
Fターム[4E002AD12]の内容
Fターム[4E002AD12]に分類される特許
41 - 60 / 63
多層金属クラッド板
【課題】 表面層の反発力を活用しつつインパクトの衝撃を和らげ得る多層金属クラッド板を提供することにある。
【解決手段】 3層以上の多層構造を有する多層金属クラッド板であって、純チタンもしくはチタン合金からなるチタン層が表面層として備えられ、該チタン層よりもヤング率の低い低ヤング率層が前記チタン層の次層として備えられ、前記チタン層よりも変形抵抗の高い高変形抵抗層が前記低ヤング率層の次層として備えられ、前記チタン層のヤング率をE(kgf/mm2)、厚さをh1(mm)とし、W=9100/E/h13としたときに、前記低ヤング率層の厚さh2(mm)が、h2>Wとなるよう形成されていることを特徴とする多層金属クラッド板を提供する。
(もっと読む)
アルミニウム合金ブレージングシートの製造方法
【課題】アルミニウム合金ブレージングシートにおいて、ノコロックろう付法を使用した場合においても良好なろう付け性を得ることができ、且つろう付け後に優れた強度、耐食性を有する、自動車用熱交換器の流体通路構成材として好適に使用できるアルミニウム合金ブレージングシートを提供する。
【解決手段】特定の組成を有する、犠牲陽極材−心材−中間材−ろう材をクラッドしたアルミニウム合金ブレージングシートであって、心材、中間材および犠牲陽極材中に存在する球相当粒径が0.1μm以下の金属間化合物の数密度(個/μm3)をそれぞれN1、N2、N3とし、数密度比N1/N2およびN1/N3がともに1.5以上であるアルミニウム合金ブレージングシートを製造する方法。
(もっと読む)
組み立てスラブの圧延におけるせん断とクロップロスを減ずる方法
【課題】組み立て金属スラブの圧延に関し、特に、組み立てスラブの圧延においてせん断とクロップロスを最小にすることによってスラブ圧延歩留まり、及び圧延機効率を増加する方法に提供する。
【解決手段】コアスラブに対して少なくとも1つの第二スラブとを備えて構成し、スラブのエッジはカットアウト及び/又はテーパ形を有してもよい。圧延方向に対して平行に走るスラブエッジの少なくとも一方において、スラブの厚み方向に断面減少を有するコアスラブを使用することによって、組み立てたスラブの圧延によって、せん断やクロップロスを減じる方法。
(もっと読む)
複合材料で作られる成形体の製造方法
本発明は、少なくとも1つの金属層と、そこに結合された少なくとも1つの繊維強化プラスチック層を有するラミネートで作られていたテーパー状の厚さの成形体を製造する方法をに関する。前記方法は少なくとも、ラミネートの面における変形が実質的にスムースとなるように、少なくとも、圧縮手段を用いて、少なくとも厚さの方向にラミネートを部分的に圧縮すること特徴とする。本発明はさらに成形体製造方法を実施する為の装置に関する。  (もっと読む)
(もっと読む)
高剛性金属板およびその製造方法

【課題】従来よりTiB2粉体の分散割合を上げているが、曲げによる割れの発生を抑制した、より高剛性でヤング率の高い金属板を提供する。
【解決手段】金属板の圧延方向に垂直な断面において、金属間化合物としてTiB2を網の目の「目」に相当するように分布させる。製造方法は従来のような焼結法によらず、内部にTiB2粉体を充填した金属パイプの複数本を束ね、次いでカリバー圧延入側の金属パイプの表面温度を800℃以上1300℃未満に加熱してカリバー圧延し、さらに平圧延を施す。
(もっと読む)
電気接点用Cuめっき鋼板の製造方法
【課題】 導電性,バネ性に優れたCuめっき鋼板を高生産性で製造する。
【解決手段】 C:0.1〜0.6質量%,Si:0.6質量%以下,Mn:0.1〜1.5質量%,P:0.05質量%以下,S:0.05質量%以下の組成で母材硬さ:300HV以下の鋼板をめっき原板に使用する。片面当りめっき厚:1.5μm以上のCuめっき層を鋼板の両面に設けた後、冷間圧延し、300〜500℃×1〜30時間で低温焼鈍する。冷間圧延時の断面減少率Rは、めっき厚T:1.5〜8μmでは15≦R<2.1+17.1T-0.92T2を満足する値,T>8μmでは15〜80%の範囲に設定される。
(もっと読む)
銅クラッドアルミ母線の製造方法
バイメタルの銅クラッドアルミ母線の製造方法を提供する。先ず、銅管の内面とアルミ棒の外面の酸化膜が除去される。次に、保護雰囲気中で銅管中にアルミ棒が挿入され、銅管の両端が密封され、それから形成されたプリフォームが加熱炉において酸化無しに加熱され、引き抜いて冶金(拡散)接合を生じさせ、次に、引き抜き加工したプリフォームに対して圧延が行われ、各種規格の銅クラッドアルミ母線が製造される。銅クラッドアルミ母線は、銅とアルミの長所を集中して、安値、軽い目方、安定な性能を有し、銅母線と比べて、コストが30%〜50%下がり、銅資源を節約でき、環境保護に役立つ製品である。銅母線の密度は8.9g/cm3、銅クラッドアルミ母線の密度は3.63g/cm3で、その差は2.47倍で、同サイズの銅クラッドアルミ母線の長さは、銅母線より2.47倍長くなる。 (もっと読む)
高強度高導電性銅合金、銅合金ばね材及び銅合金箔、並びに高強度高導電性銅合金の製造方法
【課題】強度と導電性に共に優れた高強度高導電性銅合金及びその製造方法を提供する。
【解決手段】質量率でFeを7%以上20%以下含有し、C及びSの総量が0.004%以下、残部Cu及び不可避的不純物から実質的になり、Feを70%以上含む第二相とCu母相からなる。
(もっと読む)
熱処理後に極めて高い耐性を有する被覆鋼部材の製造法
本発明は、熱間圧延または冷間圧延による帯鋼を原材料とする機械的性質に非常に優れた部材の製造法であって、アルミニウムまたはアルミニウム合金による該帯鋼の予備被覆と、予備被覆を施した帯鋼の冷間変形と、場合によって行う部材の最終形状に合わせた余分な金属板の切断と、鋼と被覆との界面から金属間化合物を生成し鋼をオーステナイト化するための部材の加熱と、装置への部材の移送と、冷却後に鋼がマルテンサイト構造、ベイナイト構造またはマルテンサイト−ベイナイト構造となるような速度で行う装置内での部材の冷却とを含む製造法に関する。予備被覆は、電気めっき、化学もしくは物理蒸着、または共圧延によって行う。  (もっと読む)
(もっと読む)
高強度高導電性銅合金及びその製造方法
【課題】 強度と導電性に共に優れた高強度高導電性銅合金及びその製造方法を提供する。
【解決手段】 質量%でFeを7%以上25%以下含有し、Agを3%以上10%以下含有し、残部Cu及び不可避的不純物からなり、Cu母相、Feを90%以上含むFe相、及びAgを50%以上含むAg相が共存する。
(もっと読む)
鋼製品の処理方法、および該方法を使用して製造された製品
本発明は、鋼製品を圧延機スタンドの一組の回転ロール間に通して鋼製品を圧延する、鋼製品の処理方法に関する。本発明により、一方のロールがより速く回転するロールであり、他方のロールがより遅く回転するロールであるように、圧延機スタンドのロールが異なった周速度を有し、該より速く回転するロールの周速度が、該より遅く回転するロールの周速度より、少なくとも5%、最高で100%高く、該鋼製品の厚さが、各通し毎に最大で15%減少し、圧延が最高温度1350℃で行われる。本発明は、この方法を使用して製造される鋼製品、およびこの鋼製品の使用にも関する。 (もっと読む)
金属部材の製造方法
【課題】 コア材の表面傷の発生を抑制させることを課題としている。
【解決手段】 金属材料からなるコア材と、前記金属材料よりも熱間変形抵抗の低い金属材料からなる被覆材とを用い、前記コア材を前記被覆材で覆った状態で圧延ロールにより熱間圧延して前記コア材を金属部材に加工する金属部材の製造方法であって、コア材と接触する接触面が最大表面粗さ(Ry)で0.35μm以上の表面粗さを有している被覆材を前記圧延ロールと前記コア材との間に配して熱間圧延することを特徴とする金属部材の製造方法を提供する。
(もっと読む)
クラッド合金基板及びその製造方法
単一クラッド又は多数クラッド製品を製造するための方法であり、基材上にクラッド材を含んでいる溶着アセンブリを準備するステップを含んでいる。前記基材とクラッド材との両方が、個々に選択された合金である。前記溶着アセンブリのクラッド材の少なくとも第一の端縁は前記基材の第一の端縁を越えて延びていない。前記クラッド材より高い熱間強度を有している合金である材料が前記辺縁内で前記クラッド材の第一の端縁に隣接して配置されている。前記溶着アセンブリは、熱間圧延されて熱間圧延帯を提供し、前記辺縁部材は、クラッド材が、熱間圧延中に前記基材を越えて広がるのを阻止する。当該方法のある種の実施形態においては、前記基材はステンレス鋼であり、前記クラッドはニッケル又はニッケル合金である。 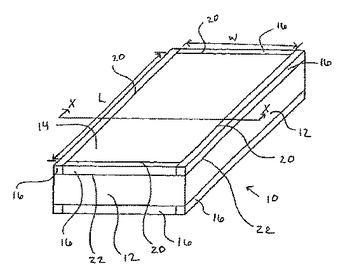 (もっと読む)
(もっと読む)
耐エロージョン・コロージョン性と一般耐食性に優れた熱交換器用アルミニウム合金クラッド材
【課題】耐エロージョン・コロージョン性と一般耐食性に優れ、薄肉化ための高強度をそなえ、とくに、フッ化物系フラックスやセシウム化物系フラックスを用いた不活性ガス雰囲気ろう付けにより接合されるラジエータ、ヒータ、オイルクーラなどのアルミニウム合金製自動車用熱交換器のチューブ材として好適な熱交換器用アルミニウム合金クラッド材を提供する。
【解決手段】芯材の片面に中間材を介して耐エロージョン・コロージョン性を有するろう材をクラッドしてなるアルミニウム合金の3層クラッド材であって、芯材は、少なくともMn:0.8-1.8%を含有するアルミニウム合金で構成され、中間材は、少なくともMn:0.6-1.8%、Fe:0.5%を越え1.5%以下、Si:0.6%を越え1.1%以下、Zn: 0.5-10%を含有するアルミニウム合金で構成され、耐エロージョン・コロージョン性を有するろう材は、少なくともSi:3-13%を含有するアルミニウム合金で構成される。
(もっと読む)
加工性に優れた高Al含有鋼板及びその製造方法
【課題】 優れた加工性を有する高Al含有鋼板、及び、これを低コストで量産する製造方法、高Al含有金属箔及びその製造方法並びに高Al含有金属箔を用いたメタル担体を提供する。
【解決手段】 Al含有量が6.5mass%以上10mass%以下の高Al含有鋼板であって、鋼板面に対するα−Fe結晶の{222}面集積度が60%以上95%以下、又は、{200}面集積度が0.01%以上15%以下、の一方又は両方であることを特徴とする高Al含有鋼板及びその製造方法、高Al含有金属箔及びその製造方法、並びに、高Al含有金属箔を用いたメタル担体である。
(もっと読む)
高剛性金属板およびその製造方法
【課題】曲げによる割れの発生を抑制した、より高剛性の金属板を提供する。
【解決手段】金属板中に金属間化合物としてTiB2を層状に分布させる。
(もっと読む)
圧延装置
【課題】従来の加熱圧延ロールにより圧延すると、被圧延物にワレや反りが発生したりする問題がある。
【解決手段】温度設定が可能な二つの加熱装置を上下にして合わせて設置し、その下流側に温度設定が可能なヒータを内蔵した圧延ロールを設け、その下流側に冷却装置を設けたことを特徴とする。
(もっと読む)
亜鉛めっき鋼板とその製造方法
【課題】 塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】 溶融亜鉛めっきを行い、調質圧延後のめっき面が、下記の条件を満足するようにする。
Wca≦0.6μm
M≦60%
ppi≧200
d≧1μm
ここで、
Wca:表面ろ波うねり曲線のカットオフ値を0.8mmとした場合におけるろ波中心線うねり高さ(μm)
M:調質圧延加工を受けていない部分の面積率(%)
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値である。
M={(S0−S1)/S0}×100
ppi:粗さ曲線のカットオフ値を0.8mmとした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの、粗さ曲線の中心線からの高さが0.5μm以上の凸部のピーク数
d:ダル目の平均深さ(μm)
(もっと読む)
サンドイッチ鋼板
本発明が対象とするのは、融点がTpの金属板外装面二枚(1、1’)と、融点Taの金属製芯(4)であり、該融点TaはTpと等しくても異なっていてもよく、芯(4)の密度は各外装面(1、1’)の密度を下回り、芯(4)と各外装面(1、1’)は、Ta及びTpを下回る融点Tmの金属結合剤(3、3’)で結合されている金属製芯(4)とからなり、成形作業と溶接作業に適していて、高温での耐性が優れている、サンドイッチ鋼板(2)である。本発明はまた、そのようなサンドイッチ鋼板(2)の製造法並びに自動車分野におけるその使用法も対象にしている。  (もっと読む)
(もっと読む)
溶融亜鉛めっき鋼板とその製造方法
【課題】塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】調質圧延を施すことで、その表面ろ波うねり曲線のカットオフ値を0.8mm とした場合におけるろ波中心線うねり高さ(Wca) およびろ波中心線うねり間隔(Wc −sm) 、調質圧延加工を受けていない部分の面積率 (M) 、粗さ曲線のカットオフ値を0.8mm とした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの凸部ピーク数(ppi)および中心線粗さ平均間隔(Rsm) がそれぞれ下記の条件を満足している。
Wca ≦ 0.5μm ppi≧200
Wc−sm≦1000μm Rsm≦80μm
M≦60%
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値であり、またppi は粗さ曲線の中心線からの高さが0.5 μm 以上のピークの数とする。
M={(S0 −S1) /S0}×100
(もっと読む)
41 - 60 / 63
[ Back to top ]