
Fターム[3F027FA14]の内容
Fターム[3F027FA14]に分類される特許
1 - 20 / 28
物品検査装置
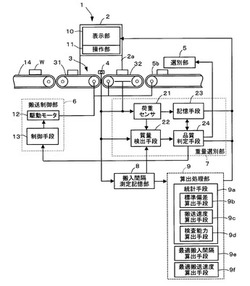
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔tを測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔tの内の所定範囲内の搬入間隔tに関する統計量を算出する統計手段9aと、統計手段9aにより算出された搬入間隔tに関する統計量に基づいて、搬入間隔tに関するヒストグラムを表示するヒストグラム表示手段10とを備える。
(もっと読む)
箱詰め装置の運転方法

【課題】 物品収容部外へと物品を飛び出させるリスクおよび無端ベルトへの過剰負荷が、従来例よりも低減する箱詰め装置の運転方法を提供する。
【解決手段】 箱詰め装置100の運転方法は、整列コンベア2の運転パターンが、物品1の受け渡しにおける整列コンベア2での物品の処理能力に応じて区分けされている。そして、制御装置30が、検出手段20を用いて物品供給コンベア3での物品1の供給能力のサンプリングを行い、このサンプリングデータに基づいて物品1の供給能力の最大値を抽出し、この最大値に適合する運転パターンの設定値を用いて整列コンベア2での物品1の処理能力を調整する方法である。
(もっと読む)
物品の収納設備
【課題】本発明は、容器の種類によって必要な出荷数の容器に物品を収納させるための物品の収納設備を提供することを目的とする。
【解決手段】物品の収納設備10は、容器12a,12b,12c,12dの移送および待機をおこなう第1の移送手段14、容器12a,12b,12c,12dを物品16の収納位置まで移送する第2の移送手段18、第1の移送手段14から第2の移送手段18に容器12a,12b,12c,12dを供給する容器供給手段20を備える。
(もっと読む)
搬送速度算出装置および搬送速度算出方法
【課題】搬送速度に加えて、被搬送物が何個連なっているのかを把握する。
【解決手段】エア搬送装置により被搬送物(PB)を搬送し、被搬送物を搬送方向における被搬送物の幅方向最大箇所が通過する平面上に配置された第一投光器(31a)から投光されて、第一受光器(31b)により受光される光が被搬送物の搬送方向における幅方向最大箇所により遮光された遮光回数及び遮光時間を第一記録部(21)に記録し、幅方向最大箇所とは異なる幅方向箇所が通過する平面上に配置された第二投光器(32a)から投光されて、第二受光器(32b)により受光される光が被搬送物の搬送方向における幅方向最大箇所により遮光された遮光回数及び遮光時間を第二記録部(22)に記録し、第一及び第二記録部により記録された遮光回数及び遮光時間に基づいて、搬送される被搬送物の搬送速度と、に加えて、被搬送物が何個連なっているのかを算出する。
(もっと読む)
郵便物処理装置及び郵便物処理方法
【課題】大きさ、厚さ、重さが多種多様な郵便物を途切れずに一通ずつ搬送して処理することが可能な郵便物処理装置及び郵便物処理方法を提供する。
【解決手段】郵便物Pを一通ずつ送る一通送り部11と、連続して配置されるバッファ10及び9と、一通送り部11及びバッファ10の満杯を検知する量検知センサ15c及び15bと、バッファ10内の郵便物を一通送り部11へ搬送する搬送ベルト13bと、バッファ9内の郵便物をバッファ10へ搬送する搬送ベルト13aとを有する郵便物処理装置の郵便物処理方法であって、量検知センサ15cにより一通送り部11の満杯が検知されていない場合、搬送ベルト13bに郵便物を一通送り部11に搬送させ、量検知センサ15bによりバッファ10の満杯が検知されていない場合、搬送ベルト13aに郵便物をバッファ10に搬送させる。
(もっと読む)
容器搬送装置
【課題】多数のボトルを一列に連続的に搬送する際、複数のボトルが連続搬送状態になったときに先頭のボトルに過大な押圧力が作用するのを抑制する。
【解決手段】ラベル装着システム1のラベラー2には複数のコンベア31A,31B,31C,…を一列に配置して多数のボトルBをラベラー2に供給するラベル搬送装置3が設けらる。コンベア31Aには各ボトルBのラベラー2への供給タイミングを調整するスクリュー4が設けられ、このスクリュー4の上流側に複数のボトルBを連続搬送状態にするボトル蓄積区間が設けられている。コンベア31A〜31Cのうち、コンベア31Bは順逆両方向に搬送方向が切換可能なコンベアで構成される。ボトル蓄積区間のボトルBの連続搬送状態の数が所定数以上なると、コンベア31Bの搬送方向を逆方向に切り換え、コンベア31B上のボトルBに上流側方向の押圧力を発生させることで、連続搬送状態の先頭のボトルBに作用する押圧力を低減する。
(もっと読む)
物品撮影方法および物品撮影装置
【課題】多列、かつ、ランダムな状態で搬送される多数の容器を、カメラで撮影しカウントすることにより、容器の数を正確に把握する。
【解決手段】撮影コンベヤ上に2台のカメラを設置し、搬送されている容器を撮影する。撮影された画像は制御装置16の画像処理部18に送られて二値化処理されキャップの中心座標を算出されて記憶部20に記憶される。容器がキャップの径の大きさだけ移動する前に、制御装置16の指令部22からの指示により次の画像を撮影する。この画像のキャップも中央座標を算出され、記憶部に記憶されている前回の座標データと比較され、移動位置認識部28で容器の移動位置が認識される。キャップのサイズ分だけ移動する前に次の撮影を行うので、同じ容器の新旧の情報を確実にリンクさせることができ、撮影した画像から容器の数を正確にカウントすることができる。
(もっと読む)
仕分け設備
【課題】仕分け指示のある仕分け容器の視認性を高め、誤仕分けの可能性を低減でき、仕分け作業の精度を向上できる仕分け設備を提供することを目的とする。
【解決手段】複数の仕分け容器21を搬送できる仕分けライン41A,41Bを備え、前記仕分けライン41A,41Bをそれぞれ構成する無端チェーンに、仕分け容器21が載置される物品支持体48を取り付け、これら物品支持体48上の仕分け容器21の載置位置に対応して物品支持体48に、無端チェーンの回動により移動する移動表示器51を取り付け、移動表示器51の第1ランプ52により、ピッキング対象の仕分け容器21を指示する構成とする。この構成によれば、仕分け容器21とともに、物品21の仕分けを指示する移動表示器51が移動されることにより、仕分け容器21の視認性が高まり、誤仕分けの可能性を低減でき、仕分け作業の精度を向上できる。
(もっと読む)
ワークの搬送装置
【課題】ワークが相互に干渉することなく搬送順位通りに搬送でき、省電力化を図る。
【解決手段】ワークの搬送装置1は、第1のセンサ21が第1のワークW1を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第1のワークW1を搬送するとともに、その後第2のセンサ22が第1のワークW1を検知したとき、第1の搬送コンベア11および第2の搬送コンベア12を停止させるワーク投入ステップと、第1の搬送コンベア11を駆動させて第2のワークW2を搬送し、第1のセンサ21が第2のワークW2を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第2のワークW2を搬送して、第1のワークW1および第2のワークW2を所定の離隔量だけ離隔して第2の搬送コンベア12上に留置するピッチ送りステップと、を連続して実行する。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
減列型物品搬送装置
【課題】 上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置を提供する。
【解決手段】 上流側搬送路10の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサ40a、40b、40cと、物品検出センサからの信号により、上流側搬送路10における各列毎の物品の滞留状態を判断する滞留状態判断回路51と、上流側搬送路10の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部52と、滞留状態判断回路51による判断結果に基づき、供給パターン設定部52に設定してある供給パターンのいずれかを選択する供給パターン選択回路53と供給パターン選択回路53により選択された供給パターンにしたがい上流側搬送路10における物品供給列を選択する物品供給列選択回路54とを含む。そして、物品供給列選択回路54により選択された上流側搬送路10の物品供給列から、下流側搬送路20に物品を供給する。
(もっと読む)
仕分け装置及び仕分け装置制御方法
【課題】搬送装置における搬送速度を適正な値に制御することにより、電力消費の無駄を削減することができる仕分け装置及び仕分け装置制御方法を提供する。
【解決手段】水平に重ねられた状態でカセットC1,C2に収納されて少なくとも一つの搬入ポートから搬入される複数種類の複数の被搬送物101を、種類毎に仕分けて、各種類に対応された複数の仕分けポートに搬送し、各仕分けポートに設置されたカセットC3〜C10に搬出する仕分け装置において、被搬送物101の搬送状況及び次の搬送予定を把握し、搬送開始後に待ち時間が生ずるか否かを判別し、待ち時間が生ずると判断される場合には、搬送装置1における搬送速度を定格速度より下げ、搬送装置の停止時間を削減する。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
穀物選別機
【課題】粒選別機と色彩選別機とを一体的に配設した場合に、粒大選別機及び色彩選別機の供給流量の調整、及び被選別物の選別原料が異なる場合の、粒選別機及び色彩選別機の各選別要素の調整を迅速かつ容易に行うことができる穀物選別機を提供する。
【解決手段】選別・除去手段の単位時間当たりの選別・除去作動回数から単位時間当たりの不良粒除去率を算出するとともに、該不良粒除去率と予め設定された基準の不良粒除去率とを比較し、前記単位時間当たりの不良粒除去率が基準の不良粒除去率よりも上回れば前記粒大選別部側の選別網筒内に設けた回転体の回転数を下げる制御を行い、単位時間当たりの不良品除去率が基準の不良品除去率よりも下回れば前記回転体の回転数を上げる制御を行う制御手段を設けた。
(もっと読む)
複合コンベア装置、複合コンベア装置の合流制御方法、およびコンピュータプログラム
【課題】待機ワーク数を支流コンベア間で平均化し、待機状態のワークによる上流側への影響を抑制し、合流待ち時間を抑制した搬送効率の高い複合コンベア装置、複合コンベア装置の合流制御方法、およびコンピュータプログラムを提供する。
【解決手段】複合コンベア装置1は、ワークWcをそれぞれ搬送する複数の支流コンベア10(支流コンベア10−1、支流コンベア10−2、・・・、支流コンベア10−m)と、支流コンベア10によって搬送されたワークWcを支流コンベア10に対応させたそれぞれの合流位置CP(合流位置CP−1、合流位置CP−2、・・・、合流位置CP−m)で合流させて搬送する本流コンベア20と、支流コンベア10から本流コンベア20へのワークWcの合流を制御する合流制御部30とを備える。
(もっと読む)
物品の流れを取り扱う装置及び方法
所定の進行速度vinで搬入される(例えば、使い捨て吸収パッドのような製品A)物品の流れから始まって、物品Aの搬出の流れを形成する装置10であって、装置は、長手方向に搬入される物品Aの流れを受け入れるスクリューコンベア14を含む。スクリューコンベアは、少なくとも1つのスクリュー142を含み、当該スクリューの螺旋は、進行する物品Aと作用して、スクリュー142による物品Aの搬送を決定する。最初の進行速度に対して物品Aの搬送速度を変化させるように、スクリュー142の回転速度が調整される。特に、スクリュー142による物品Aの搬送速度(vapp)が、最初の進行速度(vin)の約数となるように調整され、物品Aの搬出の流れには、積み重ねられた物品のグループが含まれる。各グループは、初期進行速度(vin)とスクリュー142の搬送速度(vapp)との間の比に等しい数の物品Aを含む。 (もっと読む)
ストックコンベア上ワーク数検出方法
【課題】ストックコンベア上のワークの数を正確に把握可能なストックコンベア上ワーク数検出方法の提供。
【解決手段】ワーク11を搬送するストックコンベア20と、ストックコンベア20上に備えられワーク無し状態を検出する第1検出センサ31と、ワークフル状態を検出する第2検出センサ32とを備えるストックコンベア上ワーク数検出方法において、ワーク11をカウントするワークカウンタと、第1検出センサ31と連動する第1タイマーと、第2検出センサ32と連動する第2タイマーとを備え、第1検出センサ31がワーク11を検出しなくなったことをトリガーに第1タイマーが作動し、第1タイマーが第1設定値を越えた時点で、ワークカウンタのカウント数を0とし、第2検出センサ32がワーク11を検出したことをトリガーに第2タイマーが作動し、第2タイマーが第2設定値を超えた時点で、ワークカウンタのカウント数を規定値とする。
(もっと読む)
物品仕分け装置
【課題】物品の形状に関わらず、物品が傾斜シュートから排出されたことを確実に検出することが可能であり、取り扱いが簡単な物品仕分け装置を提供すること。
【解決手段】搬送手段によって搬送された物品Mを所定の位置に配置された傾斜シュート110に排出する物品仕分け装置において、傾斜シュート110の上方部位に物品滑降時に物品Mの表面を帯電させる荷電部112を有し、荷電部112より下方部位に物品Mの帯電量を検出することによって、物品Mが傾斜シュート110を滑降したことを検知する電荷検出部113を有し、電荷検出部113のさらに下方に物品Mの表面に帯電した電荷を除電する除電部116を有することによって、上記の課題を解決する。
(もっと読む)
搬送システム
【構成】 シュート上の物品をセンサが所定時間以上継続して検出すると、シュートのコンベヤと分岐器とを停止させ、待機時間経過後に短時間コンベヤのみを再起動する。この間にセンサが物品を検出しなくなると、コンベヤを動作させると共に分岐器も作動させ、物品を検出したままの場合、再度待機時間の間待機する。
【効果】 シュートの下流側に空きスペースができると、シュートを自動的に再起動できる。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
1 - 20 / 28
[ Back to top ]