
Fターム[3J103AA23]の内容
ロール及びその他の回転体 (32,702) | ロールの構造 (8,613) | 芯体を有するロール (1,885) | 芯体が中実のもの (717)
Fターム[3J103AA23]に分類される特許
661 - 680 / 717
定着装置及び画像形成装置
【課題】 簡単な構成でブリスタの発生を防止できる定着装置。
【解決手段】 無端状の定着ベルトを少なくとも二つのローラに張架し、一方のローラである定着ローラを前記定着ベルトを介して加圧する加圧ローラを有し、所定の加熱手段によって加熱された前記定着ベルトと前記加圧ローラとの間に形成されたニップ部で記録紙上のトナー像を定着する定着装置において、前記定着ベルト、若しくは前記定着ベルト及び前記定着ローラの双方に、水蒸気が通過可能な微小な孔が形成されていること。
(もっと読む)
作像ローラ
【課題】樹脂系シャフトを有しながら、導電性弾性材料の研磨加工によって破損することのない作像ローラを提供する。
【解決手段】シャフトと、このシャフトの外周を覆って設けられ、研磨加工された導電性弾性層とを備え、前記シャフトは、芳香族ポリアミド、ガラス繊維、および導電材を含む樹脂組成物で形成され、前記シャフトは、250MPa以上の曲げ強度および15GPa以上の曲げ弾性率を示すことを特徴とする作像ローラ。
(もっと読む)
導電性ローラの製造方法

【課題】表面平滑性、寸法精度に優れ、且つ、電気抵抗の均一な導電性ローラを製造コストの低減を可能とする導電性ゴム組成物と導電性芯軸の押出しによる一体成形により導電性ローラを製造する方法を提供すること。
【解決手段】導電性芯軸とその外周に設けられた弾性体層とから成る導電性ローラにおいて、その弾性体層は導電性芯軸と導電性ゴム組成物が一体的に押出し成形され、前記導電性ゴム組成物はエピクロルヒドリン系ゴムに押し出し成形温度より低いガラス転移点を有するアクリル樹脂を添加した導電性ゴム組成物であることを特徴とする。又、前記導電性ゴム組成物を押出し成形温度が70℃〜90℃の範囲で導電性芯軸と一体的に押し出し成形する。更に、前記アクリル樹脂のガラス転移点が50℃〜70℃の範囲であることを特徴とする。
(もっと読む)
画像形成装置
【課題】像担持体に帯電部材が圧接して配置され、帯電部材により像担持体表面を所定の極性・電位に均一に帯電処理する接触帯電方式を用いた画像形成装置において、帯電部材の抵抗値上昇に伴う帯電能低下による異常画像の発生を防止すること。
【解決手段】前記帯電部材は、その抵抗値が該帯電部材への加圧力により変化するものであり、前記帯電部材に流れる電流を検出する電流検出手段と、前記帯電部材の像担持体への加圧力を調整する加圧力調整手段と、を有することを特徴とする画像形成装置とする。
(もっと読む)
軸付発泡ゴムローラの製造方法
【課題】 発泡ポリウレタンからなるゴムローラの表面に発生するボイドの数を減少させ、ゴムローラ性能を向上させることができる、軸付発泡ゴムローラの製造方法を提供する。
【解決手段】 本発明の軸付発泡ゴムローラの製造方法は、円柱状のキャビティー26を有する金型20と、容器状に形成されると共にその内部空間が接続口31を介して前記キャビティー内に連通するように構成された受け部材30と用いて軸付発泡ゴムローラを製造するものである。本製造方法は、キャビティー26内に芯金25を配置する工程と、水平面に対して傾斜した状態となっている受け部材30の受け面35に対してポリウレタン原料液を落下投入する工程と、投入されたポリウレタン原料液を加熱発泡させて該ポリウレタン原料液をキャビティー26内に充填する工程とを有している。
(もっと読む)
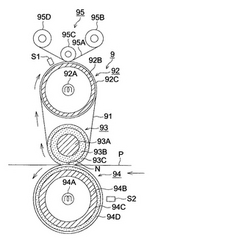
定着装置および画像形成装置
【課題】 ベルト状部材を用いた定着用回転体を備え、高速で可視画像を形成しても十分なニップ幅が得られ、しかも、記録材に対する良好な分離性能が発揮される定着装置および画像形成装置の提供。
【解決手段】 定着ニップ部において記録材を挟圧搬送するための、記録材における未定着トナー像が形成された一面に接する第1の定着用回転体と、この第1の定着用回転体に圧接されるよう設けられた第2の定着用回転体とを具え、第1の定着用回転体は、無端状のベルト状部材と、これを加熱するためのベルト加熱用ローラと、前記ベルト状部材を第2の定着用回転体に圧接する、少なくとも弾性体層を有するニップ形成用ローラとを具え、ニップ形成用ローラの弾性体層を構成する材料が、連泡率が50%以上の連泡タイプスポンジゴムであり、その要復元時間が0.015sec以下のものであることを特徴とする。
(もっと読む)
導電性部材の製造方法
【課題】 適用する電子写真装置が、帯電部材に印加する電圧が直流電圧のみの電子写真装置であっても、画像欠陥のない良好な画像を出力することができる導電性部材を長期的に安定して製造できる方法を提供すること。
【解決手段】 導電性支持体上に設ける導電性被覆層を、導電性粒子を分散した層とし、その形成時における層形成用の混合物の攪拌処理を複数段階で行い、各段階において、その後の段階の分散シェアを低く切り替える。
(もっと読む)
導電性ロール及びその検査方法
【課題】画像形成を安定して行うことができ、白抜け等の問題が生じ難い導電性ロール及びその検査方法を提供する。
【解決手段】芯金の外周にカーボン微粉末により導電性が付与された導電性ゴムからなる少なくとも一層のゴム弾性層を有する導電性ロールにおいて、周波数1Hzの交流電圧0.2Vを印加した際のインピーダンスZ(Ω)及び位相差θから算出される抵抗成分Zr(Ω)と容量性リアクタンス成分Zc(Ω)の関係が、下記式を満足することを特徴とする。
【数1】 (もっと読む)
(もっと読む)
現像ローラおよびその製造方法
【課題】芯金表面に施したメッキの硬度を高めることで、芯金に傷が無く回転不良等に伴う画像欠陥の無い現像ローラおよびその製造方法を提供する。
【解決手段】芯金の外周に導電性シリコーンゴムで形成される弾性層および被覆層の順に形成された現像ローラにおいて、前記芯金の表面が無電解ニッケル−リンメッキにより形成された少なくともリンとニッケルとを含むメッキで皮膜され、そのメッキ皮膜が一リン化三ニッケル(Ni3P)を含むことを特徴とする現像ローラによる。
(もっと読む)
定着装置
【課題】クリーニング装置による加熱部材の磨耗を防止し、加熱部材の性能を長時間維持できる定着装置を提供する。
【解決手段】本発明の定着装置は、クリーニングウエブ51と、このクリーニングウエブの両端をそれぞれ支持する第1巻取軸53および第2巻取軸54と、支持されているクリーニングウエブ51を、加熱ローラ1に押し当てるウエブ押圧部材52とを含み、このウエブ押圧部材52は、加熱ローラの回転方向上流側にかかる荷重が下流側に係る荷重よりも重くなるように、クリーニングウエブ51を加熱ローラ1に押し当てている。
(もっと読む)
非接触式帯電ローラ、該非接触式帯電ローラを備えた帯電装置、及び該帯電装置を備えた画像形成装置
【課題】 非接触式帯電ローラにおいて、軸方向の機械精度を高精度にして帯電ギャップを維持確保することにより、帯電ムラを抑制し、重畳するAC電圧を低電圧で付与することができる非接触式帯電ローラを提供するとともに、該帯電ローラを備えた帯電装置及び画像形成装置を提供する。
【解決手段】 導電性支持体上に、イオン導電性の高分子化合物を含有した熱可塑性樹脂を射出成形により被覆して抵抗調整層とし、当該抵抗調整層の表面に導電性微粒子が分散した熱可塑性樹脂組成物からなる保護層を順次形成した非接触式帯電ローラにおいて、導電性支持体がステンレス鋼SUS440A、SUS440B、SUS440C、及びSUS440Fのいずれかであって、外径がφ10〜12mmであり、当該導電性支持体の外径面が硬化処理され、硬度がHRC54〜63の範囲に形成されている。
(もっと読む)
長尺磁石成形体、及び、その製造方法、並びに、マグネットローラ、現像剤担持体、現像装置、プロセスカートリッジ、及び、画像形成装置
【課題】長手方向両端部のエッジ部が崩れたり、長手方向両端部が脱落したりすることがなく、しかも、図1に示されている磁束密度分布にみるように、長手方向において均一な磁気特性を有する長尺磁石成形体を低コストで提供する。
【解決手段】磁石粉と熱可塑性樹脂微粒子とからなる磁石コンパウンドを磁場中で圧縮成形してなる長尺磁石成形体10において、該長尺磁石成形体10の長手方向両端部1,3における磁石粉の平均粒径が、該長尺磁石成形体10の長手方向両端部1,3を除く部分2における磁石粉の平均粒径よりも大きいものとする。前記長尺磁石成形体10の長手方向両端部1,3における磁石粉の平均粒径は、好ましくは、150〜300μmであり、そして、前記長尺磁石成形体10の長手方向両端部1,3を除く部分2における磁石粉の平均粒径は、好ましくは、90〜150未満μmである。
(もっと読む)
マスキングキャップおよびローラの製造方法
【課題】 支軸の端部に塗布液が付着することを防止し、把持手段に対して支軸を容易に着脱することを可能にする。
【解決手段】 支軸11の端部を覆う被覆部3と、この被覆部3に連結されて設けられ支軸11の端部の外周面を把持する把持部4とを備える。そして、把持部4は、支軸11の端部外周に圧接される複数の第1リブ5と、各第1リブ5の間に位置され第1リブ5が支軸11の外周に付与する圧接力よりも小さい当接力で支軸11の端部外周を支持する複数の第2リブ6とを有する。
(もっと読む)
トラバース塗装工程時の塗膜硬化方法
【課題】導電性ローラ基体部の表面への塗料の塗装後に塗膜層からの液だれを生じることがないトラバース塗装工程時の塗膜硬化方法を提供することを目的とする。
【解決手段】回転するパイプ型ローラ2等の基体部5の表面に塗料を塗布するトラバース塗装工程時の塗膜硬化方法において、塗装工程の直後に連続してランプ18’等にて前記ローラ1の塗膜層4をトラバース照射して硬化させ、次いで、別工程にて紫外線照射手段あるいは電子線照射手段18”により前記ローラ1の塗膜層4を硬化・架橋することにより、トラバース塗装の利点を活かして、塗装直後の塗膜層4をその場でランプ18’等にて硬化させることができるので、塗膜層4の液だれを懸念することなく、パイプ型ローラ2等を次工程である紫外線照射手段あるいは電子線照射手段18”を用いた硬化・架橋工程に持ち込むことができる。
(もっと読む)
現像ロールの製法およびそれに用いる成形用金型ならびにそれを用いて得られた現像ロール
【課題】トナー搬送性を確保しつつ、かぶり現象の発生を簡単に抑制することができる現像ロールの製法およびそれに用いる成形用金型ならびにそれを用いて得られた現像ロールを提供する。
【解決手段】成形用金型10として、その型面10aが、ピットPが形成された、無電解複合めっき層12の表面によって形成されているものを用いて、軸体の外周面に弾性層を形成することにより、その弾性層の外周面を、上記成形用金型10の型面10aの転写面に形成し、粗面に形成する。
(もっと読む)
導電性ゴムローラーの製造方法および電子写真装置用ローラー
【課題】発泡ゴム層のセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法およびこの方法で製造した導電性ゴムローラーを基層部材とする電子写真装置用ローラーを提供する。
【解決手段】導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴムまたはその混合物と、アゾジカルボンアミドを含むゴム組成物からゴム組成物チューブを成形する工程、および、昇温加熱手段により1.5分以上2.5分以下の時間に100℃以上250℃以下の温度に昇温し、この間のガス発生量が2.0〜20.0ml/gとなるように加熱昇温して該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する工程を含むことを特徴とする導電性ゴムローラーの製造方法。
(もっと読む)
導電性ゴムローラーの製造方法及び電子写真装置用ローラー及び転写ローラー
【課題】ゴム層が発泡体からなる転写ローラーや帯電ローラーあるいは現像ローラー等の導電性ゴムローラーの製造方法において、発泡ムラやウェルドマークを無くし、更にはマイクロ波を照射し短時間で加熱し、加硫、発泡をさせることにより、該ゴム層のチューブ内外径の縦横比、及びセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーを提供する。
【解決手段】本発明では導電性芯材上に発泡体ゴム層が成形されている導電性ゴムローラーの製造方法において、昇温加熱手段が、強度0.5〜2.5KWのマイクロ波と熱風によるものであり、且つ押出し機ヘッド部分がUHF装置の入り口側内部に接続されている事を特徴とする導電性ゴムローラーの製造方法を提供した。
(もっと読む)
導電性ゴムローラーの製造方法および電子写真装置用ローラー
【課題】発泡ゴム層のセル分布が均一で且つ、硬度、抵抗ムラの無い導電性ゴムローラーの製造方法およびこの方法で製造した導電性ゴムローラーを基層部材とする電子写真装置用ローラーを提供する。
【解決手段】導電性芯材上に発泡ゴム層を有する導電性ゴムローラーの製造方法において、エピクロルヒドリンゴム、アクリロニトリルブタジエンゴム、またはその混合物を含むゴム組成物からゴム組成物チューブを成形する工程およびマイクロ波加硫装置内を該ゴム組成物チューブを0.5〜3.0m/minの搬送速度aで搬送しながら、マイクロ波を照射する区域の長さが4m以下のマイクロ波照射装置を用い、照射出力0.5〜2.5KWのマイクロ波を照射し、このときの被加熱物の最高温度をb℃としたとき、b/aの値が66〜600℃・min/mとなるように昇温加熱して、該ゴム組成物チューブを発泡・加硫して発泡ゴムチューブを形成する工程を含むことを特徴とする導電性ゴムローラーの製造方法。
(もっと読む)
導電性ゴムローラ
【課題】 電気抵抗を均一化できると共にトナー等の付着物への帯電性に優れ、かつその帯電性を持続可能であり、さらにトナーなどの付着物に与えるストレスを軽減できる、現像ローラに特に好適な導電性ゴムローラを得る。
【解決手段】 導電性ゴム層1を最外層に備えた導電性ゴムローラ10においてゴム層の表層部分を酸化膜とし、かつ、5V、周波数100Hzで交流電圧を印加した際の誘電正接を0.1〜1.5、摩擦係数を0.1〜1.5としている。
(もっと読む)
トルクリミッタ
【課題】紙さばき部等において用いられるトルクリミッタにおいて、紙さばきに必要なトルクを発生させる付勢手段と、紙送りのためのニップ圧を生じさせるための付勢手段を統合することにより組込み作業の簡略化を図ることである。
【解決手段】側板部材2に一対の傾斜面12、12からなるクサビ形凹部13を設け、その側板部材2に嵌合された回転体3に前記クサビ形凹部13に嵌合するクサビ形凸部19を設け、前記クサビ形凹部13と凸部19の嵌合により相互の傾斜面12、18相互を接触させ、前記側板部材2を固定部材1のガイドアーム6、6にスライド自在に取付け、付勢手段となる重錘4を該側板部材2に取付け、その重錘4によって前記側板部材2を介して回転体3と給送ローラ21との間にニップ圧を生じさせると同時に前記傾斜面12、18間にラジアル力を生じさせるようにした。
(もっと読む)
661 - 680 / 717
[ Back to top ]