
Fターム[4E004NC01]の内容
Fターム[4E004NC01]の下位に属するFターム
Fターム[4E004NC01]に分類される特許
61 - 80 / 221
連続鋳造鋳片の製造方法及び連続鋳造機

【課題】 鋳片幅方向で凝固完了位置に大きな差が生じた場合でも、鋳片幅方向に均一な中心偏析の改善が可能となる、連続鋳造鋳片の製造方法及び連続鋳造機を提供する。
【解決手段】 複数対の圧下ロールからなる軽圧下帯4を備えた連続鋳造機1を用い、鋳片9の厚み中心部の固相率が0.4以下の時点から前記軽圧下帯にて鋳片の圧下を開始して、鋳片に圧下力を付与しながら軽圧下帯の範囲内で凝固完了させて連続鋳造鋳片を製造するに際し、鋳造中に鋳片幅方向の凝固完了位置12を検出し、検出した凝固完了位置の情報に基づき、凝固完了位置が鋳造方向に伸張している部分に対して、前記軽圧下帯に設置した静磁場印加装置14から鋳片厚み方向の静磁場を印加することを特徴とする、鋳片の製造方法及び連続鋳造機。
(もっと読む)
鋼の連続鋳造方法

【課題】 鋼の連続鋳造中に鋳型内に偏流が発生した場合、電磁力を利用することによって、短時間で効率的に前記偏流を解消する。
【解決手段】 下部に鋳型短辺方向を向いた2つの吐出孔10を有する浸漬ノズル9を用い、該浸漬ノズルの吐出孔よりも上方位置に鋳片幅全域にわたる交流移動磁場及び/または静磁場を印加するとともに、前記吐出孔よりも下方位置に鋳片幅全域にわたる静磁場を印加しながら溶鋼を連続鋳造するにあたり、鋳型内溶鋼に偏流が発生したとき、該偏流を検知し、鋳造される鋳片の幅に応じて、鋳片幅が相対的に小さいときは、交流移動磁場を弱めるか、または吐出孔よりも上方位置の静磁場を強めるか、若しくは交流移動磁場を弱め且つ静磁場を強め、一方、鋳片幅が相対的に大きいときは、交流移動磁場を強めるか、静磁場を弱めるか、若しくは交流移動磁場を強め且つ静磁場を弱め、偏流を防止する。
(もっと読む)
特にスチールスラブ連続鋳造装置用のストランドガイド
複数のセグメント(2)を有し、これらセグメントが、支持要素(6,7)によって、ストランド(3)の互いに向かい合う2つの面(4,5)を支持し、支持要素(6,7)が、ストランド(3)をガイドするために、移送方向(F)に、少なくとも1つのロアフレーム(8)と少なくとも1つのアッパフレーム(9)内に配設され、両フレーム(8,9)が、少なくとも1つのセンタバー(10)に配設されている、特にスチールスラブ連続鋳造装置用のストランドガイド(1)において、セグメント又はセグメントの一部の交換を容易にするために、少なくとも1つのロアフレーム(8)及び/又は少なくとも1つのアッパフレーム(9)を、少なくとも1つのセンタバー(10)に対して相対的に、移送方向(F)又は移送方向(F)とは反対方向に変位可能にする変位手段(11)を設ける。  (もっと読む)
(もっと読む)
鋳型中のスラグ及び溶融金属の表面をモニタリングする方法及び装置
本発明は、レーダ装置を使用して連続式鋳造装置の鋳型中にあるスラグ及び溶融金属の表面をモニタリングする方法に関する。本発明により、レーダ装置は、少なくとも20 GHzの帯域幅を有する電磁波のビームを放射する。本発明は、この方法を使用するための装置にも関する。 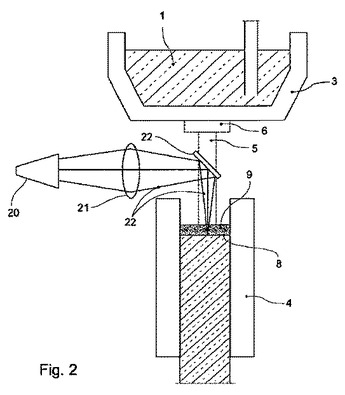 (もっと読む)
(もっと読む)
冷却ロール清掃装置
【課題】ブラシの清浄度を高く保てる冷却ロール清掃装置を提供する。
【解決手段】外周面から内方へ貫通する多数の吸引孔14が穿設され且つ冷却ロール軸線に対して平行に延びる自転可能な筒状の胴部15と、胴部15の外周面に植え付けられて胴部15の一端から他端へ向かう螺旋状の列を形作る冷却ロール研掃用の素線群16と、胴部15の一端に設けられ且つ胴部15内の空間に連通するダスト吸引口18とを有するブラシ13を備え、ブラシ13のダスト吸引口18に排気機構を接続している。
(もっと読む)
連続鋳造用鋳型
【課題】鋳造中に短辺部材の移動が可能で、短辺部材の内側面を下方に縮幅する凝固シェルの自由収縮プロフィールに一致するように変形することが可能な連続鋳造用鋳型を提供する。
【解決手段】それぞれ対向して配置された長辺部材11及び短辺部材12を備え、鋳造中に短辺部材12を移動させて鋳片幅の変更が可能な連続鋳造鋳型10において、短辺部材12の外側に中間部が隙間を設けて配置され、短辺部材12の上部及び下部とそれぞれ連結されて短辺部材12と共に移動する移動フレーム13と、移動フレーム13に取付けられ短辺部材12の上部及び下部を除く中間位置を押圧する押圧手段14とを有し、短辺部材12の中間位置を押圧して、短辺部材12の内側面を下方に縮幅する凝固シェル17の自由収縮プロフィールに一致するように変更する。
(もっと読む)
連続鋳造における鋳込終了後の鋳片の引抜方法
【課題】鋳片の最ボトム部での溶鋼絞り出し、漏鋼、厚みの増大などの問題を回避し、且つ鋳片の引抜停止を要しない連続鋳造における鋳込終了後の鋳片引抜方法を提供する。
【解決手段】定常鋳造時の鋳造速度をVcとしたとき、引抜速度Vwを0.7×Vc≦Vw≦1.1×Vcにより表される範囲に保持したまま鋳片を引き抜きながら、前記鋳片後端部に設定されたロール間隔の拡大設定の開始位置より下流側の10m≦L≦25mにより表される鋳造方向長さLの範囲内のロールの間隔を、0mm<Co≦4.0mmにより表される拡大量Coの範囲内で拡大させて前記鋳片の凝固殻部分を意図的にバルジングさせる。また、前記拡大設定の開始位置より下流側の全てのロールの間隔を最大ロール間隔まで拡大させてもよい。
(もっと読む)
高強度鋼材およびその鋼材用鋳片の連続鋳造方法
【課題】微細分散した酸化物により鋼中水素を固定した高靱性高強度鋼材、およびその鋼材を得るためにMgを鋳片内に均一に添加し分散できる連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として得られる高強度鋼材であって、C、Si、Mn、P、S、Ti、N、Al、Oを規定範囲で含有するとともに、Hを0.00001〜0.0002%およびMgを0.0001〜0.005%含有し、Mg酸化物が微細分散し、Mg酸化物の周囲に水素が濃化した高強度鋼材である。(2)上記(1)の鋼材を製造するための鋳片の鋳造方法であって、タンディッシュ内の溶鋼に浸漬させた浸漬ランスまたは鋳型内の溶鋼に浸漬させた浸漬ランスを通して、Mgの蒸気および/または粒子をキャリアガスとともに該溶鋼中に供給することを特徴とする鋼の連続鋳造方法である。
(もっと読む)
鋼の連続鋳造方法
【課題】鋼種やスループットの変化に対応した最適な電流の印加を行う。
【解決手段】2個のティース部5aと、これらティース部5aの外周部に巻き線5bを施した2個の励磁コイルと、2個のティース部5aを合わせた外周部に巻き線5cを施した1個の励磁コイルを有する電磁コイルを、鋳型3の各長辺3bの外周に同じ個数で、長辺3bの外周合計で(2n+2)個(nは自然数)配置し、溶鋼2を電磁攪拌する際は、全ての電磁コイルにおける各励磁コイルに多相交流電流を通電し、溶鋼2に電磁ブレーキを付与する際は、前記3個の励磁コイルに直流電流を通電して鋼を連続鋳造する方法である。鋳型3に給湯する溶鋼2の成分組成と給湯量によって、周波数が1Hz以上の移動磁場による電磁攪拌、あるいは磁場強度が0.1T以上の静磁場による電磁ブレーキを切り替える。
【効果】非定常な条件においても、品質良好な連続鋳造スラブを安定して製造可能になる。
(もっと読む)
鋼の連続鋳造時における鋳込み初期の運転方法
【課題】定常部のみならず鋳造初期における印加条件の適正化をはかる。
【解決手段】鋳型長辺の外周に配置した電磁コイルに直流電流又は2相以上の多相交流電流を供給することにより鋳型内の溶鋼に電磁ブレーキ又は電磁攪拌を選択的に作用させる連続鋳造方法である。鋳造を開始する際、鋳型内に溶鋼を溜めた状態で、オシレーションを開始した後、鋳片の引抜き開始から20秒以内に交流電流周波数が少なくとも0.5Hz以上となるような印加強度で電磁攪拌を作用させ始める。その後、鋳型内への溶鋼供給速度が3.0t/min以上となった時点で、電磁攪拌を停止して電磁ブレーキに切り替えて電磁ブレーキを作用させる際に、鋳型内厚み方向中心部の最大磁場強度が0.1T以上の磁束密度となるように直流電流を印加する。
【効果】定常部のみならず鋳造初期でも操業支障を伴うことなく品質の向上が可能になる。
(もっと読む)
電磁攪拌・電磁ブレーキ兼用電磁コイル装置
【課題】メニスカスでの攪拌能力と強力な電磁ブレーキ能力を有させる。
【解決手段】直流電流又は3相以上の交流電流を通電して電磁ブレーキ又は電磁攪拌を作用させる兼用コイル装置11である。電磁コイルは、ヨーク部12bから2個のティース部12aを突出状に設け、各ティース部12aは外側に内側巻き線12を施した2個のティース部12aのさらに外側に外側巻き線14を施してひとまとめにした構成である。コア部12をメニスカスから浸漬ノズル1の吐出孔1aを含む鋳片引抜き方向の範囲に、各長辺3bにn個(nは2以上の自然数)ずつ配置する際、ティース部12aのメニスカスから鋳片引抜き方向に200mm以上隔てた領域の突出側を、鋳片引抜き方向側のコア部下端からYmmの高さだけXmm鋳型側に延長した構造(但し、Y>3500/X)とする。
【効果】メニスカスでの攪拌能力と強力な電磁ブレーキ能力を有する装置を実現できる。
(もっと読む)
電磁攪拌・電磁ブレーキ兼用電磁コイル装置
【課題】兼用コイルの鉄芯の最適寸法を具体化する。
【解決手段】鋳型長辺3bの外周に配置する電磁コイルに直流電流又は3相以上の交流電流を通電し、溶鋼2に電磁ブレーキ又は電磁攪拌を選択的に作用させる鋼の連続鋳造用電磁コイル装置である。電磁コイルは、ヨーク部21bから2個のティース部21aを突出状に設ける。ティース部21aは内側巻き線22を施し、内側巻き線22を施した2個のティース部21aのさらに外側に外側巻き線23を施す。ティース部21aの長さLをティース部21aの幅Wの2倍以上となす。又は/及びヨーク部21bの厚みYをティース部21aの幅Wの2倍以上となす。この電磁コイルを各長辺3bにn個(nは2以上の自然数)ずつ配置し、磁性体のコア部21をメニスカス位置から浸漬ノズル1の吐出孔1aを含む鉛直方向の範囲に配置する。
【効果】省電力化と軽量化を図りつつ、十分な攪拌能力やブレーキ能力を確保できる。
(もっと読む)
連続鋳造用鋳型の短辺テーパー制御方法
【課題】短辺側はもとより長辺コーナー部に対しても適正なシェル厚を確保することにより、鋳片表面品質の確保およびブレークアウトを確実に防止する鋳造を可能とする。
【解決手段】鋳造速度を1.0〜3.0m/minの範囲内で溶鋼を連続鋳造する連続鋳造工程において、前記鋳造する溶鋼の鋳造速度、スーパーヒート量に応じて、連続鋳造用鋳型1の短辺のテーパー量を制御する。これによって鋳片コーナー6の回転を抑制することで長辺コーナー部のエアーギャップ5aの拡大を防止し、長辺コーナー部の凝固シェル4aの厚みを確保することができる。また、多段ないし曲面形状に表面を加工した鋳型短辺を用いた場合、ストレート形状の鋳型短辺よりも、鋳型下端近傍における凝固シェル4bと鋳型短辺内面の過度な接触が無くなるため、凝固シェル4の破断や鋳型内面の磨耗を発生させる事なく凝固シェル厚を増加させることができるので好ましい。
(もっと読む)
極低炭素鋼の連続鋳造方法
【課題】 AlレスTi−REM脱酸した極低炭素鋼の連続鋳造において,連続鋳造の取鍋交換部近傍でも安定的にノズル閉塞を防止するための方法を提供する。
【解決手段】 溶鋼のAl濃度が0.015質量%以下のTi−REM脱酸した極低炭素鋼を鋳造するに当たり,取鍋中のスラグ成分を以下の値にして鋳造することを特徴とする連続鋳造方法。このため、出鋼後のスラグに金属Al,金属Tiもしくはその合金を改質剤として取鍋流出スラグ1ton当たり金属Alもしくは金属Ti換算で50〜200kgを添加し,さらに出鋼中もしくは出鋼後のスラグにCaOやCaOを含むフラックスを取鍋流出スラグ1ton当たりCaO換算で200〜500kg添加すると好ましい。
FeO+MnO≦14質量%
Al2O3≦40質量%
(もっと読む)
連続鋳造鋳片の高温脆化評価方法及び鋼の連続鋳造方法
【課題】 連続鋳造鋳片の横割れの発生を、短時間に且つ少ない試験片の測定で的確に評価することのできる高温脆化評価方法を提供するとともに、この評価方法に基づいて横割れの発生しない鋳片を製造することのできる連続鋳造方法を提供する。
【解決手段】 本発明の連続鋳造鋳片の高温脆化評価方法は、連続鋳造鋳片の横割れの発生を評価する高温脆化評価方法であって、鋳造中の鋳片の組成と同一鋼種の試験片であり、且つ一回の圧縮を加えることで異なる歪み量を与えることのできる形状の試験片にて予め測定した割れ発生限界歪に基づいて鋳片の横割れ感受性を評価する。また、本発明の連続鋳造方法は、連続鋳造機を用いて鋼を連続鋳造する際に、連続鋳造機の曲げ部または矯正部における鋳片の表面温度を、高温脆化評価方法において測定された割れ発生限界歪が5%以上となる温度範囲に制御しながら鋳造する。
(もっと読む)
異鋼種連続鋳造における継目部鋳片の処理方法
【課題】 異鋼種連々鋳を行う場合に、後続チャージの成分混合域の長さを、計算式を用いて具体的に求めることができる継目部鋳片処理方法を提供する。
【解決手段】 先行チャージの溶鋼が残存しているタンディッシュに、成分の異なる溶鋼を後続チャージとして注入して連続鋳造するに当たり、後続チャージがタンディッシュに注入された時点での鋳型内溶鋼湯面位置に該当する鋳片位置を基準位置とし、該基準位置から(1)式により算出される鋳片長(L)の範囲迄の後続チャージの鋳片をスクラップ処理する。但し、(1)式において、L:鋳片長(m)、WTD:後続チャージの注入開始時点でのタンディッシュ内残存溶鋼量(トン)、SST:鋳片横断面積の合計値(m2 )、ρ:鋳片の密度(トン/m3 )、a、b、cはそれぞれ係数であり、a=1.39、b=ゼロ、c=0.8 とすることが好ましい。L=(a×WTD+b)/(SST×ρ)+c…(1)
(もっと読む)
鋼の連続鋳造方法及び連続鋳造装置
【課題】鋼の連続鋳造において、浸漬ノズル内の溶鋼に渦が発生するのを抑制し、鋳造される鋳片の品質変動を抑えて、鋳片の品質を向上させる。
【解決手段】浸漬ノズル3の吐出孔6と同じ高さの浸漬ノズル3内の溶鋼4に対して、電磁ブレーキ装置10によって、下記式(1)を満たす磁束密度BB2の静磁場20を印加する。印加された静磁場20によって、浸漬ノズル3内の吐出孔6付近において、浸漬ノズル3内を流れる溶鋼4の偏流21と対向する電磁ブレーキ力が形成され、偏流21が整流化される。
BB2≧C0Q/A・・・・式(1)
但し、BB:静磁場20の磁束密度(T)、C0:定数、Q:溶鋼4の質量流量(kg/秒)、A:浸漬ノズル3の内断面積(m2)
(もっと読む)
鋼の連続鋳造方法
【課題】連続鋳造される鋳片に含まれるArガス気泡や介在物を減少させ、鋳片の品質を従来よりも向上させる。
【解決手段】浸漬ノズル7から吐出される吐出流9に対して、式(1)を満たす磁束密度BB2の静磁場31を印加し、静磁場31による対向流33によって、Arガス気泡10や介在物11を浮上させる。同時に式(2)を満たす磁束密度BE2の交流磁場21を印加し、交流磁場21による攪拌流24、25によって、対向流33に乗って浮上するArガス気泡10や介在物11を鋳型2の中心方向に流動させる
BB2≧C0Q/A・・・・(1)
BE2≧C1BB2Q/A(但し、BB=0、かつ、BE=0を除く)・・・・・(2)
但し、BB:静磁場31の磁束密度(T)、BE:交流磁場21の磁束密度(T)、Q:溶鋼3の質量流量(kg/秒)、A:吐出孔8の断面積の総和(m2)、C0、C1:定数
(もっと読む)
鋼の連続鋳造方法及び連続鋳造用タンディッシュ上ノズル
【課題】 連続鋳造用タンディッシュ上ノズルから浸漬ノズルに至る溶鋼流出孔におけるノズル詰まりを防止すると同時に鋼製品における欠陥発生を防止し、且つモールドパウダーの溶融層厚を十分に確保してブレークアウトのような操業トラブルをも防止することのできる鋼の連続鋳造方法及びタンディッシュ上ノズルを提供する。
【解決手段】 ポーラス煉瓦からなるガス吹き込み部が上下2段に設けられ、上段のガス吹き込み部3aのポーラス煉瓦の気孔径が下段のガス吹き込み部3bのポーラス煉瓦の気孔径よりも小さく、上段のガス吹き込み部と下段のガス吹き込み部とで独立してガスを吹き込むことが可能であるタンディッシュ上ノズル3を用い、鋳造中に、上段のガス吹き込み部からはArガスを、下段のガス吹き込み部からは窒素ガスまたは窒素ガスとArガスとの混合ガスを吹き込む。
(もっと読む)
連続鋳造鋳片の製造方法
【課題】 鋳片表層部で発生した欠陥を把握するとともに、当該欠陥の発生した時点における鋳型内溶鋼流動を把握し、これらを付き合わせることによって欠陥発生の原因を付きとめ、それにより同様の欠陥の発生を防止して、表層部に欠陥の少ない連続鋳造鋳片を製造する。
【解決手段】 鋳型5に複数の測温素子29を配置して連続鋳造中の鋳型銅板温度を測定するとともに、測定した鋳型銅板温度を記憶装置31に記憶させておき、鋳造した鋳片の表層部の欠陥を欠陥検出装置によって検出し、欠陥検出装置による欠陥の検出結果と、前記記憶装置に記憶させた鋳型銅板温度の測定値とに基づいて、鋳型内の溶鋼流動を制御するための磁場発生装置27の磁場印加条件を変更する。
(もっと読む)
61 - 80 / 221
[ Back to top ]