
Fターム[3E075GA02]の内容
紙容器等紙製品の製造 (16,236) | 特徴となる工程 (1,910) | 切断、罫線入れ (462)
Fターム[3E075GA02]に分類される特許
81 - 100 / 462
ラベル用シートの加工装置および加工方法
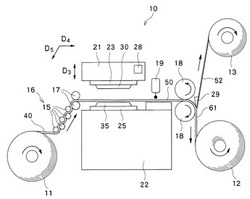
【課題】ラベル用シートに精度良くラベルとスリットとを形成する加工装置を提供する。
【解決手段】加工装置10は、ラベル用シート40を供給するシート繰出部11と、シート繰出部11から供給されるラベル用シート40に沿って、ラベル用シート40のラベル用フィルム42側に設けられた第1台座21と、ラベル用シート40を挟んで第1台座21と対向するよう、ラベル用シート40のセパレータ46側に設けられた第2台座22と、を備えている。第1台座21には、ラベル用シート40をラベル形状51に打抜くラベル用型30が取り付けられている。また第2台座22には、ラベル用シート40にスリット54を形成するスリット用型35が取り付けられている。
(もっと読む)
ブランキングラインにおける表面不良ブランクの識別装置

【課題】安いランニングコストで余分な不具合を生じさせることなく、的確に表面不良ブランクを識別できるようにすることである。
【解決手段】アキュムレート部5の上流側に、一定長さSの各区切り目内の領域に印刷加工が施された連続シートAの表面状態を検査するカメラ6を設け、各切断時点におけるアキュムレート長さを一定の長さに調整して、検査位置からブランキング部4の入口の最先端の区切り目までの連続シートAの切断待ち長さLを所定の長さに設定し、切断待ち長さLを一定長さSで除算した値の整数値Nを予め求めておき、カメラ6で表面不良部が検出されたときに、検査位置で区切り目を直後に認識した時点で表面不良有の信号を出力し、この表面不良有の信号が出力された時点から切断回数のカウントを開始して、カウントされた切断回数が整数値Nと等しくなったときに切断されたブランクBを表面不良ブランクとして識別するようにした。
(もっと読む)
折り畳みラベル
【課題】折り畳みラベルに多くの情報を記載する場合でも、情報をわかりやすく表示することができ、かつ、折り畳んだ状態でのラベルの浮き上がりを低減させることのできる折り畳みラベルを提供する。
【解決手段】折り畳みラベル1では、一枚のラベル用紙2の折り畳みと抜き加工によりに連続体として形成された複数層のラベル3が、裏面に接着剤層21を有するラベル台紙20の表面に取り外し可能に接着されている。折り畳まれたラベル連続体2の展開形状は、抜き穴5により角が丸められたラベル3がその抜き穴5と折線4とを介して複数行複数列に連なった形状を有する。
(もっと読む)
宣伝広告用マチ付き袋状体の製造方法
【課題】マチ部と筒状体の表裏との合計4枚のフィルムが重なり合う重畳領域と、筒状体の表裏の合計2枚のフィルムが重なり合う領域との間に生じる段差による印刷適正の低下を防ぐことができる宣伝広告用マチ付き袋状体の製造方法を提供する。
【解決手段】合成樹脂製の原料を薄膜の筒状体に形成し、この筒状体の表裏面に所定の広告情報を多色印刷し(S104)、次いで、多色印刷された筒状体の両側縁を内方に折り込んでマチ部を形成するように製造する(S105)。
(もっと読む)
ラベルシールとラベルシールの製造方法
【課題】印刷領域や記入領域を表示する境界線とハーフカット部の位置ずれをなくすと共に、廃棄ロスを無くし、ラベルシールを低コストで提供すること、および、印刷領域や記入領域を可及的に広くすることが可能なラベルシールを提供すること。
【解決手段】剥離紙12と、剥離紙12に粘着面14B側で着脱可能に貼着され、粘着面14Bと反対側表面が印刷又は記入可能な記入面14Aに形成されたシール体14と、を有し、記入面14Aには、シール体14を剥離紙12から所要範囲ごとに離反させるためのハーフカット部16が形成されると共に、ハーフカット部16の位置に一致させた状態で、剥離紙12から離反させる部位の境界線18が印刷されていることを特徴とする。
(もっと読む)
製函機の屑処理装置
【課題】 現在段ボール工場の製函ラインの屑搬送は、設備コストや設備工事面のメリットがあるため電力消費量の多い空気搬送方式を採用しており、製函機が運転状態にあれば屑が流れて来ない場合や少ない場合にもファンやカッタブロアは定回転運転しており、省エネ、二酸化炭素排出量の低減になっていない。
【解決手段】 製函機から可変速のコンベア4に落下する段ボール屑を検知すべくセンサ1を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール5およびモータの回転数を制御すべくインバータ2を制御盤3内に持つ。
(もっと読む)
紙容器の製造方法及び製造装置
【課題】 製造品質の安定した、プレス成形による紙容器の製造方法及び製造装置を提供する。
【解決手段】 帯状の原紙6は、供給装置11によって成形装置31に連続的に供給される。成形装置31は、罫線形成手段である第1金型41a、41bと、ブランクシート打抜手段及びプレス手段である第2金型42a、42bとを備えている。供給装置11から供給された原紙6は、第1金型41a、41bによって、罫線25が所定の位置に形成される。罫線25が形成された原紙6は、下流側の第2金型42a、42bに移送される。第1金型41a、41bから移送された原紙6は、第2金型42a、42bによって、罫線が形成された原紙6からブランクシートが打ち抜かれると共に、その位置でプレス加工され、紙容器60の製造が完了する。このように、原紙6はブランクシートを打ち抜いた位置でプレス加工されるため、製造品質が安定する。
(もっと読む)
形成・装填・シール機
【課題】スライダ作動式のひも状ジッパーを備えた再閉鎖可能なパッケージを製造するための水平型の形成・装填・シール機とそれに関連する製造方法とを提供する。
【解決手段】ウェブに製品を配置する手段と、製品を収容する内部容積とジッパーが取り付けられる口部とを備えると共に少なくとも1つの壁がウェブによって形成されている容器部を形成する手段と、ジッパーにスライダを挿入するスライダ挿入装置と、周囲の空気が内部容積内に入り込まないように容器部をシールする手段とを具備する。また、ウェブがフランジレスジッパー片に取り付けられる前にウェブの縁をフランジレスジッパー片に揃える手段をさらに具備し、或いは、ウェブの縁に近いウェブの一部がフランジレスジッパー片に取り付けられた後にウェブの縁を切り取る手段をさらに具備する。
(もっと読む)
ティシュペーパー製品の製造方法
【課題】薬液が付与されたティシュペーパー製品をマルチスタンド式インターフォルダで効率よく生産する。
【解決手段】
マルチスタンド式インターフォルダの折畳み機構部を5〜30機で一組とし、 各組あたりに対応する幅の予め薬液を担持させた二次原反ロールを取付け、その二次原反ロールから二次連続シートを繰り出し、その二次連続シートを連続方向にスリットしてティシュペーパー幅と同幅の連続シートを形成し、そのスリットされた連続シートを各折畳み機構部へ供給して連続ティシュペーパー束を製造し、この連続ティシュペーパー束を所定長さに裁断して収納箱に収納するティシュペーパー製品の製造方法により解決される。
(もっと読む)
製袋機の角部切断装置
【課題】製袋機の角部切断装置において、2段V字形状のような複数段形状の角部切断を容易に行うことを可能とすることである。
【解決手段】製袋機の角部切断装置30における切断部31は、パンチアーム38に取り付けられ、パンチアーム38の回転とともに中間包材99に対し回転し、ダイ部と協働して中間包材99の三角形部分62を切り落とす機能を有するパンチ部である。切断部31は、切刃として、主刃部40と補助刃部42とを備え、さらに、パンチアーム38に対し主刃部40の位置決め調整を行う主刃部調整機構としてのネジ52,53,54,55と、パンチアーム38に対し補助刃部42の位置決め調整を行う補助刃部調整機構を備える。
(もっと読む)
包装袋の製造装置およびその製造方法
【課題】包装袋を効率よくかつ安定的に製造する上で有利な包装袋の製造装置及び製造方法を提供する。
【解決手段】下側1/4胴材用フィルム片5Bの上に上側1/4胴材用フィルム片5Aを重ね合わせると共に、下側1/2底材用プラスチックフィルム片10Bの上に上側1/2底材用プラスチックフィルム片10Aが重ねられた折り畳み片10Cを形成し、2つの折り畳み片10Cを下側1/4胴材用フィルム片5Bと上側1/4胴材用フィルム片5Aの間に挿入し、下側1/4胴材用フィルム片5Bと上側1/4胴材用フィルム片5Aと折り畳み片10Cとをシールし、切断することで包装袋24を得るようにした。
(もっと読む)
包装袋の製造装置およびその製造方法
【課題】外観性に優れた包装袋を効率よくかつ安定的に製造する上で有利な包装袋の製造装置及び製造方法を提供する。
【解決手段】下側1/4胴材用フィルム片5Bの上に上側1/4胴材用フィルム片5Aを重ね合わせると共に、下側1/2底材用プラスチックフィルム片10Bの上に上側1/2底材用プラスチックフィルム片10Aが重ねられた折り畳み片10Cを形成し、2つの折り畳み片10Cを下側1/4胴材用フィルム片5Bと上側1/4胴材用フィルム片5Aの間に挿入し、下側1/4胴材用フィルム片5Bと上側1/4胴材用フィルム片5Aと折り畳み片10Cとを仮シールしたのちシールし、切断することで包装袋24を得るようにした。
(もっと読む)
製袋機
【課題】プラスチック袋をコーナーカットするとき、そのかすがプラスチック袋に付着しないようにする。
【解決手段】トリミングカッタ7によってプラスチックフィルム1がトリミングされ、耳8が形成される。さらに、プラスチックフィルム1の間欠送り毎に、トリミングカッタ移動機構によってトリミングカッタ7が移動し、トリミングカッタ7によってプラスチック袋がコーナーカットされ、そのかす11が耳8と連続する。
(もっと読む)
開封機構付き袋の製造方法および包装体
【課題】紙袋の強度を維持しつつ、容易にそして安全に開封することのできる開封機構付き袋などを提供する。
【解決手段】帯状の紙製母材を長手方向に進行させる母材進行工程16と、押し出し成形された合成樹脂製のフィルムを、母材の進行方向とフィルムの押し出し方向とがほぼ同じになるように、母材の表面に被覆すると共に、前記母材の裏面に開封用のテープを前記母材の進行方向と平行に貼り付けてシート材とするシート材成形工程18とを備えた開封機構付き袋の製造方法15。
(もっと読む)
ラベル共上がり防止装置及び共上がり防止方法
【課題】ラベルの共上がりを効果的に抑制しつつ、不要シートの剥離を安定して継続することができるようにすること。
【解決手段】原反Rは、複数の閉ループ状の切り込みCuの内側をラベルLとしてそれぞれ形成する接着シートSと、この接着シートSが一方の面に仮着された帯状の剥離シートRLとからなり、各ラベルLの外側に位置する接着シートS領域が不要シートEとされる。ラベル共上がり防止装置10は、原反Rの搬送を案内する受けローラ12と、不要シートEの接着面S1側に当接して不要シートEを折り返すことで折り返し縁SEを形成し、当該折り返し縁SEを受けローラ12とで挟み込んで不要シートEを剥離シートRLから剥離する押さえローラ13とを備えている。
(もっと読む)
ラベル連続体およびラベル連続体の加工方法
【課題】ラベル片を一枚ごとセパレータから剥がし易いようにセパレータに切込み線からなる背割りを設けたにも関わらず、ラベル片が歪んだりシワが生じることがなく、さらに、ラベルプリンタで印字する際には紙が破れたり、印字障害が発生することがないラベル連続体およびラベル連続体の加工方法を提供する。
【解決手段】ラベル基材5と粘着剤層6とセパレータ7とがこの順に積層された長尺帯状の粘着紙2に、ラベル基材5側から粘着剤層6に至るハーフカットを所定間隔で繰り返し、ラベル片4の周囲のラベルカス9を除去したラベル連続体10である。前記セパレータ7に長手方向に延びた切込み線からなる背割り8を形成する。その背割り8はラベル連続体10の長手方向と非平行にする。
(もっと読む)
スライダージッパーの輪郭形成部材を係合させるための装置
【課題】クロスウェブ技術を用いて、ジッパーをウェブ状のプラスチックフィルム材料に取着する新規な装置を提供すること。
【解決手段】スライダージッパーの輪郭形成部材を係合させるための装置が、一対のローラーを具備し、該ローラーのニップをジッパーが通過するようになっており、前記一対のローラーは、前記ジッパーの輪郭形成部材を互いに係合させると共に、両者間をスライダーが通過できるように、互いに離反するように構成されている。
(もっと読む)
フィルム切断装置
【課題】フィルムの素材や形態を選ばず、汎用性のある作業性の高いフィルム切断兼印字装置を提供すること。
【解決手段】 上下からフィルムFを挟み、回動によりフィルムFが引き出されると共に滑らずにフィルムFを挟持する第1のローラ対(第1上ローラ111、第1下ローラ121)と、その下流に配された同様の第2のローラ対(第2上ローラ112、第2下ローラ122)と、第1のローラ対と第2のローラ対との間に配され、上下移動によりフィルムを切断する切断刃124と、切断刃124の上下移動に機械的に連動して上下移動し、第1のローラ対の上流または第2のローラ対の下流に配された、フィルムFに印字をおこなうスタンプSを取り付けるスタンプホルダ125と、スタンプSの裏当てをかね、接着剤が触れないようにフィルムFの移動方向左右に溝130が設けられたフィルム移送面128と、を具備したことを特徴とするフィルム切断装置100。
(もっと読む)
段ボールシートの打抜き加工方法
【課題】段ボールシートに打抜き加工を行っても、打抜き範囲の外側に割れの発生を防止する。
【解決手段】打抜きによって、段ボールシート9にスリット91、手持ち用孔92等の切込み90を施す打抜き工程の前に、水分付与装置7に対して段ボールシート9を通過させることにより段ボールシート9に湿り気を与える水分付与工程を有し、打抜き工程の際に段ボールシート9の打抜き刃当接部の外側に割れの発生を抑える。打抜き工程の前に、段ボールシート9に湿り気を与えため、打抜き工程の際に刃が段ボールシート9に段ボールシート9が食い込んで、食い込み輪郭部の周囲に内向きの引っ張り力が生じても段ボールシート9表面のライナーが延びて、割れを生じることを防ぐことができる
(もっと読む)
製袋機
【課題】角底袋において、注ぎ口を適所に形成する。
【解決手段】一方の層の胴材1が一方の層のサイドガセット材3に仮止めされ、他方の層の胴材2が他方の層のサイドガセット材3に仮止めされ、胴材1,2の一側縁13,14付近に選定された長さ方向拘束線上において、両層の胴材1,2が互いに拘束される。その後、長さ方向折り曲げ線11に沿って一方の層の胴材1が折り曲げられ、長さ方向反転線線8に沿って一方の層の胴材が反転する。これと同時に、長さ方向第2折り曲げ線9に沿って他方の層の胴材2が折り曲げられる。
(もっと読む)
81 - 100 / 462
[ Back to top ]