
Fターム[4E001BB05]の内容
Fターム[4E001BB05]に分類される特許
161 - 180 / 198
耐低温割れ性に優れたUO鋼管の製造方法およびUO鋼管
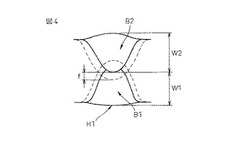
【課題】溶接金属の化学組成には何ら制限を加えず、しかも製造工程の効率を下げることなく、UO鋼管のシーム溶接部の溶接金属に発生する低温割れを防止するUO鋼管の製造方法を提供する。
【解決手段】先行するシーム溶接と後続するシーム溶接により形成されるUO鋼管のシーム溶接部において、先行するシーム溶接部の拡散性水素量の上限を制限すると共に、先行するシーム溶接の溶接金属の厚さをW1、後続するシーム溶接の溶接金属の厚さをW2とした時、W2/W1の比を0.6≦W2/W1≦0.8、あるいは1.2≦W2/W1≦2.5に規定することにより先行するシーム溶接の溶接金属内に発生する引張応力を低減する。
(もっと読む)
揺動する電極による狭開先サブマージアーク溶接法
本発明により開示されたサブマージアーク溶接法では、第1のビード(50)を形成するために開先(10)の内側でワイヤ電極(30)の揺動運動が行われ、この揺動運動の際には、ワーク側縁(20a,20b)の一方と開先(10)の中央領域(12)との間でアーク(40)が往復運動させられ、これにより第1のビード(50)は、第1のワーク側縁(20a)から第2のワーク側縁(20b)まで延びないようになっている。  (もっと読む)
(もっと読む)
鋼板の板継溶接方法

【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
歪時効特性に優れた高強度溶接鋼管の製造方法
【課題】本発明は歪時効特性に優れるX120グレードの高強度溶接鋼管の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.12%、Si:≦0.5%、Mn:1.7〜3.0%、Al:0.01〜0.08%、Cu:≦0.8%、Ni:0.1〜1.0%、Cr:≦0.8%、Mo:≦0.8%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.003%、Ca:≦0.01%、REM:≦0.02%、N:0.001〜0.006%を含有し、0.21≦Pcm≦0.30、残部Feおよび不可避的不純物の鋼を、1000〜1200℃に再加熱し、950℃以下の温度域での累積圧下量≧67%の熱間圧延を行い、圧延終了後、700℃以上から冷却速度20〜80℃/sで加速冷却を開始し、250℃以下で冷却停止後、空冷し、250〜400℃に再加熱して製造した鋼板を管状に成形する。
(もっと読む)
耐火構造用鋼のサブマージアーク溶接方法
【課題】 本発明は、高温強度だけでなく、靭性や耐高温脆化特性にも優れた溶接金属を得ることを目的とする。
【解決手段】 本発明は、耐火構造用鋼をサブマージアーク溶接する方法において、溶接ワイヤおよびフラックスのいずれか一方または両方に含有し、かつ、フラックス中の酸化物および弗化物として存在するものを除いた各成分の含有量の合計量が、質量%で、C:0.01〜0.15%、Si:0.1〜2%、Mn:0.2〜5%、Mo:0.1〜2%、Nb:0.005〜0.5%、Al:0.002〜7%、Ti:0.01〜5%、Cr:0.01%未満であることを特徴とする。
(もっと読む)
低温用高強度鋼管
【課題】 溶接部靭性に優れたAPI規格X80以上の強度を有する鋼管を提供する。
【解決手段】 低C―Nb−Ti系にMg、N及びO量を厳格に制限し、かつMgとAlからなる酸化物を内包する微細な炭窒化物、及び酸化物と硫化物からなる複合物とを含有させた母材部、低C−Mn−Ni−Cr−Mo−B系の溶接金属部、更には溶融線近傍のHAZの旧オーステナイト粒径が150μm以下であり、溶融線から150μm以内の旧オーステナイト粒界に固溶Bが存在するHAZから構成される溶接鋼管において良好なHAZ靭性を有する高強度鋼管。
【効果】 溶接熱影響部靭性に優れた高強度鋼管(X80〜X100級)の提供が可能となる結果、CNGの海上輸送の安全性が著しく向上すると共に、資源の有効利用が可能となる。
(もっと読む)
片面アーク溶接装置
【課題】 アーク電流を集電する際に、磁気吹きが発生することなく、また集電時の集電装置と被溶接鋼板との接触不良が発生することがないと共に、集電作業が容易である片面アーク溶接装置を提供する。
【解決手段】 フラックス裏当部材21の側部に配列された複数個の磁気吸着部材29を、被溶接鋼板1,2の固定に使用すると共に、被溶接鋼板からアース電流を逃がし、溶接電源6に戻すための、電流経路としても使用する。この磁気吸着部材29は、裏当部材21の長手方向に複数個配列されているので、溶接電流は常に所謂前アースとなる。また、磁気吸着部材29は被溶接鋼板1,2を磁気的に吸着しているので、確実に接触し、電流の通電が不安定になることがない。
(もっと読む)
超低温容器構造体
【課題】さらなる軽量化を実現することができる超低温容器構造体を提供する。
【解決手段】金属板同士が溶接されてなる超低温容器Tと、この超低温容器Tに取り付けられている配管P1〜P6等の付属部材とを備え、その一部がJISG4304,G4305で規定されているSUS304N2からなり、他部がSUS304等からなり、SUS304N2同士の溶接およびSUS304N2とSUS304等との溶接が、ステンレス協会規格521で規定されている溶接材料AD316LN,AY316LN,AYF316LNもしくはAS316LN、またはAD317LN,AY317LN,AYF317LNもしくはAS317LNからなる溶接ワイヤまたは溶接棒を用いて行われる。
(もっと読む)
裏当て支持装置およびアーク溶接装置
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
(もっと読む)
歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法およびそれを用いた高強度鋼管の製造方法
【課題】歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法およびそれを用いた高強度鋼管の製造方法。
【解決手段】質量%で、C:0.01〜0.5%、Si:0.01〜3.0%、Mn:0.1〜5.0%、P:0.03%以下、S:0.01%以下を含有し、残部Feおよび不可避的不純物からなる鋼を溶製して鋳造し、さらに、熱間圧延し、その後の冷却に際し、600〜450℃の温度範囲を鋼板中心部の平均冷却速度で0.5〜40℃/sとなる冷却速度で冷却し、その後、加工度が1.5以上15以下、加工温度が室温以上300℃以下で冷間加工もしくは温間加工することを特徴とする、歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法。また、この鋼板を用いて鋼管を製造することを特徴とする、歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼管の製造方法。
(もっと読む)
アーク溶接装置
【課題】 厚鋼板の片面サブマージアーク溶接と、薄鋼板の片面ガスシールドアーク溶接とを、選択的に実施できる溶接装置を提供。
【解決手段】 y方向に延びる開先の裏面に、裏フラックス5rfを散布した裏当銅板21を当てる裏当て支持装置14;y走行溶接台車3;および、台車3に装備したz昇降機構53およびx駆動機構52で支持され、x,z方向に駆動される溶接ヘッド基台4;該基台で支持された開先検知器;および、開先検知に基づいて該基台を開先に対して所定x,z位置に制御する倣い制御手段;を備える溶接装置において、該基台で、溶加剤散布装置,ガスシールド溶接トーチ保持具61,表フラックス散布ノズルおよび複数のサブマージ溶接トーチを、y方向に並べて支持し;台車3に、ガスシールド溶接ワイヤ69,フラックスホッパ73およびサブマージ溶接ワイヤ72、を装備した。
(もっと読む)
芯つき電極における変性されたフラックスシステム
【課題】水分取り込み性が減少した溶接電極、溶接ビード中の拡散性水素の量を減少させる溶接電極、ガス遮蔽された芯つき電極の使用を含む溶接法、フラックス系の水分取り込み性を低下させるためにフラックス系中にナトリウム−珪素−チタネート化合物を含む溶接電極の提供。
【解決手段】金属さやおよび充填組成物からなる低拡散性水素を有する溶接ビードを形成する水分取り込み性の低い芯つき電極において、該充填組成物が二酸化チタン、スラグ形成剤および水分抵抗性化合物を含み、該水分抵抗性化合物がチタン化合物、カリウム化合物、ナトリウム化合物およびコロイド状シリカを含む芯つき電極。
(もっと読む)
溶接鋼管の製造方法
【課題】大掛かりな設備改造を行なうことなくスパイラル鋼管の製造に簡単に適用でき、その能率を大幅に向上させることができる溶接鋼管の製造方法を提供する。
【解決手段】本発明の溶接鋼管の製造方法では、スパイラル状に曲げられた熱延鋼帯の幅方向突合せ部を、まず、内面溶接機により内面溶接位置P1において内面側でサブマージアーク(SAW)溶接を実施した後、鋼管を溶接線に沿って約1周半した下流側に位置する高周波加熱コイル30に通電して外面溶接前の鋼帯突合せ部の予熱を行ない、しかる後、外面溶接機により外面溶接位置P2で外面側のSAW溶接を実施する。この場合、SAW溶接前の鋼板の幅方向端面突合せ部の表面温度は400℃以上にすることが好ましい。
(もっと読む)
高強度鋼板のサブマージアーク溶接方法
【課題】 引張強度が700MPa〜1200MPaの高強度鋼板をサブマージアーク溶接する際に鋼板と同等の引張強度が700MPa〜1200MPaの高強度の溶接金属が得られ、かつ溶接ビード止端部に発生する亀裂欠陥を防止し、欠陥の無く健全で、強度、疲労強度などの機械的強度に優れた溶接継手を得ることができる高強度鋼板のサブマージアーク溶接方法を提供する。
【解決手段】 引張強度が700〜1200MPaの高強度鋼板を充填フラックスと溶接ワイヤを用いてサブマージアーク溶接する方法において、粒径210μm以下の細粒が5〜60質量%含有する粒度分布を有するフラックスを用い、溶接ビード単位長さ当たりの開先内体積(Vg)に対する溶着金属体積(Vd)の比(Vd/Vg)が1.05〜3.00であり、かつ引張強度が700〜1200MPaである溶接金属を開先内に形成する高強度鋼板のサブマージアーク溶接方法。
(もっと読む)
片面溶接装置
【課題】 複数個の溶接機を使用して、相互間隔が短い複数個の溶接線を、同時に溶接することができる片面溶接装置を提供することを目的とする。本発明の他の目的は、3台以上の複数個の溶接機を使用して、相互間隔が短い3個以上の溶接線を、同時に溶接することができ、同時溶接可能な溶接対象物の制約を解消した片面溶接装置を提供する。
【解決手段】 2対の平行に延び内側から順次外側に配置された第1対、第2対のガーダ12a等の上を、夫々2対の第1対〜第4対のサドル13a等が走行する。第1〜第4溶接機ビーム17等がサドル間に相互に平行になるように掛け渡され、第1〜第4溶接機21が夫々第1〜第4溶接機ビーム上を走行する。溶接機ビームは、最も長いものがその配設中心寄りになり、最も短いものが端部寄りになるようにして配設され、いずれの溶接機ビームも、サドルにその中央位置よりも配設中心寄りの位置に固定されている。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】 従来どおりの溶け込みを確保しながら溶接入熱を低減し、さらには溶接熱影響部の靭性劣化を抑制しうる鋼材のサブマージアーク溶接方法を提供する。
【解決手段】 鋼材を2電極以上の多電極でサブマージアーク溶接するにあたり、第1電極の電流を800A以上としかつ電流密度を180〜400A/mm2として溶接する。第1電極への給電に直流電源を用いること、および/または、隣り合う電極の鋼材表面位置でのワイヤ中心間距離を25mm以下とし、電極角度αiを、第1電極W1ではα1=-10〜10°とし、第2電極以降の各電極Wiではα1=直前先行電極Wi-1の電極角度αi-1+(5〜20°)とすることが好ましい。
(もっと読む)
溶接金属の耐水素脆化割れ特性に優れた高強度溶接鋼管とその製造方法
【課題】本発明は溶接部脆化割れ特性に優れた高強度溶接鋼管、及びその製造方法を提供する。
【解決手段】引張強度が850MPa以上でシーム溶接を内外面から行い、その後、拡管あるいは縮管矯正を行う溶接鋼管の製造法において、前記鋼管の内外面で先行する溶接金属の水素濃度が前記矯正までの間に常温で100g当たり、0.2cc以下であることを特徴とする溶接金属の耐水素脆化割れ特性に優れた溶接鋼管の製造方法、及び先行する溶接金属の水素濃度が常温で100g当たり、0.2cc以下であることを特徴とする溶接金属の耐水素脆化割れ特性に優れた溶接鋼管。
(もっと読む)
低降伏比且つ溶接部靭性に優れた高強度溶接鋼管の製造方法
【課題】X120グレードの高強度溶接鋼管の製造方法。
【解決手段】C:0.03〜0.12%、Si:≦0.5%、Mn:2.0〜3.0%、Al:0.01〜0.08%、Cu:≦0.8%、Ni:0.1〜1.0%、Cr:≦0.8%、Mo:≦0.8%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:0.001〜0.003%、Ca:≦0.01%、REM:≦0.02%、N:0.001〜0.006%を含有し、0.21≦Pcm≦0.30、残部Feおよび不可避的不純物の鋼を、950℃以下の温度域での累積圧下量≧70%の熱間圧延を行い、圧延終了後700℃以上で、20〜80℃/sの加速冷却を開始し、450〜650℃の温度域で冷却停止後直ちに600〜700℃に再加熱し、ベイナイト主体組織で、第2相として島状マルテンサイトが5〜20%の面積率の鋼板を管状に成形し、SAW溶接後、拡管する。
(もっと読む)
電気アーク溶接用モジュラー電源及び出力チョッパ
【課題】最初の2ステージが単一のモジュールであり、出力ステージが独立した置換可能なモジュールであるように各ステージがモジュラー化されている電気アーク溶接用3ステージ電源を提供する。
【解決手段】AC入力と第1のDC出力信号とを有する入力ステージと、非調整型DC/DCコンバータの形の第2のステージと、第2のステージのDC出力信号を、溶接プロセス用の溶接出力に変換する第3のステージとを備え、入力ステージ及び第2のステージが、第1のモジュールに組み込まれており、かつ第3のステージが、第1のモジュールに接続可能な第2のモジュールに組み込まれていることを特徴とする。
(もっと読む)
2電極大入熱サブマージアーク溶接方法
【課題】 490〜570MPa級の高張力鋼を、溶接入熱500kJ/cm以上の大入熱サブマージアーク溶接した場合においても良好で安定した溶接金属靭性が得られ、かつ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる2電極大入熱サブマージアーク溶接方法を提供する。
【解決手段】 質量%で、C:0.02〜0.18%、Si:0.02〜0.5%、Mn:1.15〜2.2%、Mo:0.1〜1.0%、Ni:0.1〜1.5%、Ti:0.005〜0.05%を含有し、P:0.006%以下、S:0.003%以下で、残部がFeおよび不可避不純物からなるワイヤと、SiO2 :13〜25%、MgO:8〜20%、CaO:5〜13%、CaF2 :1〜7%、Al2 O3 :9〜23%、TiO2 :3〜11%、Fe:11〜25%、B2 O3 :0.1〜0.6%、Mo:1〜4.3%、Ni:1〜4.5%からなるフラックスを用いて溶接することを特徴とする2電極大入熱サブマージアーク溶接方法。
(もっと読む)
161 - 180 / 198
[ Back to top ]