
Fターム[3J031BC10]の内容
プーリ (3,974) | プーリ、転動体の材料、製造方法 (697) | 製造、加工工程が開示されるもの (122)
Fターム[3J031BC10]に分類される特許
1 - 20 / 122
樹脂プーリ
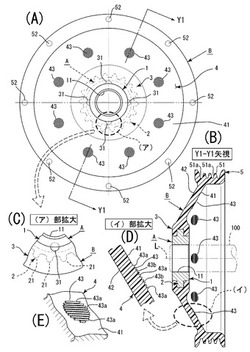
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
樹脂プーリ

【目的】軽量でボス部を小形とし且つ強度が確保された樹脂プーリとすること。
【構成】環状部1の外周側面で且つ軸方向中間箇所から直径方向に突出すると共に周方向に沿って突出部2が形成された金属製のブッシュAと、突出部2が内周側にインサートされるプーリボス部3とプーリボス部3を直径中心として形成される円錐形状の椀状部4と椀状部4の外周に形成されたベルト掛部51が形成された外筒部5を有する樹脂プーリ本体Bとからなること。椀状部4の内側面41の延長線Laと、外側面42の延長線Lbとの間の領域に、突出部2の少なくとも一部が位置し、且つ外側面42の延長線Lbと突出部2とは交わらない構成としてなること。
(もっと読む)
プーリシーブ面加工方法及びプーリシーブ面加工用ラッピング装置
【課題】プーリシーブ面の表面粗さのプロフィールが、摩擦係数と耐摩耗性を確保するプロフィールとなるように安定的に加工すること。
【解決手段】プーリシーブ面加工方法は、プライマリプーリ1のシーブ面11,12とセカンダリプーリ2のシーブ面21,22に金属チェーン3を掛け渡して変速する無段変速機CVTに用いられるプーリ1,2において、第一工程81と第二工程82と第三工程83とを備えた。第一工程81は、プーリ1,2のシーブ面11,12,21,22に表面硬さを施すマイクロショット加工処理工程7の後、プーリ1,2のシーブ表面粗さのバラツキを平準化する。第二工程82は、シーブ表面に形成された溝の深さ度合いを評価する溝深さRzを、所定の目標値となるように施工する。第三工程83は、シーブ表面に形成された凹凸による平坦度合いを評価する平坦面積率Rmrを、所定の目標値となるように施工する。
(もっと読む)
浸炭部材、浸炭部材用鋼および浸炭部材の製造方法
【課題】大幅なコストアップを伴うことなく耐摩耗性を向上させることが可能な浸炭部材、これの半製品である浸炭部材用鋼、浸炭部材の製造方法を提供する。
【解決手段】化学成分が、質量%で、C:0.10〜0.30%、Si:0.50〜2.00%、Mn:0.30〜1.50%、P:0.035%以下、S:0.035%以下、Cr:1.35〜3.00%、Al:0.020〜0.060%、および、N:0.0080〜0.0250%を含有し、残部がFeおよび不可避不純物よりなり、摺動面は、浸炭異常層がなく、表面炭素濃度が0.7〜0.9質量%の範囲内にあり、最表面からの深さ50μmまでにおける組織のトルースタイト面積率が1%以下である浸炭部材とする。浸炭処理工程の浸炭期におけるカーボンポテンシャルは1.3%以上とする。
(もっと読む)
プーリ
【目的】樹脂本体の内周部分に金属ブッシュをインサートしたプーリに係り、特に内周部分の金属ブッシュと外周部分の樹脂部分との結合力を向上させたプーリとすること。
【構成】ボス本体部1の外周側面の軸方向中間箇所に周方向に沿って複数のセレーション歯2が形成された金属ブッシュAと、プーリボス部3とベルト掛外筒部5を有する樹脂本体Bとからなること。ベルト掛外筒部5から遠距離側を金属ブッシュAの正面側とし、セレーション歯2の正面側の側面は根元より先端に向かって垂直面21a,傾斜面21b,微小平面21cにて構成され、傾斜面21bは先端に向かって肉厚が薄くなるように構成され且つ微小平面21cは垂直面21aと平行とすること。
(もっと読む)
プーリ及びその製造方法
【課題】耐摩耗性を有すると共に、軽量化を図ったプーリを得る。
【解決手段】断面形状が略U字または略V字状に形成されて径方向外側に開いたプーリ溝8を有する外輪部材2を備える。また、外輪部材2の内周を装着可能な外筒部10と、外筒部10の一端側と接続し径方向内側に延出した周壁部12と、外筒部10の他端側から径方向外側に拡径した傾斜鍔部14とを有する内輪部材4を備える。外輪部材2と内輪部材4とをプレス成形する。外筒部10に装着した外輪部材2を傾斜鍔部14に接触させ周壁部12の一部から径方向外側に折り曲げ形成したかしめ部16を外輪部材2に接触させ、かしめ部16と傾斜鍔部14とにより外輪部材2を挟んで外輪部材2と内輪部材4とをかしめ固定した。内輪部材4は、外筒部10と同芯上に間隔をあけて内周に軸受部材6が装着される内筒部20を有し、内筒部20の一端側に周壁部12を接続した。
(もっと読む)
電動パワーステアリング装置、およびその製造方法
【課題】第1軸受機構および第2軸受機構により駆動回転体を支持する構成を備え、そのうえで駆動回転体の構造についての選択の自由度が高い電動パワーステアリング装置、およびその製造方法を提供する。
【解決手段】電動パワーステアリング装置は、転舵シャフトの往復運動を補助する電動モータ21と、この電動モータ21の出力軸21Aに取り付けられる駆動プーリ41と、電動モータ21が取り付けられるハウジング30とを備えている。駆動プーリ41の第1取付部分42には、第1軸受機構50が設けられている。駆動プーリ41の第2取付部分43の内部には、第2軸受機構70が設けられている。
(もっと読む)
樹脂製プーリ
【課題】ベルト案内面の真円度が悪化しても、ベルトの叩き音を低減することができる樹脂製プーリを提供する。
【解決手段】ベルト案内面22aを外周に有する樹脂製のプーリ本体2を、転がり軸受1の外輪12の外周にインサート成形により一体成形した樹脂製プーリPにおいて、前記プーリ本体2は、内部に無数の気泡25が形成された熱可塑性樹脂からなる。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
プーリの成形方法
【課題】筒状の金属部材から無段変速機のプーリを成形する方法を提供する。
【解決手段】筒状の金属部材4をプレスして固定プーリ1を成形する場合に、シーブ3の外周端となる第1曲げ部7で曲がった金属部材4の筒部5を、第1曲げ部7を基点として中心軸O側へ曲がる角度で傾斜した第1テーパ部14を有する第1金型10と、第2テーパ部15を有する第2金型12とによってプレスし、第2傾斜面13を成形する。その後、シーブ角で傾斜する第3テーパ部24を有する第3金型21と、第4金型23とによって金属部材4をプレスし、固定プーリ1を成形する。
(もっと読む)
動力伝達要素及びその製造取付け方法
【課題】簡単且つ安価に製造可能であるにもかかわらず長い使用期間中に優れた性能特性を有するように動力伝達要素を改良すること。
【解決手段】環状突起体(4)は、ハブ(2)の内周面(11)によって密に包囲される外周面(10)を有し、接触面(6、7)は当該動力伝達要素の規定通りの使用中に締付けボルト(1)によって軸方向で相接して圧接されており、回転軸(9)に取り付けられた当該動力伝達要素における周方向(12)での動力伝達は、締付けボルト(1)によって応力嵌合で回転耐性を備えて軸方向に相接して圧接された前記接触面(6、7)を用いてのみ行われることを特徴とする。
(もっと読む)
非対称的なトルク感受性クラッチ作用を示すベルト車
【構成】シャフト係合ハブ、ベルト車部材、シャフト係合ハブにネジ係合したナット、およびベルト車部材とナットとの間に設けられたブレーキ部材を有する、自動車付属部品駆動システムを使用対象とするベルト車装置である。このシャフト係合ハブが付属装置の入力シャフトに係合し、これと一体回転する。ベルト車部材、ブレーキ部材およびナット間が摩擦係合し、ベルト車部材からトルクを入力シャフトに伝達する。ベルト車部材は、内側結合面および外周ベルト係合面を有する。ナットは、外側結合面を有する。ブレーキ部材は、ナットの外側結合面に摩擦係合する第1結合面、およびベルト車部材の内側結合面に摩擦係合する第2結合面を有する。 (もっと読む)
ベルト式無段変速機用のプーリ
【課題】リングの脱落を防止できる外径寸法を確保しつつプーリの製造コストを低減する。
【解決手段】固定回転体14aおよび可動回転体14bの外周部に、別体に製作された脱落防止部材50、60が圧入等により一体的に固定されており、その脱落防止部材50、60によってリング22が凹溝30から脱落することを防止する。このため、脱落防止部材50、60を除いた本体部分、すなわち固定回転体14aおよび可動回転体14bの外径寸法が小さくなり、製造コストが低減される。すなわち、高強度が得られる高価な材料の使用量が少なくなるとともに、鍛造加工時の荷重が低下したり浸炭のために一度に炉内に投入できる数が増加したり研磨時間が短くなったりするなどして、固定回転体14aおよび可動回転体14bの製造コストが低減される。脱落防止部材50、60については高強度が要求されないため、比較的安価な材料を用いて安価に製造できる。
(もっと読む)
ベルト式無段変速機用プーリーの製造方法
【課題】油保持性の向上を図ることができ、耐摩耗性が向上したベルト式CVTプーリーを再現性よく製造することができ、しかも、工程の簡略化、コストの低廉化を図ることができるベルト式無段変速機用プーリーの製造方法を提供する。
【解決手段】接触面の形状を形成する研削工程と、形成された前記接触面の表面粗さを粗くすることにより、接触面に溝部を形成する溝部形成工程と、前記溝部が形成された前記接触面の表面をラップフィルムにて研磨して潤滑油を保持させるための油溝を残す接触面研磨工程とを有し、前記接触面の表面粗さは、最大高さ粗さRzが4μm以下、粗さ曲線要素の平均長さRSmが30〜60μm、粗さ曲線のスキューネスRskが−2.7〜−0.6(無単位)、突出山部高さRpkが0.09μm以下、突出谷部深さRvkが0.4〜1.3μmである。
(もっと読む)
ベルト式無段変速機
【課題】製造コストの低減を図ることができるベルト式無段変速機を提供する。
【解決手段】互いに平行に配置される2つの軸(入力軸10及び伝達軸40)と、入力軸10に固定される固定シーブ21、及び入力軸10に軸方向に摺動可能かつ相対回転不能に支持される可動シーブ22を有する入力プーリ20と、伝達軸40に固定される固定シーブ51、及び伝達軸40に軸方向に摺動可能かつ相対回転不能に支持される可動シーブ52を有する出力プーリ50と、前記2つのプーリに巻回されるベルト90と、を具備し、入力プーリ20及び出力プーリ50の各固定シーブ(固定シーブ21及び固定シーブ51)は、対応する前記軸(入力軸10及び伝達軸40)と別体に形成した。
(もっと読む)
合成樹脂製プーリ
【課題】製造コストをいたずらに高くする事なく、外周面の真円度を向上できる合成樹脂製プーリを提供する。
【解決手段】連結部17が軸方向中心よりも反ゲート側にオフセットして設けられ、反ゲート側の補強リブ18bの方がゲート側の補強リブ18aよりも円周方向に幅が広く設定されているので、射出成形時に溶融樹脂の外径側への流れ込みを均等化し、冷却速度のバラツキを抑える事ができるので、製造コストをいたずらに高くする事なく、外周面の真円度を向上できる
(もっと読む)
樹脂成形品
【課題】 射出成形により製造される樹脂歯車や樹脂プーリーなどの樹脂成形品において、成形品外周部の精度が高い樹脂成形品を提供する。
【解決手段】 樹脂の射出成形により一体に成形され、円環状の外周部11と回転軸となる軸部13とがウェブ14によって連結された樹脂成形品において、ウェブ14には、複数のゲート痕16,16が軸部を囲むように円状に配置され、
ウェブ14のゲート痕16よりも外周側には、円周方向に沿ってリブ15が立設され、
リブ15は、ゲート痕に対応する周方向位置(AG位置)におけるリブ高さが、ゲート痕とゲート痕の間に対応する周方向位置(AI位置)におけるリブ高さよりも高く形成されている。
(もっと読む)
プーリ軸受ユニット
【課題】表面処理による真円度崩れが無く、かつコスト安価な自動車エンジン補機ベルト支持用プーリ軸受ユニットを提供する。
【解決手段】自動車エンジン補機ベルト支持用プーリ軸受ユニットにおいて、プーリは、圧延成形された平板状鋼板をメッキ処理後に、中心にシャフト孔を有する円環状に打ち抜き加工した成形素材に、シャフト孔を中心にして凹設された、軸受外輪を嵌合収容する円筒状の嵌合部と、円環外周を略水平方向に折り曲げ加工して周方向に連続したベルト受け部とを形成してなり、プーリの円筒状の嵌合部には、前記軸受の外輪が圧入嵌合されており、メッキ処理層は、プーリ軸受ユニットとして完成したときに5〜20μmの厚さでプーリ全体に形成され、軸受の真円度は、プーリに圧入嵌合された状態で0.007mmよりも小さいことを特徴とする。
(もっと読む)
Vベルト無段変速機のプーリ構造
【課題】成形加工が容易で形状の自由度が高く、高い精度のプーリを低コストで製造することができるVベルト無段変速機のプーリ構造を供する。
【解決手段】Vベルト無段変速機のプーリ構造において、プーリ半体90sと同プーリ半体90sを支持する円筒状のプーリ支持スリーブ92とが別体で構成され、プーリ半体90sにプーリ支持スリーブ92が圧入結合され一体化してプーリが構成され、円環状の抜け止め部材121,122によりプーリ半体90sがプーリ支持スリーブ92から抜け止めされるVベルト無段変速機のプーリ構造。
(もっと読む)
プーリ付き軸受
【課題】シール部材の密封性を維持しつつ、軸受内部の圧力が変化しても、シール吸着が発生しないようにする。
【解決手段】内輪4と外輪5の間に複数の転動体6を介在し、内輪4と外輪5の間の軸方向両端部を環状のシール部材8,9で封止した転がり軸受2と、その転がり軸受2の外輪5の外周面に固定された樹脂プーリ3とを備えたプーリ付き軸受において、一方のシール部材8は、内輪4または外輪5に形成されたシール溝10の内側溝壁15に接触するシールリップ14を有し、他方のシール部材9は、内輪4または外輪5に形成されたシール溝10の外側溝壁17に接触するシールリップ16を有する。
(もっと読む)
1 - 20 / 122
[ Back to top ]