
Fターム[4E002BD09]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 熱処理 (200)
Fターム[4E002BD09]に分類される特許
181 - 200 / 200
鉄をベースにした合金をマイクロ処理するための方法及び装置,並びにそれから生成した物質
本発明は、鉄をベースにした合金を、加熱及び直ちに焼き入れして室温にすることを含むマイクロ処理して様々な厚さを有する高張力の鉄をベースにした合金を製造するための方法及び装置を開示する。その方法は、望ましい効果を生み出すために、種々の制御可能な張力下での張力を用いて実施しても又は用いないで実施してもよい。マイクロ処理された鉄をベースにした合金は、望ましいベイナイトを含有してそれの二次成形適正及び引っ張り強度を増大させる。鉄をベースにした合金の様々な厚さは、自動車パネルを形成するような種々の用途用に望ましい。  (もっと読む)
(もっと読む)
マグネシウムメルトから金属板を製造する方法
本発明は、マグネシウムメルト(S)から金属板(B)を製造する方法であって、以下の工程:
マグネシウムメルト(S)を製造し;
前記マグネシウムメルトを鋳造ストリップ(M)へ鋳造し;
鋳造の直後に、前記鋳造ストリップ(M)を圧延ストリップ(W)へストリップ圧延し;
前記圧延ストリップ(W)を金属板(B)へクロス切断し;
前記金属板(B)を最終厚さへ圧延し、
ここで、前記金属板(B)に関して、ストリップ圧延の圧延方向(L)に対して直角の方向(Q)で金属板(B)の前記圧延を実施し、前記方向が金属板(B)の圧延全体の間で維持されるものとする;
ことを含む、前記方法に関する。本発明は、最終的なユーザーの要求を満たす非常に幅の広い板を製造する単純な方法を提供する。  (もっと読む)
(もっと読む)
アルミニウム素材および該素材の製造方法

【課題】 意匠性を付与した素材として、適切な処理を施すことによって微細再結晶粒からなるマトリクスに独立した粗大再結晶粒を発現できるアルミニウム素材およびその製造方法を提供する。
【解決手段】 Mg:0.8〜5.0wt%、Mn+Cr:0.15〜0.80wt%、更にTi:0.005〜0.15wt%またはTi:0.005〜0.15wt%およびB:0.0005〜0.05wt%、残部Alからなるアルミニウム合金鋳塊の塑性加工材をO材処理後に1〜6%の歪を付与する。前記歪付与済みアルミニウム加工材に、前記1〜6%の付与歪量をX%で、前記合金の0.8〜5.0wt%のMg含有量をM%で表した時、次式Z0=(-0.7M+0.55)X+3.2M+5およびZ1=(-0.3M+0.05)X+0.8M+4で計算される値Z0およびZ1を、夫々独立略円形粗大再結晶粒発生開始温度を表す式T0=10Z0+352 および全面再結晶粒発生開始温度を表す式T1=20Z1+414に代入して計算される値T0℃以上でT1℃未満の温度範囲に、昇温速度40〜120℃/時間で1〜3時間保持して再結晶化処理を施す。
(もっと読む)
加工性に優れるフェライト系ステンレス鋼板およびその製造方法
【課題】 本発明の目的は、加工性に優れたフェライト系ステンレス鋼板と効率的に製造する方法を提供するものであるにある。
【解決手段】 質量%にてCr:16〜25%含有する鋼で、板厚方向断面内の最表層から板厚の中心領域において、{111}方位結晶粒と{554}方位結晶粒の面積率の総和が60%以上の比率で存在することを特徴とする加工性に優れるフェライト系ステンレス鋼板である。ここで、{111}方位結晶粒、{554}方位結晶粒とは、それぞれの結晶粒の<111>方向、<554>方向が圧延面に対して垂直な方向と15°以内にある結晶粒のことである。これにより板厚が薄いものから厚いものまで、平均r値×n値が0.4以上とすることにより、複雑な形状の部品でも加工できることを知見した。
(もっと読む)
耐遅れ破壊性に優れる高強度ステンレス鋼帯及びその製造方法
【課題】 ステンレス鋼を素材とし、耐遅れ破壊性を向上させるとともに、表面硬さをビッカース硬度300以上にした高強度ステンレス鋼板を提供する。
【解決手段】 12.0〜30.0質量%のCr,10.0質量%以上のNi,及び0.04〜0.30質量%のNを含む組成を有するステンレス鋼帯を溶体化処理した後、圧延率30%以上の冷間圧延を施し、その後に550〜650℃の温度域で再結晶処理を施して、オーステナイト相が99体積%以上を占めるとともに平均結晶粒径が10μm以下の組織を有し、且つ300HV0.3以上の表面硬度を有するオーステナイト系ステンレス鋼帯を得る。
(もっと読む)
銅合金およびその製造法

【課題】フレキシブル基板の導電部材に適した耐屈曲性に優れた銅合金を提供する。
【解決手段】圧延面についてのX線回折により求まる積分強度比I{200}/I{111}が1.5以下である銅合金。厚さ16μm以下の箔とすることが望ましい。具体的組成として、質量%で、Fe:0.045〜0.095%、P:0.010〜0.030%であり、Fe、P、Cu以外の元素の合計が1%未満、残部がCuからなる組成、および、質量%で、Ni:0.5〜3.0%、Sn:0.5〜2.0%、P:0.03〜0.10%であり、Ni、Sn、P、Cu以外の元素の合計が1%未満、残部がCuからなる組成が挙げられる。導電率は85%IACS以上である。
(もっと読む)
アルミニウム自動車用構造部材
溶融アルミニウム合金をスラブに鋳造するために、連続鋳造機を使用して例えば溶融アルミニウム合金からアルミニウム車両用構造部品又は部材を製造するための方法が記載されている。方法は、本質的に、2.7〜3.6重量%のMg、0.1〜0.4重量%のMn、0.02〜0.2重量%のSi、0.05〜0.30重量%のFe、最大0.1重量%のCu、最大0.25重量%のCr、最大0.2重量%のZn、及び、最大0.15重量%のTiを含有し、残余がアルミニウム、不要成分、及び、不純物から成る溶融アルミニウム合金を提供するステップと、溶融アルミニウム合金を連続的に鋳造するためのベルト鋳造機、ロール鋳造機のような連続鋳造機を提供するステップとを含む。溶融アルミニウム合金は、スラブに鋳造され、スラブはシート製品に圧延され、次に、焼きなまされる。シートは、金属間粒子(Al−Fe、Al−Fe−Mn、又は、Mg2Si)の改良された分布を有する。然る後、シート製品は、自動車業界によって求められる十分な強度及び成形性を備える車両用構造部品又は部材に成形される。  (もっと読む)
(もっと読む)
フェライト系ステンレス鋼熱間圧延線材の製造方法
【課題】
全体として簡単な工程で、工数が少なく、また熱エネルギの無駄もなく、熱間圧延とは別工程で焼鈍処理したものと同等の引張り強さや結晶粒度等を有し、とりわけ耐食性を有するフェライト系ステンレス鋼線材を得ることができるフェライト系ステンレス鋼熱間圧延線材の製造方法を提供する。
【解決手段】
いずれも重量%で、0.0030〜0.015%のC、19〜21%のCr、0.35〜0.65%のSi及び1.0〜1.5%のMnを含有するフェライト系ステンレス鋼材を、仕上げ温度800〜1000℃で熱間圧延し、引き続きその残熱を利用して700〜1000℃で2〜5分間保持した後、冷却してコイル状に巻取った。
(もっと読む)
キャップ用アルミニウム合金板の製造方法
【課題】絞り成形時に印刷文字が曲がったりしない、耳率の小さいキャップ用Al合金板を製造する。
【解決手段】Mgを1.0〜2.2質量%(以下、%と記す。)、Feを0.1〜0.3%、Mnを0.05%以下、Siを0.2%以下、Cuを0.2%以下含有し、残部がAlと不可避不純物からなるAl合金に、均質化処理を490℃以上、前記アルミニウム合金の融点未満の温度で1時間以上施し、次いで熱間圧延を終了温度310℃以上、総圧延率90%以上で施した上で、熱間圧延板の横断面における再結晶率を80%以上とし、次いで前記熱間圧延板に冷間圧延を総圧延率30%以上で施したのち、中間焼鈍を100℃/分以上の急速加熱を含む420〜550℃の温度で施し、次いで仕上圧延を総圧延率30〜65%で施す。必要に応じて安定化処理を150〜250℃の温度で施す。
(もっと読む)
有機樹脂フィルムを被覆したDI缶用鋼板およびその製造方法
【課題】 PETヘアーが発生せず、缶特性に優れた有機樹脂フィルムを被覆したDI缶用鋼板及びその製造方法を提供する。
【解決手段】 鋼の成分として、C:0.001〜0.010重量%、Si:≦0.05重量%、Mn:≦0.9重量%、P:≦0.1重量%、S:≦0.04重量%、Al:0.010〜0.100重量%、N:≦0.0050重量%、かつNb:≦0.050重量%、及び/またはTi:≦0.10重量%を含有し、さらに残部Feおよび不可避的不純物からなり、圧延方向に対して平行方向及び直角方向の結晶粒径がいずれも3.0〜10.0μmであることを特徴とする。
(もっと読む)
圧延方向から45°方向の磁気特性が優れた無方向性電磁鋼板およびその製造方法
【課題】 特に圧延方向から45°方向の磁気特性が優れおり、磁気特性の板面内平均が高く板面内異方性が極めて小さい無方向性電磁鋼板を製造する。
【解決手段】 質量%で、C:0.040%以下、Si:0.05〜3.5%、Mn:3.0%以下、Al:3.5%以下、S:0.055%以下、P:0.25%以下、N:0.040%以下を含む鋼片を熱間圧延における850℃以下の温度域での圧延において圧下による累積歪(対数歪)Hと各パス出側温度T(℃)および、最終パスを除く圧延パスにおいては圧延後次の圧延パス開始までの時間t(秒)または最終パスの場合は最終パス圧延後水冷開始までの時間t(秒)の関係が、T<850−H×10−t×10、を満足するように行い、この圧延組織を残存させたまま冷間圧延を行った後、再結晶焼鈍を行うことで、{100}<012>方位および{411}<148>方位の集積強度を4.0以上と顕著に高める。
(もっと読む)
耐二次加工脆性に優れた高強度冷延鋼板およびその製造方法
【課題】優れた深絞り成形性を有し、かつ従来鋼より優れた耐二次加工脆性を示す高強度冷延鋼板およびその製造方法を提供する。
【解決手段】本発明の高強度冷延鋼板は、C:0.0003〜0.04%、Si:1.5%以下、Mn:0.4〜3%、P:0.15%以下、S:0.02%以下、sol.Al:0.1〜1%、N:0.01%以下を含有し、さらにNb:0.2%以下、Ti:0.2%以下のうち1種以上(もしくはNb:0.2%以下、Ti:0.2%以下、V:0.5%以下、Mo:0.5%以下のうち1種以上)を含有し、残部はFe及び不可避的不純物であり、0.6≦(Nb/93+0.8×Ti*/48)/(C/12)≦5(もしくは0.6≦(Nb/93+0.8×Ti*/48+0.3×V/51+0.3×Mo/96)/(C/12)≦5)とする。ただし、Ti*= Ti-48/14×N、Ti-48/14×N≦0のときはTi*=0。
(もっと読む)
金属ストリップを連続的に製造する方法と装置
【課題】特にストリップの製造においてより高い生産性と経済性が達成され、更に仕上がったストリップの表面品質が改良される連続的製造方法と装置とを提供すること。
【解決手段】この発明は、金属、特に冷間圧延されたストリップ(1)、特に特殊鋼ストリップを連続的に製造する方法であって、仕上げるべきストリップ(1)が搬送方向(R)において装置(2)により案内され、その装置内でストリップ(1)が圧延処理、加熱及び化学的処理を受ける方法と装置に関する。この方法の生産性を改良するために、この発明により、圧延処理がストリップの加熱後に且つ化学的処理後に初めて実施されることが企図されている。  (もっと読む)
(もっと読む)
無方向性電磁鋼ストリップの連続鋳造方法
無方向性電磁鋼は、種々の電気機器および装置、特に、ストリップのあらゆる方向において低鉄損および高透磁率が所望されるモーターにおける磁気コア材料として広く使用されている。本発明は、低鉄損および高透磁率を有する無方向性電磁鋼の製造方法に関し、この方法では、鋼溶融体を薄板ストリップまたはシートとして鋳造し、冷却、熱間圧延および/または冷間圧延して完成品ストリップにすることにより、鋼溶融体から鋼を製造する。完成品ストリップを、さらに少なくとも1回の焼きなまし処理に供し、このとき、磁気特性が発現され、本発明の鋼ストリップが、モーターまたは変圧器などの電気機器類における使用に好適なものとなる。  (もっと読む)
(もっと読む)
純モリブデンまたはモリブデン合金薄帯の製造方法
【課題】 材料を使用する際の作業効率が高く、できるだけ安価な長尺の純モリブデンまたはモリブデン合金薄帯を提供する。
【解決手段】 純モリブデンまたはモリブデン合金薄帯の製造方法において、厚さ0.5〜5.0mmの純モリブデンまたはモリブデン合金板を素材とし、該素材同士を溶接後、250〜600℃に加熱して総圧下率10〜90%の温間圧延を行う工程を含む純モリブデンまたはモリブデン合金薄帯の製造方法である。好ましくは、温間圧延後に700〜1100℃での軟化焼鈍を行う純モリブデンまたはモリブデン合金薄帯の製造方法である。
(もっと読む)
インラインで熱処理及び焼鈍を行なうアルミニウム合金板材の製造方法
インラインの連続的プロセスでアルミニウム合金板材を製造する方法である。連続鋳造されたアルミニウム合金ストリップを、選択的にクエンチングし、熱間又は冷間で圧延し、焼鈍又は熱処理をインラインで行ない、選択的にクエンチングし、望ましくはコイリングし、所望のゲージに達するまで、追加の熱間、温間又は冷間の圧延工程を施す。この方法を用いることにより、所望の特性を有するT質別又はO質別のアルミニウム合金板材を、これまでよりはるかに短い時間で製造することができる。 (もっと読む)
高伝導性フィンストック合金、製造方法及び得られた製品
高伝導性フィンストック合金は、ろう付けアルミニウム熱交換器に用いられる。フィンストックを構成するアルミニウム合金は、Si約0.7〜1.2%、Fe約1.9〜2.4%、Mn約0.6〜1.0%、Mg約0.5%以下、Zn約2.5%以下、Ti約0.10%以下、In約0.05%以下を含有し、残部Al及び許容不純物である。前記アルミニウム合金からフィンストックを製造する方法は、合金を、約300℃/秒を越える平均冷却速度で厚さ約2〜10mmのストリップに連続鋳造することを含んでいる。次に、約300〜450℃の温度で中間の1又は複数回の部分焼鈍を行ない、複数パスによる冷間圧延をストリップに施す。また、前記フィンストックから作られたフィンストックを開示する。さらに、前記フィンストックから作られた冷却フィンを有するろう付けアルミニウム熱交換器を開示する。 (もっと読む)
多方向変形によってスパッタリング物品を形成する方法
複数のスパッタターゲットを形成するよう分割するのに十分な寸法を有するバルブ金属のミル成形体を製造する方法が記載される。本方法は、約100μm以下の好ましい平均粒度及び/又は組織バンドの実質的にない組織を有するミル成形体を形成するためのインゴットの多方向変形を含む。 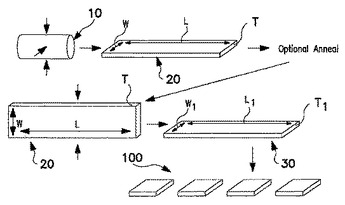 (もっと読む)
(もっと読む)
ステンレス板の連続焼鈍・酸洗設備および連続焼鈍・酸洗処理方法
【課題】 板厚範囲の広いステンレス板を、高生産性・高い歩留まりを確保しつつ、短い製造工期で製造可能とするステンレス板の連続焼鈍・酸洗設備と方法を提供する。
【解決手段】 ステンレス板の連続焼鈍・酸洗設備において、焼鈍されスケールの除去されたストリップの板厚を減少させるための圧延機と、前記圧延機から出た前記板厚の減少したストリップを焼鈍させるための炉部と前記炉部で焼鈍されたストリップの表面のスケールを除去するための酸洗部と、酸洗されたストリップを冷間圧延あるいはスキンパス圧延を1台の同一の圧延機でおこなう兼用圧延機を含むことを特徴とするステンレス板の連続焼鈍・酸洗設備。
(もっと読む)
加工性に優れ、かつ加工性の幅方向での変動が少ない薄鋼板の製造方法
【課題】 寸法精度の厳しいプレス加工用途にも適合し得る、加工性に優れ、かつ加工性の幅方向で均一な薄鋼板の製造方法を提供すること。
【解決手段】 重量%にて、C:0.2%以下、Si:2.0%以下、Mn:3.0%以下、P:0.2以下、S:0.05%以下、O:0.004%以下、sol.Al:0.01〜0.1%、N:0.02%以下を含有する連続鋳造スラブを再加熱後または直接熱間圧延するに際して、Ar3以上で圧下率70%以上で1次圧延を施し、鋼帯全体をAr3+10℃〜1150℃の範囲内で再加熱し、その再加熱の前または後またはその両方で鋼帯の幅方向エッジを100℃以下で加熱し、Ar3点以上の温度で80%以上の圧下率にて2次圧延を施し、その終了温度をAr3〜Ar3+30℃の範囲内とし、引き続き750℃以下の温度で巻き取る。
(もっと読む)
181 - 200 / 200
[ Back to top ]