
Fターム[4E001BB05]の内容
Fターム[4E001BB05]に分類される特許
81 - 100 / 198
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
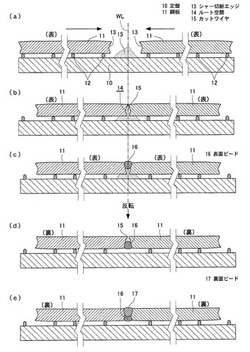
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上で両面1層溶接を行う鋼材のサブマージアーク溶接方法において、第1電極の電流密度が(1)式を、最後尾の電極の電流密度が(2)式を満足し、かつ第1電極の電流と最後尾の電極の電流が(3)式を満足する。DL≧220(1)、80≦DT≦120(2)、IT/IL≧0.50(3)ここで、DL:第1電極の電極の電流密度(A/mm2)、DT:最後尾の電極の電流密度(A/mm2)、IL:第1電極の電流(A)、IT:最後尾の電極の電流(A)であり、電流密度は溶接電流を溶接ワイヤの断面積で除した値とする。
(もっと読む)
溶接制御

溶接装置(100)は、2つのワークピース(P1,P2)が互いに機械的に連結されるようにワークピース(P1,P2)間に溶接材料を適用する。溶接装置(100)は、溶接頭部(110)および主要な要素(120)を備える。溶接頭部(110)は、ワークピース(P1,P2)間の動作方向に沿って、移動中に溶接行為を行う。2つの補助センサ部材(SR,SL)は、動作方向(OD)に対して、溶接頭部(110)の上流にある主要な要素(120)に配置される。センサ部材(SR,SL)は、溶接材料が適用される、ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録する。各センサ部材(SR,SL)は、2つのワークピース(P1,P2)のそれぞれの壁(W1,W2)と接触を維持しつつ、一方で主要な要素(120)と隣接する壁との間にある横方向の距離(dR,dL)の変化を受入れるように構成される。これは、動作方向(OD)に対して本質的に垂直に配向された少なくとも1つのピボット軸(P)を介して主要な要素(120)に旋回可能に取り付けられたセンサ部材(SR,SL)により達成される。 (もっと読む)
溶接装置
【課題】フラックスによるヒータの破損や温度低下を抑制できる溶接装置を提供すること。
【解決手段】この溶接装置1は、筒状構造物を溶接対象Tとしてアーク溶接を行う溶接機2と、溶接時にて溶接対象Tを予熱するヒータ3とを備えている。また、溶接機2が溶接対象Tの外周側に配置されている。また、ヒータ3が溶接対象Tの内周側に配置されて溶接対象Tを予熱している。これにより、ヒータ3が溶接対象Tの内周側に配置されて溶接部を加熱するので、溶接時にてフラックスが飛散したときに、フラックスがヒータ3に降りかかる事態が防止される。これにより、フラックスによるヒータ3の破損や温度低下を抑制できる。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 フラックス入りワイヤのワイヤ全質量%で、鋼製外皮と充填フラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.4%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%、金属炭酸塩のCO2分:0.05〜0.7%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いことを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
(もっと読む)
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
再熱割れ感受性の判定方法
【課題】溶接された領域を含む少なくとも一つの材料のサンプルの再熱割れ感受性を判定するシステム及び方法を提供する。
【解決手段】サンプルの長さを測定するステップと、サンプルに第1の応力を印加して、サンプルの所定の伸びを実現するステップと、伸びを達成したサンプルに所定の熱処理を施すステップと、サンプルが少なくとも2つの異なる断片に破断するまでサンプルに第2の応力を印加するステップと、破断したサンプルの再熱割れ感受性を判定するステップとを含む。
(もっと読む)
溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法
【課題】実質的に1パスで溶接される大入熱溶接法を用いて厚鋼板の溶接継手を作製するに際し、良好な溶接金属特性を有するとともに、溶接構造物としての安全性の高い、溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する厚鋼板と溶接部とからなり、さらに、次式{Ceq.=C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}で表される炭素当量(Ceq.)が0.40%〜0.70%の範囲であり、かつ、次式{Nbeq.=Nb%+0.5Ta%+0.4V%+0.25Zr%+0.05%Cr+0.25%Mo%+0.12W%}で表されるNb当量(Nbeq.)が0.020〜0.30%の範囲であり、さらに、溶接金属組織における粒界フェライトの割合が面積率で5%以下であり、降伏強度が500MPa以上である構成とする。
(もっと読む)
石炭・鉱石運搬船ホールド用溶接継手
【課題】塗膜の寿命を延長するとともに塗膜剥離後の腐食抑制を図ることのできる、石炭・鉱石運搬船ホールド用溶接継手を提供する。
【解決手段】溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなる石炭・鉱石運搬船ホールド用溶接継手である。上記の溶接継手において、溶接金属が、さらに、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下、Sb:0.3%以下、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下、Nd:0.5%以下、Nb:0.1%以下、V:0.2%以下、およびB:0.01%以下のうちの1種以上を含有してもよい。
(もっと読む)
サブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜5.0%、MnO:0.5〜5.0%、CaO:5〜20%、CaF2:25〜50%を含有する溶融型フラックスと、ワイヤ全質量%で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いフラックス入りワイヤとの両者を組合せてサブマージアーク溶接をする。
(もっと読む)
耐食性と耐延性破壊特性に優れた原油油槽用溶接継手
【課題】原油環境及びバラスト環境での溶接継手全体の耐食性が良好で、さらに、固体の硫黄分を含む腐食生成物の生成を抑制でき、かつ、構造物としての安全性を確保できる、耐食性と耐延性破壊特性に優れた原油油槽用溶接継手を提供する。
【解決手段】鋼板の化学成分組成が各々適正化され、この鋼板同士が溶接されて形成され、当該原油油槽用溶接継手の溶接金属におけるCu、Mo、Wの各含有量が、それぞれ、次式{0.15≦[Cu]W/[Cu]B≦3.00}、次式{0.15≦([Mo]W+[W]W)/([Mo]B+[W]B)≦3.00}、次式{−0.30≦([Cu]W−[Cu]B)≦0.50}で表される関係を満足する。
(もっと読む)
多電極サブマージアーク溶接法
【課題】天然ガス、原油輸送用ラインパイプ等、あるいは構造用パイプ等用途に供される大径溶接鋼管の製管溶接に好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う、例えば、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lとする。L≧2+0.04×v(1)v:溶接速度 [cm/min](1)
(もっと読む)
サブマージアーク溶接による、金属基体の表面被覆方法
【課題】均一被覆が得られるサブマージアーク溶接法の提供。
【解決手段】単数または複数の消耗電極ワイヤーすなわち電極コードを用い、サブマージアーク溶接法によって金属基体の表面を被覆する方法である。合金元素として12〜35重量%のCrを含む、予め合金化された、水によるアトマイズ金属粉末を、前記消耗電極ワイヤーすなわち電極コードの外側に磁気的に付着させて溶融浴に供給することを含み、前記金属基体がロールであることを特徴とする。
(もっと読む)
溶接装置用粉末処理装置
少なくとも1つの溶接電極(3)を溶接部(4)へ運ぶための溶接ヘッド(2)と、粉末を容器(6)から溶接部(4)へ運ぶための粉末運搬装置(5)とを備える、粉末溶接用溶接装置(1)を記載する。粉末運搬装置(5)は、少なくとも、第1端部においてフラックス剤を容器(6)から運ぶために容器(6)中に配置された開口部(9)を備える第1パイプ(8)を備える。粉末運搬装置(5)は、少なくとも、第1パイプ(8)の第2端部に接続されており、加圧ガスを用いて第1パイプ(8)を通して粉末を容器(6)から運ぶように配置された第1エジェクター(7)を備える。 (もっと読む)
片面サブマージアーク溶接用裏当てフラックス及びこれを用いた片面サブマージアーク溶接方法
【課題】裏当てフラックスと被溶接鋼板の開先裏面との良好な密着性を確保することにより、形状、外観が安定し、健全な裏ビードを得ることができる片面サブマージアーク溶接用裏当てフラックス、及びこれを用いた片面サブマージアーク溶接方法を提供すること。
【解決手段】裏当てとして銅板とともに使用され、銅板上に一定厚さで散布された状態で該銅板とともに被溶接鋼板の開先裏面に押し当てられ、開先表面側から裏ビードを形成しながら溶接を行う片面サブマージアーク溶接法に用いられる片面サブマージアーク溶接用裏当てフラックスにおいて、粉化率が、3.0〜10.0%であることを特徴とする片面サブマージアーク溶接用裏当てフラックスである。また、当該裏当てフラックスを用いた片面サブマージアーク溶接方法である。
(もっと読む)
サブマージアーク溶接機
【課題】高電流密度溶接でも溶接欠陥が発生しにくい、サブマージアーク溶接機を提供する。
【解決手段】ワイヤ送給モータが、定格トルクが1.0N・m以上、回転子イナーシャが1.0×10−4kg・m2以下、且つ定格回転速度までの到達時間が無負荷状態で100msec以下で、溶接電源が垂下特性を有しているサブマージアーク溶接機。
(もっと読む)
溶接鋼管の製造方法
【要 約】
【課 題】 溶接鋼管のシームをサブマージアーク溶接で接合するにあたって、両面1層盛り溶接を行ない、靭性に優れたHAZを有する溶接鋼管を製造する方法を提供する。
【解決手段】 溶接鋼管のシームの外面側と内面側をサブマージアーク溶接にてそれぞれ1層ずつ溶接する溶接鋼管の製造方法において、内面側の溶接における溶接入熱HIIN(J/cm)と外面側の溶接における溶接入熱HIOUT(J/cm)の比が1.1≦HIOUT/HIIN≦1.5を満足し、かつHIIN(J/cm)と溶接鋼管の厚みt(mm)がHIIN≦231×t1.56を満足する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積と外面溶接金属断面積との和が(1)式を満足し、更に(2)、(3)式を満足するように溶接条件を設定する。0.28≦(S1+S2)/t2 (1)、S1/t2≦0.27(2)S2/t2≦0.29(3)。但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼板を内外面1層溶接で溶接する際、内面溶接と外面溶接の少なくとも一方において、板厚と鋼板表層で計測したビード幅との関係が(1)式を満たし、かつ、鋼板表層から0.4tの深さの位置で測定したビード幅との関係が(2)式を満たすように溶接条件を選定する。0.40≦W1/t≦0.65(1)、W2/t≦0.34(2)但し、t:板厚(mm)、W1:鋼板表層において計測したビード幅(mm)、W2:鋼板表層から板厚方向に0.4tの位置で測定したビード幅(mm)。
(もっと読む)
81 - 100 / 198
[ Back to top ]