
Fターム[3J059EA03]の内容
Fターム[3J059EA03]に分類される特許
1 - 20 / 159
防振支持具
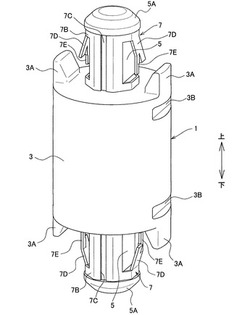
【課題】 上記点に鑑み、軸方向(スラスト方向に加え、軸方向と直交する方向(ラジアル方向)の振動も吸収可能な防振支持具を提供する。
【解決手段】 ベースの取付穴を貫通して延びる支持部5を防振具本体3に一体成形する。これにより、スラスト方向の振動は、主に防振具本体3に吸収される。一方、ラジアル方向の振動は支持部5が剪断変形することにより吸収される。つまり、支持部5がクリップ部7を介してベースに組み付け固定されているので、ラジアル方向の振動が防振支持具1に作用すると、支持部5がラジアル方向に剪断変形する。したがって、ラジアル方向の振動は支持部5が剪断変形することにより吸収される。
(もっと読む)
スタビライザブッシュおよび軸受装置

【課題】簡易な金型で成型可能なスタビライザブッシュの構造を提供する。
【解決手段】スタビライザブッシュ1のブッシュ本体11に、外周面119から張り出した単一のフランジ115を形成するとともに、スタビライザ6を貫通孔111に挿入するためのスリット112と、セレーション114と、剛性調節および樹脂量削減のための凹部122とを、スタビライザブッシュ1のブッシュ本体11に設けられた貫通孔111の軸αの方向に形成している。このため、貫通孔111の軸αの方向に移動する上型(可動型)および下型(固定型)のみからなる2プレート金型を用いて、スタビライザブッシュ1を成型することが可能となる。
(もっと読む)
スタビライザブッシュ及びその製造方法
【課題】断面C字状の仕切部材が埋設された筒状ゴム弾性体を含むスタビライザブッシュを良好な製作性をもって有利に製造可能な技術を提供する。
【解決手段】軸直角方向に開口する開口部34が軸方向全長に延びるように設けられた断面C字状の仕切部材20を、筒状ゴム弾性体18内に、それが内側の部分38と外側の部分36とに仕切られるように埋設すると共に、仕切部材20の中心軸に対して開口部34と対称に位置する仕切部材20部分と、かかる仕切部材20部分が埋設される筒状ゴム弾性体18部分とが位置する周上の一箇所に、仕切部材20と筒状ゴム弾性体18とをそれぞれ周方向に分断する切割り42を、軸方向の全長に亘って延びるように設けて、構成した。
(もっと読む)
ゴム支承およびその製造方法
【課題】外観品質を悪化させることなく、上下端板の平行度を向上させることができるゴム支承およびその製造方法を提供する。
【解決手段】鋼板3と未加硫のゴム層4とを交互に積層した未加硫のゴム積層体2の上下端にそれぞれ上端板5、下端板6を配置した成形体1の少なくとも一方の端板に形成されたボルト穴7に、その端板を貫通するベントホール8を設け、この成形体1を、その上下面および側面を囲む金型11の中に配置して加硫する際に、ベントホール8を通じて、成形体1からガスを成形体1の外部に排出させるとともに、流動する未加硫のゴム層4のゴムをオーバーフローさせる。
(もっと読む)
ばね
【課題】上方移動用および下方移動用の少なくとも一方の用途を適宜選択することができ、選択された用途でのばね定数を低値に適宜調整することができるばねを提供する。
【解決手段】本体部10は、軸線方向断面において、内周部10Aと外周部10Bとの間の中央部が内周部10Aと外周部10Bとを結ぶ直線に対して凸状をなし、その凸状が曲線状をなすような形状を有する。第1フランジ部11を上方移動させる荷重Pが加わると、本体部10が弾性変形して、本体部10の内周部10Aが上方に移動する。第1フランジ部11を下方移動させる荷重Pが加わると、本体部10が弾性変形して、本体部10の内周部10Aが下方に移動する。ばね1の変形では、上方移動時および下方移動時のいずれのときにも、本体部10の径方向に対して引張が加わる引張モードを示すことができ、この場合、曲げ変形をすることができる。
(もっと読む)
スタビリンクおよびその製造方法
【課題】軽量化を図ることができるのはもちろんのこと、成形型を変更することなく、ハウジングの位相角およびハウジング同士の間隔を調整することができるスタビリンクおよびその製造方を提供する。
【解決手段】軽金属あるいは繊維強化プラスチックからなる中実棒、または、中空棒をサポートバー60として用いている。サポートバー60の一端部61を中子として成形型に挿入し、射出成形によりサポートバー60の一端部61にハウジング50を成形することができるとともに、サポートバー60の他端部61を中子として成形型に挿入し、射出成形によりサポートバー60の他端部にハウジング50を成形することができる。この場合、樹脂は成形収縮するから、ハウジング50のボス部52は、サポートバー60の端部61の全周を覆うようにして密着する。したがって、ボス部52による両端部61への締付力は強い。
(もっと読む)
ゴム支承側壁用ゴム組成物およびゴム支承体
【課題】モールド離型性が良好で外観に優れるゴム支承体を実現することができるゴム支承側壁用ゴム組成物およびそれを用いて被覆ゴムを形成したゴム支承体の提供。
【解決手段】天然ゴムおよびエチレン−プロピレン−ジエンゴムを含むゴム成分と、カーボンブラックと、脂肪酸亜鉛塩と、脂肪酸アマイド化合物とを含有し、
前記エチレン−プロピレン−ジエンゴムの含有量が、前記ゴム成分の全質量に対して25質量%以上40質量%未満であるゴム支承側壁用ゴム組成物。
(もっと読む)
防振装置
【課題】加硫金型の構造を簡素化して、加硫成形に要するコストを削減できると共に加硫金型を長寿命化できる防振装置を提供すること。
【解決手段】第1防振基体13が加硫成形される際に加硫金型の注入孔に連結される第1注入跡部14及び第2防振基体23が加硫成形される際に注入孔に連結される第2注入跡部24を第1ブッシュ10の軸方向に沿う一方向から視認できる位置に配置する。加硫金型の注入孔の引き回しやゲートを簡素化し、注入されたゴム状弾性材をゲートで詰まり難くできる。その結果、加硫金型の寿命を向上できる。また、加硫金型における型割り(分割)の方向を一方向にできるので、加硫金型の構造を簡素化することができ、加硫成形に要するコストを削減できる。
(もっと読む)
免震装置用の免震プラグの製造方法及び免震プラグ、並びに、その製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグ、その製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】粉体材料2を一対のスタンパ5で挟み込んで加圧成形する免震プラグ9の製造方法において、少なくとも2回の加圧成形を、スタンパ5の軸線方向Xにて垂直断面視したときに、スタンパの中央部12が加圧方向に突出したV字型の加圧面を有する凸状スタンパ6、及び、スタンパの中央部12が加圧方向とは反対の方向に陥没したV字型の加圧面を有する凹状スタンパ7を用いて行うにあたり、それらスタンパ6、7により加圧成形した後に、スタンパ6、7を、その軸線中心に回転させてから再度加圧成形を行なう免震プラグの製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
繊維強化プラスチック製ばね
【課題】別部材を用いることなく破壊時の破片の飛散を防止することができ、破壊時の荷重変化を小さくすることができる繊維強化プラスチック製ばねを提供する。
【解決手段】FRPばね1は、プラス方向配向層21とマイナス方向配向層22からなる単位ユニット20Aを有する積層構造20を備えている。隣接するプラス方向配向層21およびマイナス方向配向層22の配向方向S1,S2は交差している。各層21,22の配向角度θ1,θ2の絶対値を適宜設定することにより、プラス方向配向層21およびマイナス方向配向層22の繊維は破壊時に絡み合うことができ、ばね全体の破壊様相は疑似延性となる。ばねとして使用できる弾性率および強度を得ることができるとともに、各層21,22では繊維間の樹脂での断裂を防止することができる。
(もっと読む)
高強度中空ばね用シームレス鋼管用素管の製造方法
【解決課題】高強度中空ばね用シームレス鋼管の製造時にその内面表層部における粗大な内面疵の発生を抑制し、高品質のシームレス鋼管用素管の製造方法を提供すること。
【解決手段】
C:0.2〜0.7質量%、Si:0.5〜3質量%、Mn:0.1〜2質量%、Al:0.1質量%以下(0%を含まない)、P:0.02質量%以下(0%を含まない)、S:0.02質量%以下(0%を含まない)及びN: 0.02質量%以下(0%を含まない)を含有する鋼からなり、且つ、その内面表層部における鋼組織の平均結晶粒径が15μm以下に調整された中空ビレットを用いて熱間押出加工を行い、中空シームレス鋼管用の素管を製造することを特徴とする高強度中空ばね用シームレス鋼管用素管の製造方法。
(もっと読む)
免震装置の製造方法
【課題】積層ゴム体の性能値についてのバラツキを低減することの可能な、免震装置の製造方法を提供する。
【解決手段】複数のゴム板16と複数の金属板20とを交互に積層し、加硫処理して積層ゴム本体部30を形成し、積層ゴム本体部30の水平方向の剛性である本体水平剛性を測定し、測定によって得られた本体水平剛性、及び、完成時の免震装置について要求される要求水平剛性に基づいて、積層ゴム本体部30に追加が必要な追加水平剛性を求め、追加水平剛性を有する被覆ゴム18で積層ゴム本体部30の外周を被覆する。
(もっと読む)
防振装置
【課題】許容荷重と低バネ定数を両立させた防振装置を高信頼性および低コストで提供する。
【解決手段】中空筒状の弾性部材4と、防振対象物Xに固定される上側プレート2と、本体フレームYに固定される下側プレート3とを備えた防振装置1である。弾性部材4は、中間部に形成された小径部5と、小径部5から、上側プレート2に向かって内径が拡大する第1大径部6と、下側プレート3に向かって内径が拡大する第2大径部7とを備えていて、第1大径部6の端部に上側プレート2が一体に結合される一方、第2大径部7の端部に下側プレート3が一体に結合されている。上側プレート2は、第1大径部6の端部の開口を覆うように弾性部材4と一体に結合されていて、開口を覆う部位には、防振対象物Xと固定するための締結部材10が設けられている。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
防振装置
【課題】樹脂成形時に注入された樹脂材料により防振脚部が押圧されることを抑制して、樹脂バリの発生を抑制することができる防振装置を提供すること。
【解決手段】第1成形体5100には、ゴム切欠き5050が形成されているので、かかる第1成形体5100を樹脂成形金型400に設置してインサート成形する際には、注入ゲートから樹脂成形金型400内に注入された樹脂材料の流動圧をゴム切欠き5055により逃がすことができ、かかる樹脂材料により外側部材5060(第1壁覆設ゴム52)が押圧されることを抑制できる。これにより、防振脚部50の位置ズレや第1壁覆設ゴム52の変形によるシール不良を引き起こし難くして、樹脂バリが形成されることを抑制することができる。
(もっと読む)
防振連結ロッド
【課題】防振ブッシュのゴム状弾性部に絞りを付与する。
【解決手段】一端部に第1筒状部12と他端部に第2筒状部14を有するロッド本体16と、第1筒状部12内に設けられた第1防振ブッシュ18と、第2筒状部14内に設けられた第2防振ブッシュ20と、を備えた防振連結ロッド10である。ロッド本体16を、第1筒状部12を含む第1部分40と、第2筒状部14を含む第2部分42とに分割し、第1部分40には、第1筒状部12の周方向Cにおける一箇所に割り部分44を設けて、当該割り部分において開かれた形状とする。そして、第2部分42に設けた保持部50で割り部分44を閉じた状態に保持することにより、第1部分40と第2部分42とを結合一体化する。
(もっと読む)
防振装置及びその製造方法
【課題】成形用金型を用いて内筒体及び外筒体にゴム弾性体を加硫一体成形した防振装置及びその製造方法において、バリを取るバリ取り加工を無くす。
【解決手段】成形用金型Mは、外筒体10,11の軸方向一方側の端面に対向当接すると共に、外筒体10,11の内外を連通させ且つキャビティC1,C2から漏れ出た余剰ゴム4a,5aを逃がすゴム逃がし凹部63a,68aが形成された当接面63,68を備えている。外筒体10,11の全面に加硫接着剤を塗布する。外筒体10,11の軸方向一方側の端面にゴム逃がし凹部63a,68aに逃げた余剰ゴム4a,5aを加硫接着する。
(もっと読む)
防振装置および防振装置の製造方法
【課題】防振装置および防振装置の製造方法に関し、特に、防振脚部をブラケット部材にインサート成形する際のバリの発生を抑制して、防振脚部によるストッパ機能を確保することができる防振装置および防振装置の製造方法を提供すること。
【解決手段】樹脂成形金型400は、第2押圧面部402eがシール面部53aを型締め方向へ向けて押圧するので、両面部402e,53aの押圧を強固とできる。よって、キャビティCに注入された樹脂材料を両面部402e,53aの間に浸入し難くして、バリの発生を抑制できる。また、両面部402e,53aの間に樹脂材料が浸入してバリが発生しても、ストッパ面部が段差53cの分だけシール面部53bが突出されているので、ストッパ面部のストローク(圧縮代)を確保して、そのストッパ機能を発揮させることができる。
(もっと読む)
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
防振ゴム及びその製造方法
【課題】防振ゴムにおいて、空間部に不可避的に形成されるバリを破る工程を省略するとともに、防振ゴム本来の性能を維持しつつ、バリに起因する反転音の発生を抑制する。
【解決手段】第1パイプ部材23及び第1外筒体13と、筒軸方向と垂直な分割面61aを有する成形用金型61を用いて、第1パイプ部材23と第1外筒体13とを連結するように、これらの間に成形された第1ゴム弾性体33とを備え、第1ゴム弾性体33に、筒軸方向両外側に開口して筒軸方向に延びる第1及び第2すぐり孔33a,33bが形成された第1ゴムブッシュ3である。第1及び第2すぐり孔33a,33bは、成形用金型の分割面に不可避的に形成される第1及び第2バリ43,53によってそれぞれ筒軸方向に仕切られている。第1及び第2バリ43,53には、第1ゴム弾性体33と同時成形された貫通孔43a、43b,43b,53aが設けられている。
(もっと読む)
1 - 20 / 159
[ Back to top ]