
Fターム[4E004NC01]の内容
Fターム[4E004NC01]の下位に属するFターム
Fターム[4E004NC01]に分類される特許
101 - 120 / 221
鋼の連続鋳造用モールドフラックス及び該モールドフラックスを使用した連続鋳造方法
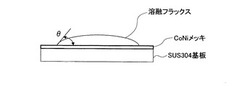
【課題】鋳型内での凝固を安定に促進して、高速鋳造を安定化することができる鋼の連続鋳造用モールドフラックスを提供する。
【解決手段】本発明に係る鋼の連続鋳造用モールドフラックスは、鋳型表面材に対する溶融フラックスの1140℃における濡れ角θ(°)が、フラックスの結晶化温度Tcs(℃)の関数として、次式で与えられることを特徴とするものである。
0.12(Tcs−800)≦θ≦70
(もっと読む)
鋼の連続鋳造方法及び鋼板の製造方法

【課題】凝固界面での介在物や気泡付着を防止し、清浄な鋼材を製造する。
【解決手段】スライディングノズル12と浸漬ノズル14により鋳型16内に供給される溶鋼6の鋳型内流動を制御する際に、前記スライディングノズル12の開閉方向を鋳型16の長辺16a方向とすると共に、前記浸漬ノズル14の吐出口14aに交流磁界を印加し、更に、鋳造後の鋳片8の表面を所定量削る。前記浸漬ノズル吐出口の吐出角度を、水平方向に対して下向きに0〜45°の範囲とすることができる。
(もっと読む)
鋼の連続鋳造方法、設備、及び表面処理鋼板の製造方法
【課題】鋳造速度を下げることなく、メニスカス近傍に付着する介在物や気泡を効果的に除去すると同時に、モールドパウダの巻き込みを低減し、更に気泡浮上を促進させて、品質を向上させ、表面品質が厳格な仕様で欠陥が出易い薄鋼板を製造する際に用いるのに好適な、改善された磁界印加による鋳型内容鋼流動の製造方法を提供する。
【解決手段】連続鋳造用鋳型10の長辺背面に配置した、鋳型長辺10aを挟み対向する磁極にて磁界を印加して、浸漬ノズル12により流入される鋳型内溶鋼8の流動を制御する鋼の連続鋳造方法において、互いに独立した交流磁界用磁極20と直流磁界用磁極30を用いて、鋳型長辺の全幅にわたって、浸漬ノズル12の吐出孔12aより上側のみに、交流磁界と直流磁界を重ねて印加する。
(もっと読む)
鋼の連続鋳造方法
【課題】 タンディッシュ交換時や浸漬ノズル交換時のように、鋳片の引抜きを一旦停止した後に、再度、引抜きを開始して連々鋳を継続する際に、機内で引抜きを停止している、二次冷却帯に該当する部位の鋳片の表面温度を所定の温度に制御する。
【解決手段】 連続鋳造機1での機内停止により生じた鋳片12の温度を二次冷却帯6の出側以降で測定し、予め設定した目標温度よりも低い温度部分を特定し、機内停止後の鋳片引抜き速度と経過時間とから、低い温度部分が生じた原因となった二次冷却帯の冷却ゾーン6a〜iを特定し、特定した冷却ゾーンにおける冷却水量を、次回以降の機内停止時の鋳片の表面温度と予め設定した目標温度との差が50℃以下となるように設定する。
(もっと読む)
鋼の連続鋳造方法
【課題】 鋳造中に鋳片表面温度が目標温度よりも低下した場合に、そのときの二次冷却強度を見直して新たに設定し直し、鋳片の表面温度が目標温度を維持するようにする。
【解決手段】 連続鋳造する際に、鋳片12の形状、溶鋼成分及び鋳片引抜き速度に基づいて予め設定した二次冷却帯6の冷却水量で鋳造及び冷却を開始し、二次冷却帯の出側以降に設置した温度検出器10で鋳片コーナー部の温度を測定し、予め設定した目標温度である675℃よりも低い部位を検出したときには、鋳片コーナー部の表面温度が675℃以上になるように二次冷却帯の冷却水量を鋳造中に修正するとともに、鋳片コーナー部の表面温度が675℃未満の部位を、前記温度検出器の出側に設置した加熱手段15を用いて675℃以上になるように加熱する。
(もっと読む)
鋼の連続鋳造方法及び鋼板の製造方法
【課題】浸漬ノズル周辺の溶鋼の流れを良くして、交流磁界による洗浄効果を増大させる。
【解決手段】短辺10bと長辺10aを有する矩形鋳型10の長辺10aの対向側壁の背面に配設した磁極30で磁界を発生させ、該磁界により浸漬ノズル12から鋳型10内に供給される溶鋼8の流動を制御する鋼の連続鋳造方法であって、鋳型上部の幅中央部が、両端部より厚い鋳型を用いて、吐出孔12aより上部の溶鋼に交流磁界を印加し、溶鋼8を撹拌又は移動させる。
(もっと読む)
連続鋳造鋳型用電磁コイル
【課題】 鋳型内の溶鋼流動を電磁力によって制御するために連続鋳造用鋳型の背面に設置される電磁コイルにおいて、従来に比べて鋳型鋳造方向の磁束密度分布が均一化している磁場を形成することのできる電磁コイルを提供する。
【解決手段】 本発明に係る連続鋳造鋳型用電磁コイル3は、鉄心4とこの鉄心を周回する巻線5とを備え、鋳型内の溶鋼流動を電磁力によって制御するために連続鋳造用鋳型1の背面に設置される電磁コイルであって、前記鉄心の鉛直方向の断面形状は、鉄心の鋳型と向き合う側の表面4aから鋳型の溶鋼に接触する側の表面1aまでの間隔が鉄心の鋳造方向中央部で最も大きくなることを特徴とする。
(もっと読む)
鼓型堰付浸漬ノズル
【課題】鋳型厚み方向と幅方向の偏流が抑制される浸漬ノズルを提供する。
【解決手段】タンディッシュ内に保持される溶鋼を鋳型内へ注湯するのに供される有底円筒状の浸漬ノズルである。浸漬ノズルの周壁に一対の対向する溶鋼吐出孔を穿孔すると共に、内側底面には底面視において溶鋼吐出孔の穿孔方向と平行の突部を設ける。更に下記式(1)及び(2)を満足する。
h/H=0.5〜2.0・・・(1)
(a-b)/D=0.15〜0.45・・・(2)
ただし、
h:前記突部の延在方向に対する垂直断面における該突部の上面の高さ
H:前記溶鋼吐出孔の内周側開口縁の下端と前記内側底面との間の距離
a:前記浸漬ノズルの底面視における前記突部の上面の幅であって、該突部の延在方向端部における幅
b:前記浸漬ノズルの底面視における前記突部の上面の幅であって、該突部の延在方向中央における幅
D:前記浸漬ノズルの内径
(もっと読む)
優れた凝固組織を有する鋳片
【課題】溶鋼に電磁攪拌による攪拌流を付与して、凝固させた鋳片の等軸晶率を高めて中心偏析やセンターポロシティ等の内部欠陥の発生を抑制し、更に鋳片の内部の負偏析帯の発生を防止して、鋼製品の硬度や耐磨耗等を向上することができる優れた凝固組織を有する鋳片及びそれを加工した鋼材を提供する。
【解決手段】鋳型11内に注湯された炭素を0.15質量%以上含む軌条あるいは厚鋼板に用いる溶鋼12の連続鋳造において、電磁攪拌装置16a、16bを用いて攪拌推力を変化させて付与し、溶鋼12が凝固する際に形成される負偏析帯20を厚さ2.6〜8.1mmの縞状に分断した。
(もっと読む)
溶融金属の連続鋳造方法
【課題】低融点または低沸点の金属元素の適正量を溶融金属中に添加し、鋳片内に均一に安定して分散させることが可能な連続鋳造方法を提供する。
【解決手段】(1)タンディッシュ内の溶融金属に浸漬させた浸漬ランス内に、添加金属元素を含有するワイヤーまたはロッドを挿入して金属元素の蒸気および/または粒子を発生させ、その金属蒸気および/または金属粒子を不活性ガスとともに溶融金属中に添加する連続鋳造方法であって、タンディッシュ内への単位時間当たりの溶融金属供給量に応じて浸漬ランス内へのワイヤーまたはロッドの供給速度を制御するとともに、タンディッシュ内の溶融金属の深さに応じて不活性ガスの供給流量および/または圧力を制御する連続鋳造方法。(2)溶融金属が溶鋼であり、添加金属元素がMg、Bi、Ag、Ca、Te、Pb、Mn、Liなどの1種以上を含む金属である前記(1)に記載の連続鋳造方法。
(もっと読む)
ボロンミクロ合金化多相鋼からフラット鋼生成物を製造する方法
本発明は、高張力フラット鋼生成物を、少ない労力で、幾何学的寸法の広い範囲で、製造する方法に関する。このために、本発明によると、以下の組成(重量%で表示)
C: 0.08 〜 0.12%
Mn: 1.70 〜 2.00%
P: ≦ 0.030%
S: ≦ 0.004%
Si: ≦ 0.20%
Al: 0.01 〜 0.06%
N: ≦ 0.0060%
Cr: 0.20 〜 0.50%
Ti: 0.010 〜 0.050%
B: 0.0010 〜 0.0045%
残余鉄及び不可避の不純物
を有し、そして、多相組織を形成する鋼を、厚さ1〜4mmを有する鋳造ストリップへ鋳造して;
800〜1100℃の範囲にある最終熱間圧延温度、20%を超える変形度で、前記鋳造ストリップを連続圧延中にインラインで、0.5〜3.2mmの範囲にある厚さを有する熱間圧延ストリップへ熱間圧延して;
前記熱間圧延ストリップを、250〜570℃の範囲にある巻き取り温度で巻き取り;そして、
5%の最小破断伸びA80での、800MPaの最小引張強さRmを有する熱間圧延ストリップを得る。
(もっと読む)
連続鋳造用タンディッシュ及び連続鋳造方法
【課題】加熱した溶湯をタンディッシュ内において十分に均一混合し、介在物分離除去を積極的に行うことができ、大がかりな設備を必要としない溶湯加熱装置を有する連続鋳造用タンディッシュ及びそれを用いた連続鋳造方法を提供する。
【解決手段】取鍋1から注入される溶湯を受け、受けた溶湯を連続鋳造鋳型内に注入する連続鋳造用タンディッシュであって、取鍋1から溶湯が注入される受湯部9には溶湯溜まり部7を有し、溶湯溜まり部7の外周には溶湯溜まり部7を取り囲むように誘導加熱コイル6を配設し、誘導加熱コイル6には交流電流を流すことができ、溶湯溜まり部7の底部11から頂部10までの高さHは、溶湯溜まり部7の円相当直径Dと同等あるいはそれ以上であることを特徴とする連続鋳造用タンディッシュ及びそれを用いた連続鋳造方法である。
(もっと読む)
金属の連続鋳造方法
【課題】簡易な圧下設備による鋳片未凝固部の圧下であっても、十分な圧下量を付与し、鋳片の内部割れを抑制すると共に、中心偏析を軽減できる連続鋳造方法を提供する。
【解決手段】連続鋳造機内または機端部に配置された上下1対の圧下ロール対を用いて、未凝固部を含む鋳片を圧下する際に、該圧下ロール対の下部ロールを鋳片の下側パスラインよりも上方へ突出させて圧下する金属の連続鋳造方法であって、圧下位置よりも上流側で、鋳片の未凝固部をバルジングさせずに、または鋳片の幅方向中央部において厚さ方向に5mm以下の範囲内でバルジングさせ、前記鋳片の下側パスラインよりも上方への下部ロールの突出量を、目標とする総圧下量の30%以上とし、目標とする総圧下量の80%以上圧下が進行した状態で、鋳片の長辺側の上側凝固シェルと下側凝固シェルとを圧着させる金属の連続鋳造方法。
(もっと読む)
ナノスケール/略ナノスケールのアモルファスの鋼板の製造のための改善された処理方法
本発明は、鉄合金が、800から1500℃の範囲の融点と、105K/sより小さい臨界冷却速度と、約150nmから1000nmの範囲の構造ユニットと、を有するような、α‐Fe及び/またはγ‐Fe相を含む鉄合金薄板に関する。  (もっと読む)
(もっと読む)
鋼の連続鋳造方法
【課題】複雑な装置構成を必要とせずに、十分な内質改善効果を得る。
【解決手段】鋳片内部の凝固が完了するクレータエンドの上流側および下流側で、複数の圧下ロール対を用いて鋳片を厚み方向に圧下するに際し、各圧下ロール対毎に、または複数の圧下ロール対を配置した各セグメント毎に、圧下量および圧下推進力を制御して鋼を連続鋳造する方法である。鋳片2を圧下する際は、先ず各圧下ロール4対または各セグメント1a,1bによる鋳片2の圧下量が、目標とする圧下量になるように鋳片2を圧下する。その後、各圧下ロール4対または各セグメント1a,1bによる鋳片2の圧下量を増減することにより、各圧下ロール4対または各セグメント1a,1bに作用する圧力推進値が目標の圧力推進値となるように制御する。
【効果】中心偏析やポロシティの発生を効果的に防止でき、内部品質の良好な鋳片を得ることができる。
(もっと読む)
連続鋳造の終了方法
【課題】連続的に鋳造される鋳片の最終部において、過冷却となったり表面疵が発生したりすることを防止する。
【解決手段】垂直曲げ型の連続鋳造機1を用いて連続鋳造を行う際に、鋳型2への溶鋼供給終了前から鋳造速度を減速し、その後、再び増速して連続鋳造の終了方法であって、最トップ部20が連続鋳造機1の曲げ部12開始位置〜矯正部14終了位置を通過するに際し、冷却帯18の曲げ内側における水量密度の平均値、最小値、最大値、曲げ外側と曲げ内側の水量密度の比を所定の範囲とする。
(もっと読む)
異鋼種の連々鋳方法
【課題】 異鋼種の連々鋳において、仕切板を有する接続部材および冷材を使用して、前チャージの残渣・空気酸化などにより汚染された、後チャージの鋳込初期の溶鋼部を早期に凝固せしめ、後続の鋼材の清浄度を向上する。
【解決手段】 前チャージの溶鋼3aの後端に仕切板8を有する接続部材を設置した後、後チャージの溶鋼3bを注入する異鋼種の連々鋳において、接続部材の仕切板8を鋳片寸法より狭小のものとし、仕切板8を有する接続部材を設置した後、後チャージの溶鋼3bを注入する前までに、さらに接続部材の仕切板8の上および外周と鋳型内壁1aとの間に所定量の冷材9を設置することにより、後チャージ初期の汚染溶鋼からなる非定常部長さを短縮する連々鋳方法。
(もっと読む)
連続鋳造方法
【課題】ツインキャスティング時、鋳片短辺のカブレ疵やブレークアウトの発生を防止する。
【解決手段】鋳型1の両短辺方向に溶鋼7を吐出する浸漬ノズルと、1つの同じ鋳型振動装置を用いて、シングルキャスティングまたはツインキャスティングを行なう連続鋳造方法である。厚さ200〜300mm、幅1100〜2300mmの鋳片のシングルキャスティング時は、浸漬ノズル3のそれぞれの吐出孔からの吐出溶鋼に、前記厚さで幅が500〜1100mmの鋳片を、V≧−0.58×ΔT+61.6(V:吐出孔からの溶鋼吐出流速(cm/sec)、ΔT:溶鋼過熱度(℃))を満足する条件でツインキャスティングする際は、少なくとも浸漬ノズル3a,3bと仕切り2との間の側の吐出孔からの吐出溶鋼に、それぞれ厚み中心部での磁場強度が1500〜4000G以下の静磁場による電磁力を印加する。
【効果】品質及び鋳造能率の向上や安定稼動化が可能となる。
(もっと読む)
鋳型の熱流束に基づく縦割検知方法及び連続鋳造方法
【課題】鋳片の縦割を鋭敏に検知できる縦割検知方法を提供する。
【解決手段】鋳型の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aにおいて該鋳型の幅方向に10又は20・30・40・50のうち何れか一の間隔p[mm]でとる所定の面領域a1・a2・・・で平均熱流束q[W/m2]を夫々求める。並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求める。複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]と、所定の値σo[W/m2]と、を比較することによって縦割を検知する。ただし、nは、前記間隔p[mm]の大小に応じて適宜に定める。
(もっと読む)
鋼の連続鋳造方法
【課題】 鋼の連続鋳造において、移動磁場及び静磁場を併用することにより、モールドパウダーの巻き込み防止と脱酸生成物の凝固界面からの洗浄・除去とを同時に達成する方法の提供。
【解決手段】 鋳型長辺及び鋳型短辺を有する矩形状鋳型内に浸漬ノズル2を介して溶鋼を注入して連続鋳造するに際し、磁場の移動方向が鋳片幅方向である移動磁場発生装置3を、鋳型長辺を隔てて相対する移動磁場発生装置との投影面が浸漬ノズルの吐出孔から鋳型短辺に到達するまでの溶鋼吐出流の軌跡の少なくとも一部分と重なるように、鋳型長辺の背面に相対して配置し、移動磁場発生装置を用いて鋳型短辺側から鋳型幅方向中心側に向いた方向またはその逆向きの方向に移動する移動磁場を印加すると同時に、移動磁場発生装置から下方に一定距離だけ離れた位置に鋳片幅全体に亘る静磁場発生装置4を配置し、静磁場発生装置を用いて鋳型幅方向全域に静磁場を印加しながら鋳造する。
(もっと読む)
101 - 120 / 221
[ Back to top ]