生産性を向上させることができる紙管切断機を提供する。
【解決手段】紙管切断機の紙管抜き差し位置bに停止する切芯軸の自由端側の位置に、切芯軸の軸方向に沿って長い紙管供給シュート11と、この紙管供給シュート11と平行する紙管排出シュート12を配置し、前記紙管供給シュート11と紙管排出シュート12は、紙管抜き差し位置bに停止する切芯軸3の自由端側前方の位置に何れかを停止させることができるよう、長さ方向と直交する横方向に一体動するようになっている。
(もっと読む)
製袋インラインカッティング方法及びその装置
【課題】ウエブ状フィルムの製袋加工時のインラインコーナーカット加工において、そのカット加工の調整に掛かる時間と労力を省力化し抑制すると共に袋角尖り、ツノ等バリ状突起の発生を防止し袋体の形態や品種に自由度を持たせて製袋できるようにする。
【解決手段】袋体コーナーA1を形成するコーナーカッティング手段19は側部シール部3 の長手方向両端部を略V字にカッティングしてコーナーA1を形成する両端一対の略V字の切欠刃Cz2 を有する切欠カッティング手段と、側部シール部3 の長手方向中央部を略菱形状にラインy 上にあるように打ち抜き袋体コーナーA1を形成する略菱形状の打抜刃Cz1 を有する打抜カッティング手段とを備え、カッティング手段21は側部シール部3 の両端の前記切欠部の閉鎖先端角部と前記中央打抜部のカッティングラインy 上に対向する一対の角部とに架かるように該側部シール部3 をその長手方向に細長矩形状に打ち抜く。
(もっと読む)
複数のX−Yカッターを使用して印刷されたラベルを仕上げるためのシステム
ラベル仕上げステーション(210)は、ウェブ(224)の幅にわたって列又は並びに形成された複数のイメージ(341A)があるように配置されたラベル(342)のための印刷されたイメージ(341A)を支持するウェブ(224)を収容する。イメージ(341A)は、ウェブ(224)の長さに沿った縦方向の列に配置される。切断ステーション(250)は、同時に各列又は並びを形成する複数のラベル(342)を切断する複数のカッターヘッド(252A−252D)を支持する。ラベルの周辺が切断されたウェブ(224)は、縦方向に切り開かれ、ラベルの仕上げロール(344、352)の中に形成される。 (もっと読む)
連続印刷体ちぎり装置及び方法
【課題】 複数の印刷物が連続している状態を維持したまま、効率よく余白部分をちぎって周縁を毛羽立たせることができる連続印刷体ちぎり装置及び方法を提供すること。
【解決手段】 連続印刷体ちぎり装置1は、搬送経路の送り方向に意匠が連続印刷されている印刷部11と、送り方向に印刷部11と並行な境界部である透かし部12を介して印刷部11に連設されている余白部13,13を有し、ロール状の紙からなる連続印刷体10において、連続印刷体10が搬送経路に沿って送られている過程で、透かし部12に連続的に液体を浸透させる浸透手段2と、連続印刷体10が搬送経路に沿って送られている過程で、液体が浸透された透かし部12に沿って印刷部11から余白部13,13を連続的にちぎるちぎり手段3とを備え、印刷部11の搬送経路の送り方向に並行な周縁を毛羽立たせたることができる。
(もっと読む)
段ボールケースの形成用ブランクシートおよびその罫入れ型
【課題】外フラップを所定の位置より外向きに精度よく折り曲げることができ、また、外フラップの内側方向への折曲げに際しては、底面パネルとの間に形成された横罫線に沿って精度よく折り曲げることができるようにした段ボールケースの形成用ブランクシートを提供することである。
【解決手段】ブランクシートS1の底面パネルP2に連設された外フラップF1に、その外フラップF1と底面パネルP2間に形成された横罫線bに対して交差方向に延びる複数の補助罫線eを、その横罫線bに沿って横罫線bの長さ方向に間隔をおいて形成し、外フラップF1の外側方向への折り曲げ時、補助罫線eの一端を結ぶ直線を起点にして折れ曲がるようにする。
(もっと読む)
逆止機能を具えるフレキシブル包装袋の製造方法および、それに用いる凹凸条形成装置
【課題】特願2008−190642号に記載されたフレキシブル包装袋の簡易な製造方法を提供する。
【解決手段】連続的に繰出し走行される包装用積層フィルムの一方の側部のシーラント層に、フィルム状逆止注出ノズルの基端部外表面のシーラント層を、側縁からの突出姿勢で融着接合させた後、包装用積層フィルムの、被包装物の充填包装スペースの区画に寄与する領域の少なくとも一部に、包装用積層フィルムの走行方向または、その走行方向に対して傾斜して延在する一本以上の凹条もしくは凸条、または凹凸条を形成し、次いで、表面側および裏面側のそれぞれの包装用積層フィルムのシーラント層を相互に対向させた姿勢で、表裏の両面側部分のそれぞれのシーラント層に、フィルム走行方向に連続して、逆止注出ノズルの融着接合部分を通過する縦シール部と、フィルム走行方向に間隔をおいてフィルム幅方向に延びる横シール部とを順次に形成する。
(もっと読む)
耐水性を有する紙カップとその製造方法
【課題】耐水性と密封性が優れた紙カップ、特に高温高圧下でもレトルト殺菌処理可能な耐水性を有する紙カップとその製造方法を提供することを課題とする。
【解決手段】紙と熱可塑性樹脂層が積層されたブランク用包装材料からなり、扇形状または方形状の胴部材ブランクの一方の端縁をもう一方の端縁に重ね合わせて胴部貼り合せ部を形成させて円筒形状の胴部材とし、胴部材の上部周縁を外方または内方に向けて巻き込み、口縁部を形成させた紙カップであって、胴部材ブランクの全周に表裏より延設された熱可塑性樹脂層が設けられていることを特徴とする紙カップ。
(もっと読む)
パウチ容器の製造装置
【課題】自立型のパウチ容器を、より好適に製造でき得る製造装置を提供する。
【解決手段】パウチ容器の製造装置は、シート材Mを折り畳むことで、胴部前面、胴部後面、底ガセット、天ガセットを構成する前シート部、後シート部、底シート部、天シート部を形成する送出手段を備える。また、製造装置は、底ガセットの周縁と胴部前後面の下縁とのヒートシール部であるボトムシール部Sbを形成するために、底シート部同士が重ならないように当該底シート部の折り畳みを解除した状態で、底シート部と前シート部の下縁、および、底シート部と胴部後面に相当する後シート部の下縁、をそれぞれ挟持しつつ加熱する第一シールユニットも備えている。
(もっと読む)
CAD面版
【課題】 そこで安価な厚み精度の悪い面版素材110でも、「不鮮明」「罫割れ」が生じないCAD面版11を提供することである。また現在0.1ミリごとの厚みの6種類の在庫を持っている。この在庫の種類を半減することが可能である。
【解決手段】 所望の高さHより弱厚めのCAD面版素材100からCAD面版11を切削し、所望の高さHを面版溝31より広幅に高さ調整切削溝13を面版溝31上に切削したCAD面版11を提供する。
(もっと読む)
連続自己積層ラベル
【課題】テープ印刷装置でラベルを製作するために使用するロール状のテープを提供する。
【解決手段】テープ2は、印刷を行う第1面を有するラベル材料10と、ラベル材料10における前記第1面とは反対側の第2面上の接着剤層と、前記接着剤層上における前記第1層と反対側の第3層であるライナー材料12とを備え、その幅に沿って境界14と境界16で部分4、6、8に折り畳まれ、テープの全長に亘って延びる複数の層を形成する。ライナー材料12の一部分は、前記接着剤層を露出させるために取外し可能である。
(もっと読む)
弁当箱の蓋の製造方法
【課題】実用的な強度を有し、しかも工業的に安価に製造し得る植物性繊維材料製弁当箱の蓋の製造方法を提供する。
【解決手段】
パルプ及びパルプ以外の植物性繊維材料の1種若しくは2種以上から所定の大きさの厚紙状物に形成する工程と、ヒートシール能を有する熱可塑性樹脂をコーティングする工程と、前記厚紙状物の四隅に側面片を形成する切断部を形成する工程と、このようにして得た厚紙状物を凹凸一対のプレス金型で加熱プレスして食品収納容器を形成する工程とを具備し、前記一方の対向する側面片は、他方の対向する側面片よりも先に起立するように構成し、前記切断部を漏斗状若しくは略Y字形に形成したことを特徴とする。
(もっと読む)
注出口付きパウチ容器
【課題】内容物を他の容器へ移し替える際、内容物が加熱処理が必要なものであっても、加熱処理後の注出口の開口性、保形性に優れる、注出口付きパウチ容器を提供する。更に、注出口の開封が容易で、他の容器へ注出口を挿入することが容易な注出口付きパウチ容器を提供する。また、他の別体を使用せずに注出口を構成し、通常のパウチと同様な工程で生産性よく製造できる注出口付きパウチ容器を提供する。
【解決手段】1枚のフィルムを折り返して輪部を構成し、開放された他の三方をサイドシール20および底部シール40してなる胴部10と、前記胴部の上端を構成する前記輪部の一部になされた上部シール50と、前記胴部の側端になされた部分サイドシール20aとによって形成された注出口60とを有する注出口付きパウチ容器100であって、前記注出口は、前記輪部を構成する折り返し部を谷折してなる、断面視、M形状の折込部63を有することを特徴とする。
(もっと読む)
罫入れ装置および罫入れ装置におけるカウンタプレート
【課題】段ボールシートに対して鮮明な罫線を形成することができ、しかも、打抜きの準備を能率よく行なうことができるようにした罫入れ装置、罫入れ装置におけるカウンタプレートの罫押し溝および罫押し溝の形成方法を提供することである。
【解決手段】罫押し溝52を上記打抜き型14と予め位置合わせを行なって形成した溝とし、その罫押し溝52の深さをh、溝幅をW、カウンタプレートの厚さをT、罫押し部材の厚さをtとしたとき、溝深さhを、h=(T−0.7)mm〜(T−0.2)mmの範囲とし、溝幅Wを、W=1.5t〜5tの範囲とし、打抜き型14の下面から打抜き刃50と罫押し部材51のそれぞれの下端までの寸法差を0.7〜(−0.3)mmの範囲として、打抜き型14とカウンタプレート16の相対的な上下動により、罫押し部材51で段ボールシートSを罫押し溝52内に押し込んで罫線Bを形成する。
(もっと読む)
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース
【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
タックラベルとその製造装置
【課題】ラベル貼付装置側の構成如何に関係なく、例えば手貼りする場合でも、製品表面とラベルシートの間に空気溜まりを生じさせることなく貼付できるタックラベルを提供すること。
【解決手段】ラベルシート10,10Aの裏面側に形成された粘着剤層11を剥離自在な剥離シート12で被覆して成るタックラベルであって、ラベルシート10,10Aには、当該ラベルシート10,10A及び粘着剤層11は貫通するが剥離シート12は貫通しない微細孔17が、少なくともタックラベルとして貼付される領域全体に適当密度で形成された構成。
(もっと読む)
包装袋用チューブ状フィルムの製造方法及び包装袋
【課題】微細な通気孔が片面のみに断続的に多数穿孔された包装袋用チューブ状フィルムを容易に製造可能な包装袋用チューブ状フィルムの製造方法を提供すること。
【解決手段】長手方向に進行する合成樹脂製扁平チューブ状フィルム20の進行途中に、レーザ照射装置14を設け、レーザ照射装置14によるレーザ光照射位置P1において扁平チューブ状フィルム20の表部20aと裏部20bとを離間させて、表部20a若しくは裏部20bのいずれか一方にのみ、外方からレーザ光を照射することにより、通気孔を断続的に穿孔させる。
(もっと読む)
121 - 140 / 462
[ Back to top ]