
Fターム[4E004NC01]の内容
Fターム[4E004NC01]の下位に属するFターム
Fターム[4E004NC01]に分類される特許
141 - 160 / 221
スラグ流出検知方法、溶融金属の注入制御方法、スラグ流出検知装置、溶融金属の注入制御装置、プログラム及びコンピュータ読み取り可能な記録媒体
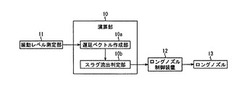
【課題】スラグ流出判定を迅速に且つ正確に行うことができるようにする。
【解決手段】シールされた流通管で発生する1次元、2次元または3次元方向の振動レベルを経時的に測定する測定工程と、前記測定した振動測定信号を基に遅延ベクトルを作成する遅延ベクトル作成工程と、前記作成した遅延ベクトルが描く再構成アトラクタ上で、各時刻の振動状態を数値指標化した活動度を求める活動度算出工程と、前記活動度を、スラグが流出しない時間帯に求めておいた活動度の平均値を示す基準活動度、スラグが流出しない時間帯に求めておいた溶融金属流量の平均値を示す基準溶融金属流量及び溶融金属流量変化時の活動度推定式を用いて補正して補正活動度を算出する補正活動度算出工程と、前記算出された補正活動度に基づいてスラグの流出を検出するスラグ流出検出工程とを行い、溶鋼の流量変化の影響を受けない適確なスラグ流出の判定を行うことができるようにする。
(もっと読む)
鋼材の製造方法

【課題】ザク欠陥を確実に抑制可能な鋼材の製造方法を提供する。
【解決手段】所定の炭素含有量及び鋳片厚みである鋳片を、所定の鋳造速度Vc・溶鋼加熱度・比水量において複数のロール対で挟持しながら連続鋳造し、所定の最終製品厚みとする。このとき、メニスカスを基準として、前記鋳片を前記ロール対で圧下し始める地点に至るまでの距離である圧下開始メニスカス距離Ls[m]を下記式(1)で求める。また、メニスカスを基準として、前記鋳片を前記ロール対で圧下し終える地点に至るまでの距離である圧下終了メニスカス距離Lf[m]を下記式(2)で求める。前記圧下開始メニスカス距離Lsから前記圧下終了メニスカス距離Lfに至るまでの区間における圧下量X[mm]を下記式(3)で求められる範囲とする。
Ls=(D/52)2×Vc・・・(1)
Lf=(D/49)2×Vc・・・(2)
X>0.015×D・・・(3)
(もっと読む)
鋼の連続鋳造用モールドフラックス及び連続鋳造方法
【課題】鋳型内での凝固を安定に促進して、高速鋳造を安定化する。
【解決手段】鋳型表面材に対する溶融フラックスの1140℃における濡れ角θ(°)が、フラックスの結晶化温度Tcs(℃)の関数として、次式
0.12(Tcs−800)≦θ≦90
で与えられる鋼の連続鋳造用モールドフラックス20を用いる。
(もっと読む)
鋳型内溶鋼温度測定方法
【課題】熱電対の出力信号から電磁攪拌装置からのノイズ信号を除去することで、正確な温度測定が可能な鋳型内溶鋼温度測定方法を提供する。
【解決手段】鋳型内溶鋼温度測定方法は、鋳型内の溶鋼を電磁力により撹拌する電磁撹拌手段4を備える連続鋳造装置において、鋳型内の溶鋼温度を熱電対2により測定する鋳型内溶鋼温度測定方法であって、熱電対2からの出力信号10のサンプリング範囲を、電磁攪拌手段4に印加される電流信号の周期の整数倍となる範囲に決定し、サンプリング範囲において、熱電対2からの出力信号10の移動平均計算を行うことで、鋳型内の溶鋼温度を算出することを特徴とする。
(もっと読む)
連続鋳造方法
【課題】ザク欠陥を極力低減することができる連続鋳造方法の提供。
【解決手段】スラブ鋳片の中心固相率が0.5以上0.8未満の範囲において圧下を開始し、スラブ鋳片の中心固相率0.8以上からスラブ鋳片の中心温度が下記(1)の規定温度になる範囲において圧下勾配を1mm/m以上、且つ、総圧下量を下記(2)の式を満足するように圧下ロールで圧下する。(1)規定温度:固相線温度−20℃(2)ΔX/X0≧0.014(但し、ΔX:スラブ鋳片の中心固相率0.8以上から前記規定温度までの総圧下量(mm)、X0:連続鋳造における圧下開始前のスラブ鋳片の厚さ(mm))
(もっと読む)
鋼の連続鋳造方法及び打撃振動装置
【課題】鋳片幅が大きな鋳片でも、未凝固部を含む鋳片に鋳片表面から効果的に打撃を付与して鋳片の偏析発生を効果的に防止する。
【解決手段】矩形状の横断面を有する鋳片1を鋳造する際に、鋳片厚み中心部の中心固相率fsが少なくとも0.1〜0.9の範囲を、鋳片1の厚み方向に1m当たりの圧下率が1%以内となるようにして連続して軽圧下するとともに、該中心固相率fsが0.1〜0.9の範囲内の少なくとも1箇所において、鋳片1の相対する両側の短辺面を、鋳片幅方向に連続して打撃する連続鋳造方法である。打撃振動周波数が4〜12Hz、振動エネルギーが30〜150Jで打撃する。
【効果】鋳片幅が大きな鋳片であっても、中心偏析やV偏析などの偏析の発生を効果的に防止し、内部品質の良好な鋳片を得ることができるようになる。
(もっと読む)
厚鋼板用大断面鋳片の垂直型連続鋳造方法
【課題】鋳片厚みが380mm以上の厚鋼板用大断面鋳片の中心部に生ずる等軸晶の粒径を微細化し、靭性改善を図ることができる垂直型連続鋳造方法を提供する。
【解決手段】鋳片厚みが380mm以上の厚鋼板用大断面鋳片を、垂直型連続鋳造機により鋳造速度が0.2m/min以下で鋳造するにあたり、鋳型1内に溶鋼を注湯する浸漬ノズル2の位置を、鋳型の中心からシフトさせ、実質鋳片厚みに対する中央部に設置して鋳造する。これにより注湯流が基準面側と移動面側とに均等に衝突して等軸晶の核が多数生成され、等軸晶の粒径を微細化し、靭性改善を図ることができる。
(もっと読む)
鋼の連続鋳造鋳片の製造方法および鋳片の表層欠陥手入システム。
【課題】製品の表面欠陥発生を抑制し、要求される表面品質レベルを有する薄板とすることが可能な、連続鋳造鋳片の製造方法を提供する。
【解決手段】鋳片における表層欠陥の三次元位置および大きさを特定し、得られた鋳片表層欠陥データについて、予め定められた手入基準に基づき除去を必要とする表層欠陥の有無を判別し、除去を必要とする表層欠陥を鋳片手入工程で除去する。なお、手入基準は、鋳片の表層欠陥の三次元位置および大きさを特定した鋳片の表層欠陥データと、該鋳片を素材として得られた薄板における表面欠陥の二次元位置およびその程度を特定した薄板の表面欠陥データとを比較、照合し、薄板の表面欠陥となる鋳片の表層欠陥の特徴を抽出したものとする。
(もっと読む)
低表面粗度鋳造ストリップ並びにその製造方法及び装置
多角形フェライト、針状フェライト、ウイドマンステッテン、ベイナイト及びマルテンサイトからなる群から選択された少なくとも一つの微構造を有し、表面粗度が1.5ミクロンRa未満であり、スケール厚が約10ミクロン未満である薄鋳造ストリップが、熱間圧延機の作業ロールに油水混合物を当て、油水混合物が作業ロールに当てられたまま薄鋳造ストリップを1100℃未満の温度で熱間圧延機に通し、鋳造ロールから熱間圧延機を通る薄鋳造ストリップを酸素が5%未満の雰囲気で包んで薄鋳造ストリップを形成することで形成される。  (もっと読む)
(もっと読む)
鋼の連続鋳造方法
【課題】厚さが200mm以上の鋳片の連続鋳造において、気泡に起因する表面欠陥が生じる要因を明らかにして、そのような欠陥を確実に要求されるレベルにすることができる鋼の連続鋳造方法を提供すること。
【解決手段】溶鋼貯留容器から長辺と短辺とを有する矩形状の鋳型内に浸漬ノズルを介してガスを供給しつつ溶鋼を供給し、電磁力によって鋳型内の溶鋼に水平方向の流動を生じさせて厚さ200mm以上の鋳片を連続鋳造するにあたり、浸漬ノズルと鋳型長辺との間の距離D(mm)、浸漬ノズルの溶鋼吐出孔の鋳造方向の距離CV(mm)、短辺方向の距離CN(mm)、溶鋼スループット量QM(ton/min)、溶鋼に供給するガスの流量QG(NL/min)、凝固界面における磁場密度B(T)をパラメータとして鋳造を制御する。
(もっと読む)
鋼の連続鋳造用モールドパウダー
【課題】ゲーレナイトまたはアケルマナイトもしくは両者の全率固溶体であるメリライトを晶出もしくは析出するモールドパウダーの粘度を安定化し、鋳型内潤滑性を高める。
【解決手段】質量%で、CaO/SiO2が1.1〜1.5、F含有量が5%未満で、かつF−0.613×Na2O−1.27×Li2Oで表される、F,Na2O及びLi2Oの含有量が0〜1.8%、Al2O3含有量が10〜25%で、かつAl2O3+MgOが15〜30%、TiO2含有量が7%未満で、一旦溶融した後に徐冷した場合に晶出もしくは析出する分子量が500未満の主たる結晶が、ゲーレナイトまたはアケルマナイト、もしくはメリライトで、2番目に晶出もしくは析出する結晶がカスピダインであり、凝固温度が1050℃〜1220℃の鋼の連続鋳造用モールドパウダーである。
【効果】溶鋼中に巻き込まれにくい優れた特性のモールドパウダーを、幅広い鋼種に適用可能となる。
(もっと読む)
連続鋳造用電磁攪拌鋳型とそれを使用した連続鋳造方法
【課題】例えばタンディッシュから鋳型に溶鋼を注入する浸漬ノズルのメニスカスに接する部位の磨耗を減少させるためにメニスカスレベルを変更したとしても、メニスカス部を均一に撹拌することができる電磁撹拌装置および電磁撹拌方法を提供すること。
【解決手段】冷却箱1の溶鋼側14外面に冷却壁2を張設し、冷却壁2に設けた冷却水溝3に冷却水を供給する給水室4と、冷却水溝3からの冷却水を排出する排水室5と、電磁撹拌装置7を収納する収納室6とを前記冷却箱に設けた連続鋳造用電磁撹拌鋳型において、鋳型内溶鋼のメニスカスレベルを測定する溶鋼レベルセンサー11を設け、この溶鋼レベルセンサーにて測定するメニスカスレベルと電磁撹拌装置7のコア8上端レベルとを一致させることができるように、収納室6内の電磁攪拌装置7を上下方向に移動可能に設けた。
(もっと読む)
連続鋳造鋳片における表層欠陥発生危険部位の予測方法および連続鋳造鋳片の製造方法
【課題】連続鋳片における表層欠陥発生危険部位の予測方法、および効率的に高品質の連続鋳片を得る、連続鋳片の製造方法を提案する。
【解決手段】縦型連鋳機で連続鋳片とするに当り、溶湯の湯面位置を連続的に測定し湯面の下降速度Vmを算出するとともに、湯面の位置測定に同期して鋳片の下降量を測定し鋳片の下降速度Vcを算出して、Vm−Vc>0…(1)を満足する部位を、表層欠陥発生危険部位として予測する。この表層欠陥発生危険部位の表層を、好ましくはdm=km(tmc)n+c (ここに、km:メニスカス部における溶湯の凝固係数(mm・min−n)、tmc:(1)式を満足する持続時間(min)、n、c:鋳造金属、鋳造条件により決まる定数)で定義されるdmが、dm>d0(ここで、d0:鋳片の熱間圧延加熱工程でスケールオフされる量(肉厚方向深さ)(mm))を満足する場合に、手入れし、手入れ深さを(dm−d0)以上とする。これにより、気泡、介在物、フラックス等起因の表層欠陥の発生を顕著に抑制できる。
(もっと読む)
鉄鋼の製造プロセスの操業方法及びそれに用いられる操業装置
【課題】注湯温度のバラツキを考慮しつつ、当該注湯温度を好ましいとされる温度範囲内とできる鉄鋼の製造プロセスの操業方法を提供する。
【解決手段】取鍋内の溶鋼の、溶鋼処理終了時点から鋳型への注湯開始時点までの温度降下幅ΔTdを予測する。前記温度降下幅の高温側最大バラツキ幅ΔTdu及び低温側最大バラツキ幅ΔTddを予測する。前記取鍋内の溶鋼の、溶鋼処理終了時点における溶鋼温度としての処理終了温度Th1が下記式(1)及び(2)を同時に満足するように溶鋼処理設備を操業する。
Th1≦Tcmax+ΔTd(t)−ΔTdu(t)・・・(1)
Th1≧Tcmin+ΔTd(t)+ΔTdd(t)・・・(2)
ただし、Tcmaxは溶鋼の、鋳型へ注湯される際の好適な温度の範囲としての注湯温度範囲の上限値であり、Tcminは前記注湯温度範囲の下限値である。
(もっと読む)
連続鋳造方法
【課題】鋳片の角部における凝固遅れを抑制可能な連続鋳造方法を提供する。
【解決手段】鋳型1の内面に第1傾斜面2と第2傾斜面3とを設け、所謂2段テーパ鋳型とする。モールドパウダ6の、CaO成分及びSiO2成分の合計含有量を50wt%以上とし、F成分の含有量を11wt%以下とする。前記傾斜面2・3の傾斜率を、使用するパウダの塩基度や凝固温度に応じて設定する。浸漬ノズル5の溶鋼吐出孔5a・5aの孔面積を2500mm2以上6400mm2未満とする。当該溶鋼吐出孔5a・5aの吐出角を、水平を基準として、斜め下向きに10度以上35度以下とする。
(もっと読む)
鋼予備形材、特にI型予備形材の連続鋳造方法および装置
鋼予備形材、特に二重T型予備形材の連続鋳造方法において、液状鋼鉄が開口ダイ1に実質的に鉛直方向に注入される。この開口ダイ1のキャビティ断面は、2つのフランジ部分2,3およびウェブ部分4から構成される。予備形材ストランドの液状コアは、フランジ部分2,3および/またはウェブ部分4の領域における電磁誘導力を利用して、連続鋳造方向とは逆方向の撹拌運動に設定される。撹拌運動は、予備形材ストランドの溶融クレータ内の液状鋼鉄をフランジ部分2,3とウェブ部分4の間で交換させる作用を有する。これにより、予備形材ストランド皮殻内の液状鋼鉄のクレータにおける流れおよび温度条件を、目指す形で積極的に影響を与えることができるようになり、制御可能な好ましい流れ状態の他に、液状金属の表面領域の安定化がもたらされるようになる。  (もっと読む)
(もっと読む)
連続鋳造方法及びこの方法を適用した連続鋳造用鋳型
【課題】複数鋼種の溶鋼の鋳造に対応でき、高品質の鋳片を製造可能な連続鋳造方法及びこれを適用した連続鋳造用鋳型を提供する。
【解決手段】連続鋳造用鋳型10を上下方向に往復振動させながら、連続鋳造用鋳型10の冷却部材13の内側に形成される空間11内に溶鋼12を流し込み凝固させて鋳片を製造する連続鋳造方法において、連続鋳造用鋳型10の振動周期及び振動距離のいずれか1又は2を、鋳造する鋼種ごとに変動させ、溶鋼12から冷却部材13への熱の移動量を制御して、異なる鋼種の凝固シェル収縮量を実質的に同一にする。
(もっと読む)
連続鋳造方法
【課題】各種金属の溶湯の連続鋳造を行なうにあたって鋳片に等軸晶を安定して生成させる連続鋳造方法を提供する。
【解決手段】連続鋳造用鋳型から下方に引き抜かれた鋳片が冷却される冷却帯にて鋳片の表面温度が400〜800℃となる領域で、高圧水を噴射するノズル孔と鋳片との距離を350mm以内とし、高圧水のノズル孔における流速を80m/sec以上として、高圧水を鋳片に30秒以上吹き付ける。
(もっと読む)
析出物が微細分散した鋼材および鋼材用鋳片の連続鋳造方法
【課題】析出物を微細分散させ結晶粒成長を抑制した鋼材、およびその鋼材を得るために合金元素を均一かつ高歩留まりで鋳片内に添加できる連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として熱間圧延により得られる鋼材であって、C、Si、Mn、P、S、Ti、NおよびAlを含み、さらに、Mo、Cu、Nb、V、Ni、CrおよびBのうちの1種以上を含有し、さらに、AgおよびMgをそれぞれ0.00005〜0.001%含有するか、またはAgおよびMgに加えてBi:0.00005〜0.001%を含有する、析出物が微細分散した鋼材。上記鋼材は、さらに、Ca、NdおよびSnのうちの1種以上を含有してもよい。(2)タンディッシュ内または鋳型内の溶鋼に浸漬させた浸漬ランスを通して、Ag、Mg、Biなどの金属元素の蒸気および/または粒子をキャリアガスとともに溶鋼中に供給する鋼の連続鋳造方法。
(もっと読む)
連続鋳造設備の腐食・磨耗防止方法
【課題】防食剤を添加することなしに、連続鋳造設備中の金属部材の腐食および磨耗を防止する方法を提供することを課題とする。
【解決手段】フートロールおよび複数のセグメントを有する連続鋳造設備において、フートロールおよびセグメント毎に、鋼にスプレーした冷却水を採取し、そのMアルカリ度を測定し、測定したMアルカリ度が10mgCaCO3/L未満となった場合に、該当するフートロールおよびセグメントにおけるスプレー前の冷却水に炭酸水素アルカリ金属塩を添加して、Mアルカリ度を10mgCaCO3/L以上に調整することを特徴とする連続鋳造設備の腐食・磨耗防止方法により、上記の課題を解決する。
(もっと読む)
141 - 160 / 221
[ Back to top ]