
Fターム[4E016CA04]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの機能、用途 (203) | 水平ワークロール (36)
Fターム[4E016CA04]の下位に属するFターム
エッジング圧延用 (2)
Fターム[4E016CA04]に分類される特許
1 - 20 / 34
胴幅可変式水平ロール装置
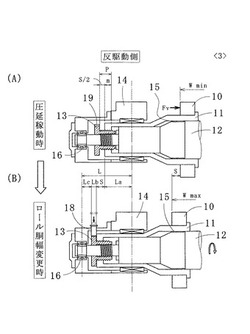
【課題】水平ロールに大きな荷重をかけることができセンターリング装置が不要でロール軸心方向寸法の短縮化が可能な胴幅可変式水平ロール装置を提供する。
【解決手段】一方に駆動源が連結され、両側を軸受箱14、14aによって支持されたロール軸12にスプライン結合によって装着された左右の中空軸11、11aと、それに固着された左右対となる水平ロール10、10aと、ロール軸12に対して左右の中空軸11、11aの取付け位置をそれぞれ決める位置決め手段20、21aとを有する胴幅可変式水平ロール装置21において、位置決め手段20、20aは、外周側に雄ねじ28が、内周側に螺旋方向の異なる雌ねじ29が形成され、軸心方向に移動可能な中空ねじ駒13の回転を防止する回転防止手段25を有する。
(もっと読む)
圧延機および圧延方法

【課題】軸方向位置において上下で互いに補完し合うS字形状のロールクラウンを有し、互いに逆向きに軸方向に移動させてロールギャップの修正を行うことができる一対のワークロールを備える4重式圧延機の圧延において、狭幅材の圧延においては高いクラウン制御能力を保つことができ、広幅材の圧延においては逆クラウンを防止し、安定な通板が可能となる圧延機および該圧延機を使用した圧延方法を提供する。
【解決手段】一対のワークロールのロールクラウンが4次以上の高次関数で規定されるS字形状であると共に、該上下一対のワークロールの軸方向への移動量が0である時のロールギャップ形状が、ロール端部においてロールギャップが最大かつ該ギャップの変化率(勾配)がほぼ0となるようにロールクラウンを形成する。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
異形断面銅合金条の製造方法
【課題】材料ロスにより歩留まりを低下させることがなく、設備費の増大等を招くことがなく、仕上げ圧延工程を必要とせず、厚み方向の異形断面条の寸法精度を±0.005mm以下に成形する。
【解決手段】段付きロール1と平ロール2との間で平板状銅材を圧延するに際し、平板状銅合金板の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により、厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工を施し、当該厚肉部7の厚さをTとするとき、厚肉部7の端縁部を押圧加工して形成される端縁溝部により残る厚さT1が、T1=0.3×T〜0.9×Tの範囲に設定され、厚肉部7に隣接する薄肉部6の厚さT2が、T2=0.20×T〜0.85×Tの範囲に設定され、端縁溝部を有する厚肉部7の側面と半径方向に沿う垂線とのなす角度θが、θ=0〜60°の範囲に設定されている。
(もっと読む)
板圧延機、タンデム式板圧延機及び板圧延方法
【課題】ワークの板厚分布不良を低減でき、エッジドロップの局部制御が可能な板圧延機、タンデム式板圧延機及び板圧延方法の提供。
【解決手段】軸方向一方側において漸次縮径するテーパー部を備えると共に軸方向にシフト可能なワークロールと、上記ワークロールと径方向側で隣接し、軸方向の上記テーパー部とは他方側に、軸方向のどのシフト位置でもバックアップロールと接しないように縮径されている延長バレル部を備えると共に、上記延長バレル部に寄った位置に凸中心を置いて径方向に膨出する膨出部を備えて、軸方向にシフト可能な中間ロールと、を備える板圧延機を採用する。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法
【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
作業ロールシフト機能を具備した圧延機
【課題】一端が先細り状に形成される作業ロールをその軸方向にシフトさせ、圧延材のエッジドロップを制御する際に、圧延材の幅方向両端部による作業ロールへの磨耗傷の発生を抑えることにより、その表面に転写傷のない高品質の圧延材を圧延することができる作業ロールシフト機能を具備した圧延機を提供する。
【解決手段】ロール先端に向かうに従ってロール径が漸次小さくなる先細り部31b,32bをロール胴部31a,32aの一端に有し、且つ、先細り部31b,32bがその軸方向において反対側に位置するように圧延材1を挟持する上下一対の作業ロール22a,22bと、作業ロール22a,22bをその軸方向にシフトさせるロールシフト装置40,50とを有するリバース圧延機11であって、作業ロール22a,22bにおけるロール胴部31a,32aの表面を、セラミックス材または超硬合金材で形成する。
(もっと読む)
熱間圧延機用ワークロールとその製造方法
【課題】本発明は、金属板の熱間圧延、とりわけ薄鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と圧延後の金属板や薄鋼板の形状品質の向上を可能とする熱間圧延機用ワークロールおよびその製造方法を提供する。
【解決手段】ワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、バレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状体を形成し、該円柱状体の外周に外層が形成されている。製造方法は連続鋳掛方法を採用することができる。
(もっと読む)
圧延機及び圧延銅箔並びにフレキシブルプリント基板
【課題】圧延銅箔の表面を均一に粗すことができ、圧延銅箔の低粗度化及びFPCの微細配線化が図れる圧延機及び圧延銅箔並びにフレキシブルプリント基板を提供する。
【解決手段】フレキシブルプリント基板に使用される圧延銅箔3を製造する圧延ロール4、5を有する圧延機1において、前記圧延ロール4が表面に均一な凹凸8を有する金属製圧延ロ―ルからなる。
(もっと読む)
圧延材を圧延するために少なくとも1個のワークロールを準備するための方法
本発明は、第2ロール4、5、特に中間ロールまたはバックアップロールと協働し、この中間ロールまたはバックアップロールによって支持するために、ワークロール1、2が設けられ、第2ロール4、5がその軸方向端領域に削り取り部6を備えている、帯状圧延材3を圧延するために少なくとも1個のワークロール1、2を準備するための方法に関する。圧延された帯材の品質を高めるために、本発明に係る方法は次のステップ:a)協働する2個のワークロール1、2の間に生じるロール間隙断面を計算するステップ、この場合少なくとも一部が第2ロール4、5の削り取り部6の範囲内に延在している圧延材3の所定の幅Bに基づいて計算が行われ;b)ワークロール1、2を通過する際の圧延過程によって発生する所望な圧延材輪郭を定めるステップ;c)ステップaのロール間隙断面から、ステップb)で定めた圧延材輪郭を差し引き、かつ計算された差に減衰定数Kを掛けることにより、ワークロール1、2のための補正削り部を計算するステップ;d)ステップc)によって計算された補正削り部を、少なくとも1個のワークロール1、2に少なくとも部分的に形成するステップを含む。 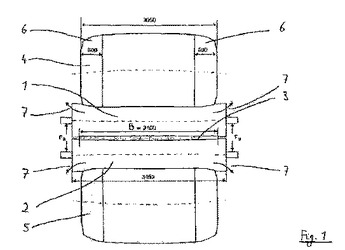 (もっと読む)
(もっと読む)
圧延ロール及びスクリーン印刷用メッシュ
【課題】微細表面パターンが容易に作成された、圧延に適した表面硬さを備えた圧延ロールを提供する。
【解決手段】圧延ロール7は、薄肉の平板である元板1に感光樹脂膜2を塗布してマスク3を用いて露光し腐食及び洗浄する工程S1と、曲げ加工して平板を薄肉円筒形状のスリーブ4に成型する工程S2と、スリーブ4を窒化熱処理して表面を硬化させる工程S3と、硬化スリーブ5をロール基体6に挿入して圧延ロール7に組み立てる工程S4とを含む製造方法により製造される。
(もっと読む)
熱間圧延ラインにおける幅プレス用ピンチロールおよびそれを用いた金属材料の幅圧下方法および熱間圧延方法ならびに熱延金属帯の製造方法
【課題】熱間圧延ラインにおける幅プレス用のピンチロールが、ヒートクラックの亀裂先端の進展により、早期に破断してしまうのを防止し、修繕費を抑えるとともに、熱間圧延ラインの操業稼働率維持を図った金属材料の幅圧下方法及び熱間圧延方法ならびに熱延金属帯の製造方法を提供する。
【解決手段】ピンチロールの直径を、ピンチロールが被圧延材を挟圧する際にヒートクラックが進展して該ピンチロールが折損してしまうことのないように、(1)式のように調整する。D:ピンチロールの直径M:ピンチロールが被圧延材を挟圧する際にピンチロールに作用する曲げモーメントΔKth:下限界応力拡大係数範囲 (もっと読む)
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】H形鋼等のフランジを有する形鋼の寸法精度、特にフランジ厚さを均一にすることができる製造方法を提供する。
【解決手段】ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機11に、外周面11aaの形状を円弧状とした垂直ロール11aと、垂直ロール11aの外周面11aaと相対する側面部分11baを円弧状とした水平ロール11bを使用する。
(もっと読む)
溶融亜鉛めっき鋼板の4重スキンパス圧延機およびスキンパス圧延方法
【課題】設備コストの大幅な上昇をもたらさずに低荷重で溶融亜鉛めっき鋼板の金属ストリップを耳しわが発生することなくスキンパス圧延する大径の4重スキンパス圧延機およびスキンパス圧延方法を提供する。
【解決手段】溶融亜鉛めっき鋼板の4重スキンパス圧延機であって、フラット形状または放物線パターンの凸型クラウン形状を有する上下一対のバックアップロールと、放物線パターンの凸型クラウン形状21と、板端部より150mm内側から板端部より150mm外側の範囲内においてロール端部に向かってロール径が増大するテーパークラウン形状20を有する上下一対のワークロールと、前記ワークロールのロール軸端部に、前記ワークロールに対し垂直方向のベンディング力を付加するベンダー装置と、を備えることを特徴とする、溶融亜鉛めっき鋼板の4重スキンパス圧延機。
(もっと読む)
金属箔加工用ローラ
【課題】厚さ数十ミクロン程度の金属箔を加工して、金属箔の表面に、寸法が数ミクロン〜数十ミクロンで、形状がほぼ均一な凸部を、工業的な規模で効率良く形成する。
【解決手段】 少なくとも表層部が、ロックウェル硬度がCスケールでHRC60〜80であり、かつ抗折力が3GPa〜6GPaである金属材料を含有するローラの周面に、複数の凹部を形成して金属箔加工用ローラとする。この金属箔加工用ローラを用いて金属箔を加圧成形する。
(もっと読む)
形鋼圧延における圧延油噴射方法
【課題】ロールの孔型の必要とする部位に効率的に圧延油を付着させることができると共に、圧延油の使用量も削減できる形鋼圧延における圧延油噴射方法を提供する。
【解決手段】導管2の先端に設けられたノズル4からロール1の孔型1aに圧延油を噴射する形鋼圧延における圧延油噴射方法において、ロール1に向かって伸びる基部2aと、この基部2aに対して曲げられた先端部2bと、を有する導管2を用い、ノズル4をロール1の孔型1aに近接させた状態で圧延油を噴射する。ノズル4を孔型1aに近接させるので、ロール1の孔型1aの必要とする部位に効率的に圧延油を付着させることができる。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】 高い強度と良好な加工性とを併せもつ新しい高強度のSi−Cr含有熱間圧延・鋼板およびその製造方法を提供する。
【解決手段】化学成分にSiおよびCrを含有させ、旧オーステナイト粒径を10μm以下に制御し、巻き取り温度を限定することで、その大きさが1μm以下で、かつ均一分散している残留オーステナイト粒の体積率が5%以上20%以下の、ベイナイト組織からなる高強度鋼板を得る。なお、マルテンサイト組織の体積率は10%以下である。
(もっと読む)
圧延ロール、圧延機および圧延方法
【課題】 被圧延材の板クラウンを効果的に修正可能であるばかりでなく、エッジドロップを低減することができ、しかも、局所的なロール間線圧上昇によるロール損傷が起こらない圧延ロール、圧延機および圧延方法を提供する。
【解決手段】 ロールクラウンを、極大値点と極小値点とを有する連続曲線であって、極大値点と極小値点とにはさまれた中央域を1つの関数とし、極大値点から最寄のロール端までの端部域を、中央域の関数の延長よりも急勾配の傾斜をもつ(つまり当該ロール端に近づくにつれての半径の減り方が激しい)関数とした曲線によって形成した。
(もっと読む)
溶射被覆ワークロール
この発明は、外周面およびその外周面上の溶射被膜を有する円筒状構造体を含む、金属また金属合金シート、例えばアルミニウム合金シート製造用の溶射被覆されたワークロールであって、該溶射被膜が約65〜約95重量パーセントの1種または2種以上の第VI族金属炭化物並びに約5〜約35重量%パーセントの、クロム、マンガン、鉄、コバルトおよびニッケルから選ばれる1種または2種以上の遷移金属を含む上記の溶射被覆ワークロールに関する。この発明は、また、金属また金属合金シート、例えばアルミニウム合金シートの製造用ワークロールを作成する方法、上記の溶射被覆ワークロールを用いて金属また金属合金シート、例えばアルミニウム合金シートを製造する方法、および金属また金属合金シート、例えばアルミニウム合金シートの製造用ワークロールの外周面を被覆するための溶射粉末にも関する。 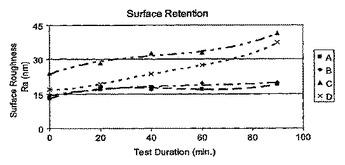 (もっと読む)
(もっと読む)
ロールスタンド
【課題】 本発明は、少なくとも1つの、規定通りの使用の際にロール軸2の上に設けられているロール3を有する、ロールスタンド1であって、その際、このロール軸2が、このロール3の中央の孔部を貫通し、その際、このロール軸2が、軸線方向の端部領域内において、連結装置4を介して、駆動軸5と解離可能に結合されており、および、このロールスタンド1に、ロール交換装置6が所属して設けられている様式に上記ロールスタンドに関する。
【解決手段】 ロール交換装置6は、そのロールの作業位置からロール交換位置内への、該ロール3の降下または上昇のための手段7、8; ロール軸2の長手方向内における、その引抜き台車の上に設けられた連結部材10の移動のための該引抜き台車9、 および、この引抜き台車9の上に設けられたこの連結部材10との形状一体的な協働のための、このロール軸2の軸線方向の端部領域内において設けられた連結手段11を有している。
(もっと読む)
1 - 20 / 34
[ Back to top ]