
Fターム[3F112EB02]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 巻芯等(ケンスを除く)の交換 (92) | 巻取、堆積側での交換 (74) | 巻取完了パッケージ、満管取外し (31)
Fターム[3F112EB02]に分類される特許
1 - 20 / 31
糸巻取装置及びロットチェンジ方法
【課題】 ロットチェンジに際し、ロットチェンジ前の給糸ボビンを取り除くためのオペレータの作業負担を軽減し得る糸巻取装置及びロットチェンジ方法を提供する。
【解決手段】 巻取ユニット1は、ボビン支持部10、ボビン供給部11、巻取部12、糸量判定部及び制御装置80を備える。支持部10は、給糸ボビン3を支持する。供給部11は、複数のボビン3を保持し、支持部10にボビン3を順次に供給する。巻取部12は、ボビン3の糸Yをパッケージ6として巻き取る。糸量判定部は、パッケージ6として巻き取られた糸Yの糸量を判定する。制御装置80は、ロットチェンジ情報が入力された場合において、糸量判定部によって判定された糸量がパッケージ6の満巻に相当する糸量となったきには、巻取部12に糸Yの巻取動作を停止させ、支持部10にボビン3の排出動作を実行させる。
(もっと読む)
玉揚装置及びそれを備える糸巻取機

【課題】玉揚時にパッケージが受ける衝撃を軽減するとともに、様々な形状のパッケージに対応可能な玉揚装置を提供する。
【解決手段】玉揚装置60は、支持部材と、ボビン案内用シリンダ62と、を備える。支持部材は、ボビン48に紡績糸が巻かれたパッケージ45を支持する。ボビン案内用シリンダ62は、パッケージ45が支持部材により支持された状態で、満巻のパッケージ45を、支持部材がパッケージ45を受け取るときの当該パッケージ45の位置(第1位置)から、パッケージ受け部84(第2位置)へ搬送するために、支持部材を駆動する。
(もっと読む)
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
玉揚げ装置
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
糸条巻取機
【課題】押し出し部材やボビンホルダの破損、及び、パッケージの品質低下を防止しつつ、ボビンホルダから複数のパッケージを取り外す。
【解決手段】糸条巻取機は、ターレット4に、一方向に長い軸状の2つのボビンホルダ5の一端が支持されている。ボビンホルダ5には、複数のボビン9が装着されている。ターレット4は、ボビンホルダ5の位置を巻取位置P1と待機位置P2の間で切り換える。糸条巻取機は、押し出し板21をボビンホルダ5の基端から開放端に移動させる。すると、押し出し板21が、待機位置P2にあるボビンホルダ5に装着された最もターレット4側に位置するパッケージ10のボビン9の端面における左右両端部に接触し、このパッケージ10を前方に押し出し、複数のパッケージ10を取り外す。押し出し板21は、ターレット4の回転にともない移動するボビンホルダ5の移動領域から離れた位置に退避可能である。
(もっと読む)
線材巻取り用スプール、これを用いた線材の巻取り装置および線材の巻取り方法
【課題】線材を巻き取った後の線材端末の引き出し工程についても自動化することができ、これにより作業効率を向上することが可能な線材巻取り用スプール、これを用いた線材の巻取り装置および線材の巻取り方法を提供する。
【解決手段】線材を巻き取るためのスプール10である。一方のフランジ部11aの外側に、フランジ部11aとの間で線材を挟持可能であって、略十字形にフランジ部11aを覆うクリップ12が固設され、かつ、フランジ部11aの、クリップ12に覆われていない縁部のうち少なくとも一箇所に、切欠き部13が設けられている。
(もっと読む)
溶接ワイヤ巻取機
【課題】ボビンのチャック手段への装脱着が確実かつ容易に行え、巻取られる溶接ワイヤの曲がり癖も矯正しつつ、巻取時の不具合や巻姿不良を生ずることなく巻取可能な溶接ワイヤ巻取機を提供する。
【解決手段】チャック手段1が、対向する1対のテーパ面4a,4bと、これら1対のテーパ面4a,4bを軸方向Cに伸縮させてボビン2を装脱着可能な伸縮機構5とを備え、回転軸3にピン6aを有する係合金具6が固定される一方、前記ボビン2の側面にピン孔2bが設けられ、前記係合金具6のピン6aが前記ボビン2のピン孔2bに差込まれて係合可能とされると共に、前記チャック手段1へのボビン2装脱着時には、ボビン2が載置されるボビン載置台8を上昇して、前記伸縮機構5の伸縮により前記ボビン2を装脱着する一方、溶接ワイヤの巻取運転中は、前記ボビン載置台8を下降して退避可能な昇降手段が備えられている。
(もっと読む)
最内外層のバンチ形成を防止できる糸巻取装置およびこれを用いた糸移動方法
【課題】満ボビンにおける最外層のバンチ集中現象と、空ボビンにおける最内層のバンチ集中現象とを防止できる糸巻取装置と方法を提供すること。
【解決手段】回転ドラムと、その上下に回転可能に設けられ、一側端部にトランスファーテール溝が形成されたボビンが装着されたボビンホルダと、上部のボビンに糸が所定トラバース幅で巻き取られるようにするトラバースローラ部と、上部のボビンに接して糸に一定圧力を与えるフリクションローラ部とを備える糸巻取装置において、糸の経路をトラバース位置から離脱させるシフトガイドと、糸の移動・切断時に糸をボビンのトランスファーテール溝にガイドするトランスファーテール形成部と、糸の移動・切断時に糸の経路をボビンのトランスファーテール溝側にガイドするスイングガイド部とを有し、ボビンは、糸の切断用として内向のスロット溝が形成されていることを特徴とする。
(もっと読む)
糸巻取装置およびこれを用いた糸移動方法
【課題】糸切断・移動用の別の装置がなくても、単純に回転ドラムを180°回転させた状態で糸の切断と移動を行える糸巻取装置および方法を提供すること。
【解決手段】本発明は、回転ドラムに設けられた上下のボビンホルダに空ボビンを装着し、上部に装着した空ボビンが満ボビンとなるまでスライドボックスから糸を巻き取る段階と、上部ボビンが満ボビンとなると、スライドボックスを上昇させ、回転ドラムを反時計回りに回転させるスライドボックスの上昇および回転ドラムの回転段階と、回転ドラムを180°回転させることにより、満ボビンを下部に、空ボビンを上部に位置させ、満ボビンと空ボビンとの間の糸を張力によって切断し、糸を空ボビンに移動させる段階と、満ボビンの回転停止段階と、空ボビンに一定のトラバース幅で糸を巻き取るスライドボックス下降段階とからなる糸移動方法と装置を特徴とする。
(もっと読む)
糸巻取機
【課題】巻取ボビンを交換するための構成を簡素化することによって、装置構成をコンパクトにするとともに、製造コストを低減できる糸巻取機を提供する。
【解決手段】ワインダは、巻取ボビン21を回転駆動するための巻取軸31を有する巻取ユニット11と、巻取軸31の上流から搬送されてくる糸を糸ごとに吸引捕捉するための複数のノズル54を有する切替装置12と、を備える。巻取ボビン21の交換は、所定長となったパッケージより上流側の糸をノズル54によって吸引捕捉し、この状態で、巻取軸31からパッケージを取り出して、空の巻取ボビン21を当該巻取軸31に装着させることによって行う。
(もっと読む)
精紡機に設けられたパッケージ交換装置
【課題】パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにする。
【解決手段】グリッパユニット15が、空の糸巻管7を収容するための第1のグリッパ13aと、満管の糸パッケージ17を収容するための第2のグリッパ13bとを有しているようにした。
(もっと読む)
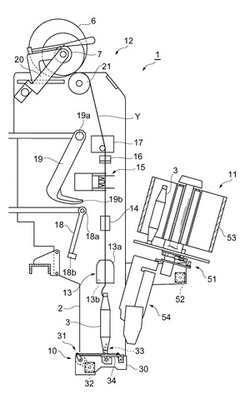
糸を巻き取るための装置
本発明は、糸をパッケージ(7.2)に巻き取るための装置であって、少なくとも1つの突出したパッケージスピンドル(3.2)が設けられていて、該パッケージスピンドル(3.2)の周囲に、パッケージ(7.2)を受容するための少なくとも1つの巻管(6.2)が、差し嵌め可能及びクランプ可能であり、さらに、パッケージ(7.2)の巻成終了後に巻管(6.2)を押し出すための押出し装置(8)が設けられており、該押出し装置が、パッケージスピンドルに対して平行に可動の押しエレメント(15)を有していて、該押しエレメント(15)が、リニア駆動装置(16)によって往復案内可能である形式のものに関する。このような形式の装置において本発明では、満管ボビン及び空の巻管を簡単な手段でかつ高い頻度で押し出すことができるようにするために、パッケージスピンドル(3.2)の周囲に、軸方向可動の押しリング(13.2)が保持されていて、該押しリング(13.2)は、巻管(6.2)のためのストッパを形成しており、押しエレメント(15)は、パッケージ(7.2)が選択的に押しリング(13.2)を用いて又は押しリング(13.2)なしに押出し可能であるように形成されている。 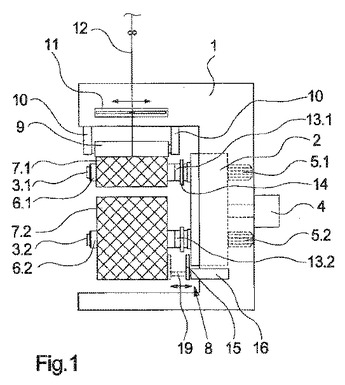 (もっと読む)
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
糸巻取装置
【課題】ボビン切換時における空ボビンへの糸巻き付き不良を低減するとともに、空ボビンに巻き付いた後に形成されるバンチ巻の量を正確に管理することが可能な、糸巻取装置を提供すること。
【解決手段】糸巻取装置は、ボビン切換時に糸Yが空ボビン20bを経由して満巻パッケージ21に至る状態となったときに、この糸Yをトラバース範囲よりもボビン20の軸方向外側のバンチ巻位置に寄せる糸寄せガイド30と、空ボビン20bからの糸Yが満巻パッケージ21から落ちるのを防止する糸落ち防止ガイド31と、糸寄せガイド30によりバンチ巻位置に寄せられた糸Yを把持する糸把持機構40とを備えている。さらに、糸把持機構40の固定ガイド41は糸落ち防止ガイド31に一体的に設けられるとともに、糸把持機構40の可動部42は糸寄せガイド30に一体的に設けられている。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止すること。
【解決手段】ペッグトレイ列の下方においてペッグトレイ通路5cに沿って往復移動可能、かつ上下動不能に配設された移送レール10に、ペッグトレイPの係止凹部に係脱可能に変位する係止爪15,16とペッグトレイ通路5cに沿った移送レール10の往復移動を案内するレールガイド13,14を配設する。そして、レールガイド13,14は、係止爪15,16に対応する箇所に配置する。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
糸条巻取機
【課題】パッケージの巻太りに応じてコンタクトローラをスムーズに移動させることができ、パッケージに付与される接圧のばらつきを抑制することが可能な、糸条巻取機を提供すること。
【解決手段】糸条巻取機1は、本体フレーム10に支持されるとともに、ボビン20が装着されるボビンホルダ13と、本体フレーム10に上下方向に移動可能に支持された昇降枠11と、ボビンホルダ13と平行に配置され、ボビン20又はボビン20に形成されたパッケージ21の外周面に接触するコンタクトローラ15と、昇降枠11に上下方向に移動可能に設けられ、且つ、コンタクトローラ15を回転自在に支持する支持プレート22と、支持プレート22を昇降枠11に対して上下方向に案内する案内ユニット25とを備えている。
(もっと読む)
糸巻取装置
【課題】巻取パッケージを確実に排出する。
【解決手段】クレードル7により回転可能に支持されている巻取ボビン5の下方から搬送コンベア12の手前まで延びていると共に、搬送コンベア12に向かって下るように傾斜したガイド13が設けられている。支持解除レバーを回動させることにより、クレードル7に支持されている巻取ボビン5の支持を解除する際に、ユニットコントローラ20により、巻取ボビン5を駆動するボビン駆動モータが、巻取パッケージ6を排出方向に回転させるように制御される。
(もっと読む)
玉揚装置およびそれを備えた繊維機械
【課題】巻取管ストッカーに貯留されている巻取管をチャッカーで把持する際、その把持位置を一定にすることができる玉揚装置およびそれを備えた繊維機械を提供する。
【解決手段】チャッカーによる巻取管9の把持の際、把持される巻取管9以外の巻取管9を退避させるセパレータ69に支持されていて、かつ、セパレータ69の巻取管退避動作に従動して巻取管9の一方側端部に当接することにより、把持される巻取管9の他方側端部を巻取管ストッカー65の位置決め部材65aに押し付ける押付部材60cを備えた、巻取管位置規制手段60を含む玉揚装置6とした。
(もっと読む)
1 - 20 / 31
[ Back to top ]