
Fターム[3F027AA01]の内容
Fターム[3F027AA01]の下位に属するFターム
Fターム[3F027AA01]に分類される特許
41 - 60 / 76
基板搬送装置および基板搬送方法
【課題】基板のサイズに関わらず安定した搬送を実現する基板搬送装置を提供する。
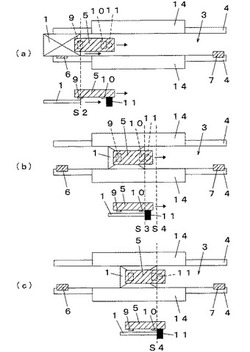
【解決手段】基板1に所定の加工を施すための加工領域が設けられた搬送路3と、搬送路3に搬入された基板1を上流から下流に向けて搬送する搬送コンベア4と、基板搬送方向に移動可能な移動体5と、移動体5に設けられて基板1を加工領域より上流側となる位置s2で検知する第1センサ9と、移動体5の第1センサ9から基板搬送方向に所定の距離をおいた位置に設けられて搬送中の基板1に接触して停止させるストッパ11と、第1センサ9が基板1を検知すると基板搬送速度より低い速度で移動体5の移動を開始させるとともに基板1がストッパ11に接触した後に停止するように移動体5の移動を制御する制御手段を備えた。
(もっと読む)
自動荷役車両およびその制御方法

【課題】安価な構成で、荷役対象物の停止位置を調整することが可能な自動荷役車両およびその制御方法を提供する。
【解決手段】CPUは、最初に搬送モータを駆動する。次に、CPUは、光電センサから与えられる検出信号に基づいて、荷役対象物の通過時間tを計測する。次いで、CPUは、荷役対象物の長さXを算出する。すなわち、CPUは、上記の通過時間tと搬送速度Vとの積により、荷役対象物の長さXを算出する。次に、CPUは、(Y−X)/2Vにより停止時間Tを算出する。なお、Yは車両本体部の本体部長さである。上記の停止時間Tとは、荷役対象物の一端部が光電センサを通過したときから、複数のローラーを停止させるまでの時間である。次いで、CPUは、停止時間Tが経過した後に搬送モータを停止させる。
(もっと読む)
パッケージ搬送システム
【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
ピッキング設備及び方法
【課題】ピッキング作業のより一層の効率化を図ることのできるピッキング設備及び方法を提供すること。
【解決手段】本発明のピッキング設備は、集品箱を搬送する搬送ライン12と、この搬送ラインに沿って設けられ、注文の頻度に応じてグループ化された商品を保管してピッキング作業を行う複数のゾーンB,C,Dと、前記ゾーンのそれぞれについて設けられた、搬送ラインから集品箱を迂回させるバイパスライン42,48,50と、搬送の制御を行うコントローラとを備え、前記コントローラが、各ゾーンにおけるピッキング作業の対象外である集品箱をそのゾーンにおけるバイパスラインに導き、バイパスラインから搬送ラインに集品箱を戻す際、搬送ラインを流れる集品箱と合流して予め定めた順番となるように制御を行うようになっている。
(もっと読む)
折り畳み積層体の搬送方法及びその搬送設備
【課題】折り畳み積層体の最上位のシートの折り返し部分での浮き上がりやめくれ防止可能な折り畳み積層体搬送方法及びその搬送設備を提供する。
【解決手段】複数枚のシートを折り畳みながら積み重ねるように形成した折り畳み積層体1を搬送するコンベア3を備えた搬送設備であって、コンベア3の上方及び下方に、静電気発生装置の静電気帯電用電極2A,2Aをそれぞれ対応するように配設する。
(もっと読む)
コンポーネント制御装置、システム、及び方法
本発明は、運搬システムにおいてコンポーネントの速度を変速するための装置、システム、及び関連方法に関する。装置は、入口端部と出口端部との間に延在し、コンポーネントを受容するようにサイズが設定されたコンポーネントトラック(55)と、コンポーネントトラックに隣接して搭載され、コンポーネントトラック内を移動するように構成された突出部(19)を備える速度制御装置と、コンポーネントトラックに接近するコンポーネントの速度を検出するためにコンポーネントトラックの入口端部の上流に位置決めされるセンサー(100)と、センサーと連通し、コンポーネントトラック内のコンポーネントを減速するために、コンポーネントトラックに接近するコンポーネントの速度に基づいてコンポーネントトラック内の突出部の速度を調節するように構成された制御装置、とを備える。  (もっと読む)
(もっと読む)
搬送制御システム
【課題】安価、且つ、生産性高く、混在した状態で供給される複数種類の部材を処理する。
【解決手段】搬送制御システム1は、混在した状態で供給された複数種類の部材を到着順に取り出し可能な部材取出口2と、部材取出口2から取り出された部材を一時的に格納可能なバッファ部3と、部材取出口2又はバッファ部3から部材を取り出し、制御部6により設定された搬送先に部材を搬送する搬送装置4a,4bと、部材取出口2とバッファ部3内における部材の格納状況、及び搬送装置4a,4bの稼働状況に従って、部材取出口2とバッファ部3との間で部材の取り出し元、部材を使用する生産設備5a,5bとバッファ部3との間で部材の搬送先を決定し、搬送装置4a,4bによる部材の搬送処理を制御する制御部6とを備える。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
自動搬送システム
【課題】簡易な構成で荷の搬送ずれを検知することができる自動搬送システムを提供する。
【解決手段】搬送ずれを検知しようとする自動搬送設備の次の経路の制御盤からの搬送要求情報を受け取っているか否かを確認し(S3)、搬送要求情報を受け取っているのに自動搬送設備により搬送中であることを示す搬送データが存在しない場合には(S4)、管理コンピュータが管理するデータに対して実際の荷が余っている状態の搬送ずれが発生していると判断し、搬送要求情報を受け取っていないのに自動搬送設備により搬送中であることを示す搬送データが存在する場合には(S7)、管理コンピュータが管理するデータに対して実際の荷が足りない状態の搬送ずれが発生していると判断し、異常である旨を表示した後(S5)、搬送ずれを引き起こした原因を排除して復旧を図る(S6)。
(もっと読む)
加熱炉へのスラブ装入方法
【課題】 ウォーキングビーム式加熱炉へのスラブ充填率の向上を図ることを目的とする。
【解決手段】 ウォーキングビーム式加熱炉に複数のスラブを連続的に装入して加熱するに当たり、先行スラブと後行スラブの間隙Lを下記(1)式によって定めることとするものである。
L=(ΔW1+ΔW2)/2+α・・・・・(1)
ここに、
ΔW1:先行スラブの装入時温度と該スラブの抽出設定温度から算出される先行スラブの幅方向熱膨張量
ΔW2:後行スラブの装入時温度と該スラブの抽出設定温度から算出される後行スラブの幅方向熱膨張量
α:ウォーキングビーム式加熱炉の最小スラブ間隔
(もっと読む)
キャッピングシステム及びキャッピング方法
【課題】容器へキャップを装着するためのキャッピングシステムにおいて、作業能率(装置としての稼動効率)が高く、装置全体としての長大化を抑制できるようにする。
【解決手段】容器コンベア2と、これに対する並行区間を保持して設置されたキャップコンベア3と、両コンベア2,3の並行区間内に設置されたキャッパー4と、これらの動作タイミングを制御するコントローラ5とを有し、キャッパー4は、両コンベア2,2の搬送方向に往復移動する走行基台23と、この上部で水平旋回自在に設けられた旋回タワー24と、これに上下動自在に設けられたハンドリング部25と、これに設けられたワーク保持ヘッド27とを有している。
(もっと読む)
コンベヤアセンブリ
【課題】相当な数のトレイがある場合に、トレイの位置決めを含め、多くの欠点を解消するコンベヤアセンブリを提供する。
【解決手段】スリップコンベヤアセンブリは複数のスリップコンベヤ13,14を備える。各スリップコンベヤ13,14はコンベヤ表面20を含むトレイを有する。これらトレイは、製品を長手方向のどちらにも搬送できるように配列されうると共に往復動させることができ、該トレイの少なくとも2つは、コンベヤアセンブリからの製品の排出を可能とするため、それらの間に間隙32を設けるよう配列可能である。
(もっと読む)
搬送制御プログラム格納記憶媒体
【課題】位置情報に品質情報、物品名情報、経過時間情報等の情報を付随させ、物品の移動と同時にすべての情報も移動を行い、逐一内容確認および判定を可能とする搬送制御プログラム記憶媒体の提供。
【解決手段】多様な情報を持たせるため、部品や商品等の搬送物を搬送する搬送装置の搬送位置情報を管理する搬送位置管理手段と、前記搬送物の搬送物移動位置情報や前記搬送物の品質情報や物品名情報等の搬送物情報を管理する搬送物管理手段と、搬送装置の任意位置に存在し品質に対して判別する判別機構において任意条件に適合した際に品質情報を任意値に設定する判定制御手段と、搬送装置の前記判別機構以降に存在する任意の作動機構に対して品質情報に対応させた作動となるように制御する作動制御手段を備えた搬送制御プログラムを格納させた搬送制御プログラム格納記憶媒体を構成している。
(もっと読む)
コンベアシステムにおける合流制御装置及び合流制御方法
【課題】各支流コンベアから本流コンベアへ送り込まれる物品の単位時間当たりの送り込み個数の均一性を向上すると共に、搬送効率の低下を回避する。
【解決手段】支流コンベアL(1),L(2)・・・L(n−1),L(n)の待機位置W(1),W(2)・・・W(n−1),W(n)にある物品Pの総数(在荷数)は、在荷有無検出手段A(1),A(2)・・・A(n−1),A(n)によって検出される。本流コンベアLoの受け取り位置U(1),U(2)・・・U(n−1),U(n)を通過する物品Pの通過は、物品有無検出手段B(1),B(2)・・・B(n−1),B(n)によって検出される。待機位置W(1)〜W(n)に物品Pがあり、且つ受け取り位置U(1)〜U(n)における物品Pの通過回数が検出された在荷数に達すると、制御コンピュータCは、支流コンベアL(1)〜L(n)の稼動を許容する。
(もっと読む)
走行体の走行制御システム及び走行体の走行制御方法
【課題】給電線へ電力を供給する電源の出力を走行体が走行できる出力に変更しても、出力の変更に必要な時間に基づく時間的損失を低減ことができる走行体の走行制御システム及び走行体の走行制御方法の提供。
【解決手段】物品を搭載して走行軌道11を走行する走行体20と、走行軌道11に沿って敷設される給電線18と、給電線18に高周波電流を供給する電源19と、走行体へ高周波電流を非接触給電する給電機構と、物品Wを搬送する物品搬送手段12と、物品搬送手段における物品Wの有無を検知する物品検知手段13と、搬送指示に基づき走行体を走行させる制御を行う制御手段26と、を有し、制御手段は物品検知手段の検知信号に基づいて走行体に搬送指示を与え、制御手段は、走行体に搬送指示を与える以前に、検知信号に基づき、電源19の出力を省電力出力から通常出力へ変更するように電源19を制御する。
(もっと読む)
搬送物供給量制御方法
【課題】コンベヤによる搬送物の供給を、常に定量の体積づつ供給できるようにする。
【解決手段】制御部11によってその搬送速度が制御されるコンベヤ10上に、搬送物2の高さを検知するレベル検知手段H1,H2を設け、そのレベル検知手段H1,H2は、前記搬送物2の高さを検知して信号で前記制御部11へ送信し、その制御部11は、前記信号に基づいて、前記搬送物2の単位時間当たりの供給量が一定となるようにコンベヤ10の搬送速度を自動的に調整するようにした。このようにすれば、搬送物2が、そのコンベヤ10の進行方向に沿って山や谷が断続的に形成された状態で載せられていても、上記レベル検知手段H1,H2によりその山や谷の高さを信号で検出し、その信号に基づいて搬送速度を自動的に調整する。このため、搬送物2の供給を、その体積に基づいて的確に調整し、常に定量の体積づつ搬送先に供給できるようになる。
(もっと読む)
搬送物合流及び整列装置
【課題】多列のコンベヤより搬入される搬送物を単列のコンベヤに合流させ、搬送物を所望の方向に転換させ、且つ整列させて搬出させる搬送物合流及び整列装置を提供する。
【解決手段】本発明の搬送物合流及び整列装置は、多列の搬入コンベヤ11と合流コンベヤ12で構成された合流装置部、カーブコンベヤ13と、送出コンベヤ14と、カーブコンベヤ13上に設けられた整列ガイド16とで構成された整列装置部よりなる。各コンベヤの速度は任意に設定できるようになっており、搬入コンベヤ11の列数が“n”、n列の搬入コンベヤ11より送り出される時間あたりの全搬送物量が“X”(個/分)、等間隔に設置してある搬入コンベヤ11の設置間隔が“Y”(m)であるとき、合流コンベヤ12の速度(V12)は、V12=XY/(n+1)に設定する。
(もっと読む)
紙巻取製品の搬送システム及び搬送方法
【課題】紙巻取製品のコンベア装置を用いた搬送装置の停止位置の精度を向上させ、且つ搬送効率を向上させた紙巻取製品の搬送システム及び搬送方法を提供する。
【解決手段】紙巻取製品を床面上でコンベア装置を用いて搬送する紙巻取製品の搬送方法において、紙巻取製品を特定位置で停止させるため、紙巻取製品の製品幅及び質量の情報を書き込んだICタグの情報と、紙巻取製品の位置を測定する非接触型距離計の情報とを比較して、紙巻取製品の減速及び停止させることを特徴とする紙巻取製品の搬送方法。
(もっと読む)
電気駆動機械の監視装置
【課題】センサ部23の設置に対する制限が少なく、センサ部23を容易に設置できる監視装置21を提供する。
【解決手段】センサ部23をモータの外部に配置する。センサ部23には、モータの稼働時に発生する磁束を検出して電気信号を出力する磁気電気変換素子35を設ける。センサ部23から出力する電気信号に基づいてモータの稼働を判定する回転判定部43を設ける。回転判定部43の判定に基づいてモータの起動回数や稼働時間を積算する積算部44を設ける。積算部44で積算された稼働時間を表示する表示部27を設ける。
(もっと読む)
物品選別装置
【課題】 装置を大型化せず、且つ生産効率を低下させず、しかも、物品へ衝撃を与えることなく確実な選別排除が可能となる物品選別装置を得る。
【解決手段】 物品Wを所定の搬送方向に順次搬送する搬送手段2と、前記搬送手段2上の前記物品Wを前記搬送方向と異なる方向に選別する選別手段13と、前記物品Wに対応した、検査手段21からの選別信号を受けて前記選別手段13を制御する選別制御手段4bと、前記選別信号に基づいて前記搬送手段2の搬送速度を減速するように制御する搬送速度制御手段4aとを具備する。
(もっと読む)
41 - 60 / 76
[ Back to top ]