
Fターム[3J030BC03]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | 金属材 (527) | 表面処理が施されているもの (138)
Fターム[3J030BC03]に分類される特許
1 - 20 / 138
耐摩耗性と面疲労特性に優れた高周波焼入歯車およびその製造方法
【課題】優れた耐摩耗性と面疲労特性を備え、自動車や各種産業機械に用いて好適な歯車およびその製造方法を提供する。
【解決手段】質量%で、C:0.25〜0.65%、Si:0.70〜2.00%以上、Mn:0.30〜2.00%、Cr:1.50%以下、必要に応じて、Nb:0.010〜0.060%、Ti:0.005〜0.050%、B:0.0005〜0.0100%の1種以上を含有し、(1)式で計算されるZの値が15≦Z≦30で、残部がFeおよび不可避的不純物からなる成分組成を有し、高周波焼入れ部の組織が焼戻しマルテンサイト主体で内部に粒径300nm未満の炭化物が100μm2当り90個以上微細に分散している高周波焼入れ歯車。Z=10Si+Cr+50(D×Ceq)/A (1)ここで、Si、Crはそれぞれの元素の含有する量(質量%)を示す。Dは焼入れ性指数、Ceqは炭素当量、AはAc3変態点とする。上記成分組成の鋼を、熱間鍛造を行った後に焼入れ・焼戻しを行い、その後歯車形状に加工し、表面硬化熱処理として高周波焼入れ・焼戻しを行う。
(もっと読む)
ウォーム減速機及び電動パワーステアリング装置
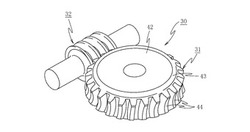
【課題】歯打ち音が低減し、振動も低減し、耐久性を向上させることができるウォーム減速機を提供する。
【解決手段】ウォーム32と、ウォームホイール31とが噛合してなるウォーム減速機30である。ウォーム32はアルミダイカスト製であり、このウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
(もっと読む)
歯車及び変速装置

【課題】歯面間の摩擦係数が小さくなる作動領域を広くすることが可能な歯車を提供する。
【解決手段】互いに噛み合う一対の歯車15、16であって、各歯車15、16の歯面15b、16bには、複数の凹凸が設けられるとともに複数の凹凸のうちの凸部30の先端が除去されて凸部30の頂部30aが平らになっているプラトー構造表面になるように処理が施され、第3ドライブギア15の歯面15bのJIS B 0671−2で定義される突出谷部深さRvkが第3ドリブンギア16の歯面16bの突出谷部深さRvkより大きく、かつ第3ドライブギア15の歯面15bにおいて凹部31が占める面積が第3ドリブンギア16の歯面16bにおいて凹部31が占める面積よりも大きい。
(もっと読む)
遊星歯車装置
【課題】車両の自動変速機や、車両用減速差動装置に用いられる遊星歯車装置のピニオンギヤ軸受の潤滑を、油圧ポンプを使用することなく良好にして、当該軸受の寿命を延長させ、しかも当該軸受とピニオンギヤとの間のクリープ発生の懸念を解消することである。
【解決手段】遊星歯車装置において、キャリヤ32に取り付けられるピニオンシャフト31の周囲に、深溝玉軸受33を配置して、深溝玉軸受33によってピニオンギヤ29を回転自在に支持し、深溝玉軸受33とピニオンギヤ29と間の位置ズレ防止手段を設けた構成とした。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
ウォーム減速機
【課題】 高効率なウォーム減速機を提供すること
【解決手段】 ウォームギヤのウォームホイールに対する摺動面と、ウォームホイールのウォームギヤに対する摺動面の少なくともいずれか一方または両方にDLC膜が形成される。このDLC膜は、シリコンおよび、フラーレンから生成したグラファイト結晶子を含む。またこのDLC膜のラマンスペクトルを波形分離して得られるグラファイト構造のGバンドの面積に対するDバンドの面積比R(=Id/Ig)は0.6以上である。
(もっと読む)
螺旋状歯付きロープ
【課題】
本発明は、製造時において接着剤の塗りムラ等の問題が生じることがなく、第一ロープと第二ロープとの接着強度が高い螺旋状歯付きロープを提供することを目的とする。
【解決手段】
本発明の螺旋状歯付きロープは、第一芯材に第一樹脂を被覆してなる第一ロープと、第二芯材に第二樹脂を被覆してなる第二ロープとからなり、上記第一ロープの外周に上記第二ロープが螺旋状に巻回されている螺旋状歯付きロープであって、上記第一樹脂及び上記第二樹脂のうちの少なくとも一方には、上記第一樹脂の昇温特性と上記第二樹脂の昇温特性とを異ならしめるように赤外線反射率調整材が含まれており、上記第一ロープと上記第二ロープとが溶着していることを特徴とする。
(もっと読む)
ラックバー及びその製造方法
【課題】 高い精度でかつ安価にラックバーを製造できるようにする。
【解決手段】 鋼管(10)の穴に埋込芯金(14)を装着したままラック歯成形部を鍛造したラックバー及びその製造方において、埋込芯金(14)が鋼管(10)よりも軟質の金属で作られる。埋込芯金(14)の表面に波形が形成される。その波形は、底部(20)を大きく、頂部(22)を幅狭にした形状にする。
(もっと読む)
鋼製歯車およびその製造方法
【課題】従来より高い寸法精度を有する鋼製歯車を提供する。
【解決手段】鋼製歯車1は、外周面20aに歯形10が形成された外周リング部2、内周面20bから内方に延設されたフランジ部3を有する。外周リング部2は、フランジ部3との連結部Lよりも軸方向一方側に突出する第1突出部21、他方側に突出する第2突出部22を備える。第1突出部21と第2突出部22の軸方向長さは略同等である。外周リング部2には、歯形10の表層の浸炭層4と、浸炭層4を含み外周面20aから内方に向かう深さが浸炭層4の深さよりも深い領域であって高周波誘導加熱によりオーステナイトになるまで加熱された履歴を有する熱履歴層5とが形成されている。歯底104から内方に向かう熱履歴層5の深さTは、フランジ部3との連結部Lよりも第1突出部21及び第2突出部22の方が深く、第1突出部21と第2突出部22とにおいて略同等である。
(もっと読む)
鋼製歯車およびその製造方法
【課題】従来より高い寸法精度を有する鋼製歯車を提供する。
【解決手段】鋼製歯車1は、外周面20aに歯形10が形成された略円筒状の外周リング部2と、外周リング部2の内周面20bから径方向内方に延設されたフランジ部3とを有する。外周リング部2は、フランジ部3との連結位置よりも軸方向一方側に突出する第1突出部21と軸方向他方側に突出する第2突出部22とを備える。第1突出部21の軸方向長さは第2突出部22の軸方向長さよりも長い。外周リング部2には、歯形10の表層に形成された浸炭層4と、浸炭層4を含み外周面20aから内方に向かう深さが浸炭層4の深さよりも深い領域であって高周波誘導加熱によりオーステナイトになるまで加熱された履歴を有する熱履歴層5とが形成されている。歯形10の歯底104から内方に向かう熱履歴層5の深さTは、第1突出部21よりも第2突出部22の方が深くされている。
(もっと読む)
冷間鍛造性およびねじり強度に優れた高周波焼入れ用鋼、およびその製造方法
【課題】鋼部品に成形するときの冷間鍛造性が良好で、しかも高周波焼入れ後における鋼部品のねじり強度を高くできる高周波焼入れ用鋼、およびその製造方法を提供する。
【解決手段】C:0.4〜0.65%(質量%の意味。化学成分について以下同じ)、Si:0.01〜0.5%、Mn:0.65%超、2%以下、P:0.03%以下(0%を含まない)、S:0.002〜0.1%、Cr:0.30〜3.0%、Al:0.06〜0.50%、B:0.0005〜0.010%、N:0.02%以下(0%を含まない)を含有し、残部は鉄および不可避不純物からなる鋼であり、該鋼は球状化組織を有するものとする。
(もっと読む)
トロイダル型無段変速機
【課題】中間ディスク(一体型のディスク)の外周ギヤ部の耐久性を向上できるトロイダル型無段変速機を提供する。
【解決手段】このトロイダル型無段変速機では、一対の出力側ディスク3,3を1つのディスクに一体化して成る一体型の出力側ディスク3A(軸方向両側面を断面円弧形の凹面3aとしている)の外周面に出力歯車4に対応するギヤ部3bを直接形成されている。この一体型の出力側ディスク3の外周ギヤ部3bに硬化層が形成され、この硬化層の深さは、ギヤ部3bと噛み合う歯車の硬化層深さよりも深く設定されている。
(もっと読む)
ギヤ付きシャフトの製造方法、ギヤ付きシャフト及びミキサータンク
【課題】耐久性を改善したギヤ付きシャフトの製造方法を提供する。
【解決手段】
軸部(42)における少なくとも一部の外周壁(42b,42d)に精密ショットピーニングを施す工程と、孔(44a,46a)が形成されており外壁の少なくとも一部に歯面(44e,46e)を有するギヤ部(44,46)の内周壁(44b、46b)に精密ショットピーニングを施す工程と、精密ショットピーニングを施された前記軸部と前記ギヤ部とを、嵌合により、前記ギヤ部の前記孔に前記軸部の前記外周壁を挿通させた状態で固定する工程と、を有するギヤ付きシャフトの製造方法。
(もっと読む)
歯車伝動装置
【課題】歯車間の摩擦係数をより適切に調整することができる歯車伝動装置を提供する。
【解決手段】歯車伝動装置1は、複数の異なる性状の歯面22a〜22cを軸方向に有する駆動側歯車2と、駆動側歯車2と噛合された被駆動歯車3と、駆動側歯車2及び被駆動歯車3の少なくとも一方を軸方向に移動し、駆動側歯車2と被駆動歯車3との噛合い位置を変更する変更機構4と、を備え、駆動側歯車2は、その歯面22a〜22c上の微小な凹部及び凸部のうち、凸部の高さまたは凹部の深さのいずれか一方が異なるよう形成されることで、複数の異なる性状の歯面22a〜22cを有し、駆動側歯車2及び被駆動歯車3の運転状態の変動に応じて、歯車間の接触状態を一定に保つように、被駆動歯車3と噛み合う位置の駆動側歯車2の歯面22の性状が変更機構4により変更されることを特徴とする。
(もっと読む)
トロイダル型無段変速機
【課題】歯車一体型ディスクの歯車部の耐久性の向上を図ることができるトロイダル型無段変速機を提供する。
【解決手段】このトロイダル型無段変速機には、一対の出力側ディスクと出力歯車とが一体に設けられた歯車一体型ディスク40が用いられている。歯車一体型ディスク40の歯車部41を有する外周部は、高周波焼入れにより表面硬化層47が設けられている。歯車一体型ディスク40の外周面からの表面硬化層47の深さは、内側面3aの最深部48に至る。これにより、歯42の基端部で応力集中が生じるのを抑制できる。したがって、歯車一体型ディスク40の長寿命化を図ることができる。
(もっと読む)
ピニオンギヤ高周波加熱処理装置とその熱処理方法
【課題】ピニオンギヤのシャフト部に形成されるネジ部の円周上を均一に加熱して加熱斑を防止して熱処理の信頼性向上を図り、さらに装置のコスト、コンパクト化を図ったピニオンギヤの熱処理装置および熱処理方法を提供する。
【解決手段】ピニオンギヤ7の軸部72を環状に囲繞する高周波加熱コイル61と、軸部72の軸線GLが高周波加熱コイル61の軸線CLと略一致すると共に、高周波加熱コイル61の内周面と軸部72の外周面とに全周にわたり均一な隙間63を有するように軸部72を内嵌してピニオンギヤ7を支持する筒状のガイド部材4と、ガイド部材4をガイド部材4の軸線RL周りに回動させる歯車機構3と、歯車機構3を駆動する駆動モータ31と、該駆動モータ31及び加熱装置6を制御する制御装置11とを備えている。
(もっと読む)
機械構造部品及びその製造方法
【課題】シリコン単結晶材料を用いる機械構造部品は、強度を補うために結晶方位の異なる単結晶材料を積層した、複合基板が用いられるが、積層面の接合部にシリコン酸化膜を用いるため、高精度の加工が困難であるという課題があった。
【解決手段】本発明の機械構造部品は、積層するシリコン単結晶の接合面に、高融点金属シリサイド膜を用いる。高融点金属シリサイド膜は、従来用いられるシリコン単結晶のエッチング加工と同様のドライエッチングによって、シリコン単結晶と共に連続的に加工することができ、部品の加工精度を向上させることができる。
(もっと読む)
アジマス推進器
【課題】ドブ漬けによる潤滑がなされるポッド内傘歯車ユニットの良好な歯当たりを維持でき、歯当たりの状況を容易に観察及び確認できるアジマス推進器を提供する。
【解決手段】駆動軸の動力伝達方向を変換する傘歯車ユニットを用いて船内に設置された動力源からポッドのプロペラまで駆動力を伝達する駆動力伝達機構を備え、この駆動力伝達機構が、動力源に連結された船内水平駆動軸から船内傘歯車ユニットを介して垂直駆動軸6に駆動力を伝達し、さらに、垂直駆動軸6からポッド内傘歯車ユニット20を介してポッド内水平駆動軸に駆動力を伝達してプロペラを駆動させるアジマス推進器において、ドブ漬けにより潤滑されるポッド内傘歯車ユニット20を構成する傘歯車21,22の歯面Gに軟質金属のメッキ層Mを形成した。
(もっと読む)
摺動部材
【課題】相手部材の材質によらずに、その相手部材の摩耗を抑制することができる摺動部材を提供すること。
【解決手段】摺動部材100は、鋼材などを用いて形成された基材200と、基材200の表面を被覆するFe−DLC膜300とを備えている。Fe−DLC膜300は、摺動部材100の摺動面101の少なくとも一部を形成し、相手部材400の表面と摺動する。Fe−DLC膜300は、Feが添加されたDLCからなる堆積膜である。この実施形態では、Fe−DLC膜300におけるFeの濃度はたとえば約3at.%である。相手部材400は、非鉄系の軟質材料(たとえばCu材料など)を用いて形成されている。
(もっと読む)
疲労強度に優れた歯車およびその製造方法
【課題】自動車および各種産業機器等の高い面圧疲労強度の要求される歯車とその製造方法を提供する。
【解決手段】特定成分の鋼を、鍛造または鍛造後の機械加工により歯車形状とした後、浸炭(浸窒)焼入焼戻しを行い、その後ショットピーニングを行って製造する際、浸炭表層部:歯車の表面から30μm深さまでの残留γ組織(体積%)が25%以上、58%以下で、ショットピーニング後には7%以下であり、その他はマルテンサイト組織を有し、前記浸炭表層部の結晶粒度が8.5以上で、且つショットピーニング後の歯面および歯元の表面の圧縮残留応力が1500MPa以上で、表面の硬さがHV850以上で、残留γ量、歯面ビッカース硬さおよび歯面残留応力を因子とするパラメータ式を満足する歯車。
(もっと読む)
1 - 20 / 138
[ Back to top ]