
Fターム[3F027AA03]の内容
Fターム[3F027AA03]に分類される特許
1 - 20 / 89
鋼板の精整ライン搬送方法
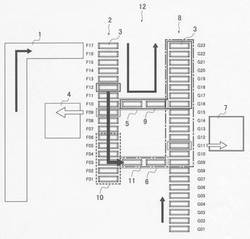
【課題】退避位置に鋼板を退避させ、また搬送経路を変更することもできる鋼板の搬送方法の提供。
【解決手段】剪断後の鋼板を搬送する精整ラインであり、第1渋滞判定ゾーンの鋼板占有率がA%未満の場合は第2搬送テーブル列に鋼板を搬送し、第1渋滞判定ゾーンの鋼板占有率がA%以上で且つ、第1搬送テーブル列の後方に設定された第2渋滞判定ゾーンの鋼板占有率がB%以上の場合は第1仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第2トランスファー以降第2搬送テーブル列前方に設定された第3渋滞判定ゾーンの鋼板占有率がC%以上の場合は第2仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第3渋滞判定ゾーンの鋼板占有率がC%未満の場合は第2搬送テーブル列に鋼板を搬送する。
(もっと読む)
重量検知装置およびこれを備えた紙葉類処理装置

【課題】高速で搬送される紙葉類の重量を連続的に精度良く検知することができる重量検知装置、この重量検知装置を備えた紙葉類処理装置を提供する。
【解決手段】実施形態によれば、重量検知装置10は、回転体34a、34bに挟まれた状態で上流側から搬送されて来る紙葉類を受取って紙葉類の重量を検知する重量検知装置であって、紙葉類を搬送する搬送路に独立して設けられた支持体12と、前記支持体上に設けられ、紙葉類を回転体で挟んで搬送する搬送機構14と、紙葉類を搬送中の前記搬送機構および支持体の重量を検知する重量センサ16と、少なくとも前記支持体よりも上流側の上流側搬送機構における紙葉類の搬送速度を検出する検出器50と、前記検出器により得られた速度情報を基に、前記搬送機構による紙葉類の搬送速度が、検出された搬送速度と一致するように、前記搬送機構の搬送速度を制御する制御装置52と、を備えている。
(もっと読む)
基板搬送装置
【課題】走行中の基板を基板停止位置で停止させる時間を短くすることができ、タクトタイムが無駄に長くなるのを抑えることができる基板搬送装置を提供する。
【解決手段】基板を搬送する搬送部と、前記搬送部を駆動させることにより、基板を加速、定速、減速走行させるとともに、基板を特定の割合で減速させる設定減速度が設定可能な搬送駆動部と、前記搬送駆動部を制御する駆動制御部と、を備える基板搬送装置であって、前記搬送部には、走行中の基板の位置を検知する位置センサーと、走行中の基板を停止させる基板停止位置が設定されており、前記駆動制御部は、前記基板停止位置と設定減速度とから減速開始遅延時間を演算し、前記位置センサーにより定速走行中の基板が検知された後、減速開始遅延時間だけ基板を定速で走行させ、減速開始遅延時間経過後、減速を開始させる。
(もっと読む)
異常検出機能付き搬送装置用軸受ユニットおよびコンベア設備
【課題】 センサ,電源,配線系の構成が簡素で、集中管理が行い易く、軸受の的確な異常検出に貢献できる異常検出機能付き搬送装置用軸受ユニットを提供する。
【解決手段】 転がり軸受6をハウジング8内に設置してなり、コンベア1等の搬送装置に装備される搬送装置用軸受ユニット10に適用する。軸受6の状況を検出するセンサ11と、このセンサ11で検出した情報を無線送信する送信機13と、環境エネルギによって発電する発電素子14を有する電源12とを設ける。前記発電素子14としては、振動発電素子や熱発電素子を用いる。コンベア1におけるコンベアローラ4や、プランマブロック等に適用する。
(もっと読む)
ローラコンベヤ、及びその滑り検出方法
【課題】駆動ベルトの交換時期を適切に判定できるローラコンベヤ、及びその滑り検出方法を提供する。
【解決手段】ローラコンベヤ1は、荷物3を受け止める複数のローラ5と、駆動源7により回転する駆動プーリー9と、前記駆動プーリー9に巻掛した駆動ベルト13と、駆動プーリー9の回転する加速度を検知する加速度検知手段15と、加速度検知手段15の検知した加速度の大きさを判定する判定手段17とを備える。判定手段17は、所定期間に加速度検知手段15により加速度の検知された回数に基づき警告を出力するコンピュータである。加速度検知手段15は、駆動プーリー9に取付けた加速度センサである。
(もっと読む)
ワークの仕分け設備、その制御方法及びプログラム
【課題】単線の搬送路から複数列の仕分け棚にワークを格納する構成としつつ、ワークの順序の入れ替えの可能範囲を広げる。
【解決手段】ワークを一列に搬送する仕分け前搬送テーブル1と、各々複数のワークを一列に格納することのできる複数列の仕分け棚3a〜3cとを備え、仕分け前搬送テーブル1は、順方向及び逆方向のいずれにもワークを搬送することができる。仕分け前搬送テーブル1の順方向の上流側から第1仕分け棚〜第X仕分け棚が配列されている場合に、先行ワークを順方向に搬送して、第(x+1)仕分け棚(x:0〜X−1)の前に位置させる手順と、次ワークを順方向に搬送して、第x仕分け棚に棚入れする手順と、第(x+1)仕分け棚の前に退避させていた先行ワークを逆方向に搬送して、第x仕分け棚に棚入れする手順とを行う。
(もっと読む)
コンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラ
【課題】搬送物を一まとめにすることが可能であり、且つモータとゾーンコントローラの必要個数を減少させることができるコンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラを提供することを課題とする。
【解決手段】コンベア装置120は、ゾーンAA〜ACが搬送方向に直列に配置されたものである。ゾーンAA〜ACは、集合型ゾーンコントローラ101で制御される。ゾーンAA〜ACは、各々通常のものよりも搬送ローラ5の本数が多く、全長Lが長いので、主たる搬送物を、間隔を開けて3個載置することができる。存荷センサーSa〜Scは、それぞれゾーンAA〜ACの最も末端の位置にある。集合型ゾーンコントローラ101では、複数の搬送物を適度の間隔を設けて一まとめにする動作を各ゾーンの在荷センサーSa〜Scの信号と、プログラム上のタイマーの組み合わせによって実現している。
(もっと読む)
缶体搬送状態異常検出装置
【課題】缶体の搬送状態の誤検出をなくして、搬送状態の異常を確実に検出することができる缶体搬送状態異常検出装置及び缶体搬送状態異常検出方法を提供する。
【解決手段】缶体搬送状態異常検出装置1は、コンベア21に載置されて下流側に搬送される缶体3の搬送状態を判定し、前記コンベア21の搬送速度に対応した基準信号Pを出力する基準信号出力部13と、前記缶体3の搬送状態を監視し、前記缶体3の搬送状態を示す搬送信号S1を出力する搬送状態監視部12と、前記搬送状態監視部12から入力された前記搬送信号S1に基づいて前記缶体3の搬送状態の異常を検知すると、前記搬送信号S1および前記基準信号Pに基づいて、異常が検知された前記搬送信号S1の直近の所定期間内で異常と判定された時間の積算時間が所定時間を超過している場合に、前記缶体3の搬送状態が異常であると判定する異常搬送判定部11と、を備える。
(もっと読む)
物品の収納設備
【課題】本発明は、容器の種類によって必要な出荷数の容器に物品を収納させるための物品の収納設備を提供することを目的とする。
【解決手段】物品の収納設備10は、容器12a,12b,12c,12dの移送および待機をおこなう第1の移送手段14、容器12a,12b,12c,12dを物品16の収納位置まで移送する第2の移送手段18、第1の移送手段14から第2の移送手段18に容器12a,12b,12c,12dを供給する容器供給手段20を備える。
(もっと読む)
搬送設備
【課題】搬送用姿勢での被保持部から前後方向の一方側の端部までの長さが異なる複数種の物品を搬送装置にて搬送した場合に、その複数種の物品の種類を判別ことができる搬送設備を提供する。
【解決手段】搬送装置3が、搬送用姿勢での被保持部5から前後方向の一方側の端部7までの長さが異なる複数種の物品1,2を搬送するように構成し、被保持部用設定位置Aに被保持部5が位置して物品用設定位置Bに位置する物品1,2を検出する物品検出手段と、物品検出手段にて検出された物品に検出作用してその物品の前後方向の一方側の端部7を検出する端部検出手段12と、物品検出手段の検出情報と端部検出手段12の検出情報とに基づいて物品1,2の種類を判別する判別手段とを設ける。
(もっと読む)
パレット支持装置及びパレット支持方法
【課題】コンベア及びパレットの磨耗を低減する技術を提供する。
【解決手段】コンベアにより搬送されるパレットであって、底面の一部に形成されコンベアに支持されるベース部と、底面内でベース部に対し搬送経路の幅方向の異なる位置に形成されたガイド部とを有するパレットと、ガイド部に対し幅方向の同じ位置に配置される第1ローラと、ガイド部に対し幅方向の同じ位置に配置され且つ第1ローラより搬送方向側に設けられ且つ第1ローラの径に等しい径を有する第2ローラとを備え、ガイド部は、搬送方向へ向かって高くなるように形成された第1スロープと、第1スロープより搬送方向側に設けられ且つ搬送方向へ向かって高くなるように形成された第2スロープとを有し、第2スロープ下端の高さは、第1スロープ上端の高さ以上であることを特徴とするパレット支持装置である。
(もっと読む)
基板搬送装置
【課題】基板の搬送方向の曲がりを搬送しながら補正する基板搬送装置を提供する。
【解決手段】コロによって基板を搬送する基板搬送装置であって、載置された基板を搬送し、基準速度で回転するコロと、基準速度に対して加減速された速度で回転するコロで構成される複数の搬送コロと、前記搬送コロを備えた複数のコロ軸と、前記コロ軸を回転駆動させる駆動用モータと、搬送中の基板の曲がりを検知するセンサーと、前記センサーからの出力信号によって基板の曲がり度合いを検出する基板曲がり検出装置と、前記基板曲がり検出装置からの出力信号を得て、前記搬送コロの内、基準速度に対して加減速された速度で回転するコロの回転速度を調整するための調整用モータを制御する制御装置と、前記調整用モータの回転によってコロの回転速度を加減速させる差動装置を備え、基板の搬送中の曲がりを補正することを特徴とする基板搬送装置。
(もっと読む)
フリーフローコンベヤにおけるセンサーユニット
【課題】接点の継断時の電気的スパークが発生することないため、クリーンルーム内を高いクリーン度に保つことができ、製品の品質を保った状態で搬送することが可能なフリーフローコンベヤを提供する。
【解決手段】各センサーユニット21a・21b、23a・23b、一腕部に検知回転体31が回転可能に支持されると共に他腕部の両側に作動部27aが設けられ、軸29を中心に搖動するように支持された搖動アーム27、搖動アーム27を、常には中立位置に付勢して上記検知回転体を製品に当接可能にする弾性部材35、搖動アーム27の各作動部27a側に設けられ、搖動アーム27の搖動に伴って移動する作動部27aにより検知信号を出力する一対の無接点型センサ37,39、から構成する。
(もっと読む)
ピッキング設備およびピッキング設備におけるバッテリの充電方法
【課題】ピッキング作業終了の都度、投入表示器用のバッテリの残量をチェックするといった面倒な作業を不要にし得るピッキング設備を提供する。
【解決手段】ピッキング棚に収納された物品を所定の搬送ラインBに沿って順次搬送される集品容器10に投入するようにされると共に、集品すべき物品を指示する物品要求情報を表示する投入表示器が各集品容器10に設けられてなるピッキング設備において、搬送ラインBの所定位置に投入表示器のバッテリに充電を行う充電器82が配置された充電エリアFBを設け、所定個数の集品容器10を、予め決められた稼動日間隔でもって、ピッキング作業終了後に、自動的に充電エリアFBにて停止させると共に、充電すべき集品容器10であることを、当該集品容器10の投入表示器に表示させるようにしたもの。
(もっと読む)
位置決め装置
【課題】パレットの製作精度などの影響を受けることなく、一定枚数積み重ねられた金属板の水平方向の位置決めを精度良く行うことができる位置決め装置の提供を目的とする。
【解決手段】位置決め装置1は、一定枚数の金属板6が積み重ねられ載置されたパレット61を搬送するローラコンベア2、このローラコンベア2の上流側及び下流側に配設され、パレット61を移動させる一対の移動手段3、ローラコンベア2を昇降させる昇降手段4、及び、金属板6の角度及び位置を計測するための計測手段5などを備え、計測手段5の計測した角度及び位置にもとづいて、移動手段3がパレット61を移動させ、金属板6を位置決めする。
(もっと読む)
ストック装置
【課題】順次投入される複数品種の箱を一時的にストックするストック装置において、設備コストや設置床面積を抑えると共に品種の切り替わりや品種数の増減に対して柔軟に対応可能とし、高い稼動効率の実現を図る。
【解決手段】ストック装置1は、箱Wを移動させると共にストックするコンベア2と、コンベア2に沿って配置された開閉ストッパ31〜33と、コンベア2の下流の停止ストッパ30と、各ストッパの位置における箱Wの有無を検出する箱検出センサ40〜43と、コンベア2に投入される箱Wの品種情報を取得する品種情報取得センサ5と、各部の動作を制御する制御部6とを備える。制御部6は、新たに投入された箱Wに対し、品種情報に基づいて品種切替有りと判断した際に、箱検出センサ40〜43によって箱Wが検出されていない最下流位置の開閉ストッパ31〜33を閉状態として、品種切替前後の箱Wを互いに区分してストックした状態とする。
(もっと読む)
板状物の搬送量検出装置及び搬送量検出方法並びに板状物の切線加工装置及び切線加工方法
【課題】本発明は、板状物の搬送量を正確に検出することができる板状物の搬送量検出装置及び搬送量検出方法、並びに、板状物を精度よく切線加工することができる板状物の切線加工装置及び切線加工方法を提供する。
【解決手段】本発明は、帯状板ガラスGに当接される第1ロール102が熱膨縮して角速度(ω1)が変動しても、第1ロール102の周速度(Vt)は不変であること、すなわち、第1ロール102の周速度(Vt)は第1ロール102の直径、角速度に影響されないことに着目してなされたものである。すなわち、本発明の搬送量検出装置100によれば、雰囲気温度によって直径が変動する第1ロール102の表面に、第2ロール104を当接して、第1ロール102の不変な周速度(Vt)で第2ロールを回転させ、第2ロール104の角速度(ω2)回転量に応じてエンコーダ106から発生するパルス信号に基づいて、帯状板ガラスGの搬送量を検出する。
(もっと読む)
コントローラ、ローラコンベア装置、ローラコンベア装置の制御方法、ならびにプログラム作成支援プログラム
【課題】構成部品の削減が可能であり、制御方法の自由度を向上可能なコントローラ、ローラコンベア装置、ローラコンベア装置の制御方法、ならびにプログラム作成支援プログラムを提供する。
【解決手段】モータを有したローラコンベア装置を、制御可能なコントローラであって、モータ制御基板を有し、モータ制御基板は、ロジック内蔵ドライバ14と、書き換え可能なメモリ16と、CPU16とを有する。CPU16と、書き換え可能なメモリ16とを有したモータ制御基板は、略コンピュータである。よって、PLC等の外部の制御装置、ならびにPLCを収納する制御盤を削減できる。
(もっと読む)
薬品トレイ供給装置
【課題】薬品トレイ内を仕切る仕切板の位置が適切であるか否かを判断する。
【解決手段】仕切板20を取り付けることにより内部が複数の収容部に区画された薬品トレイ18が所定位置に位置決めされているか否かをトレイ検出センサにより検出する。略矩形状の板状体からなり、板状体の一方の第1側縁部が駆動シャフト21を中心として検出位置と非検出位置の間で回動可能に支持され、板状体の他方の第2側縁部が仕切板20に対応する位置にそれぞれ切欠部22aを有するブラケット22を駆動部材21cにより回動させる。制御部材は、トレイ検出センサにより所定位置に薬品トレイ18が位置決めされていると判断されれば、ブラケット22を非検出位置から検出位置に向かって回動させ、仕切板検出センサにより全ての仕切板20が検出されなければ、エラーであると判断する。
(もっと読む)
摩耗度合い診断ローラ
【課題】ベルトコンベヤのローラの摩耗度合いを、外観から客観的に診断することができるようにして、ローラの交換時期の判断をベルトコンベヤの稼働中でも容易に知ることができるようにする。
【解決手段】パイプ1と、このパイプの軸芯に貫通するシャフト2と、上記パイプの両端内に設けて上記シャフトの端部を軸承する軸受3とからなるローラAにおいて、上記パイプの外周面に凹入部8を設けて、この凹入部に上記パイプの摩耗度合いを診断する充填材9を充填した構成を採用する。
(もっと読む)
1 - 20 / 89
[ Back to top ]