
Fターム[4E029AA06]の内容
Fターム[4E029AA06]に分類される特許
101 - 120 / 166
アルミニウム合金鍛造材およびその製造方法
【課題】自動車用足回り部品等の薄肉化に対応した、高い強度、靭性および耐食性を有するアルミニウム合金鍛造材およびその製造方法を提供することにある。
【解決手段】所定量のMg、Si、Mn、Fe、Zn、Cu、Cr、Zr、Tiを含み、残部がAlおよび不可避的不純物からなるとともに、水素ガス濃度が0.25ml/100gAl以下のアルミニウム合金から構成されるアルミニウム合金鍛造材であって、前記アルミニウム合金鍛造材において、最大長さ0.1μm以上のMg2Siの面積率が0.15%以下、アルミニウム合金の再結晶率が20%以下、アルミニウム合金の分散粒子のV/r(V:分散粒子の面積率[%]、r:分散粒子の平均半径[nm])で定義されるサイズ分布指標値が0.20以上であることを特徴とする。
(もっと読む)
金属材料の押出成形用ダイス

【課題】十分な強度および耐久性を確保しつつ、高い品質の押出成形品を得ることができる金属材料の押出成形用ダイスを提供する。
【解決手段】押出成形用ダイス10は、外表面を受圧面22とする受圧部21を有し、かつその受圧面22を後方に向けて配置されるダイスケース20と、ダイスケース20の内部に保持されるオス型ダイス30と、ダイスケース20内の前部に保持されるメス型ダイス40と、を備える。金属材料受圧面22が凸面形状に形成される。受圧部21にポート孔24が設けられる。ポート孔24の軸心A2がダイスケース20の軸心A1に対し傾斜するように配置される。ダイス10は、オス型ダイス30をダイスケース20の内部に前側から取り付けられるよう構成されるとともに、金属材料受圧面20に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔11を通過するよう構成される。
(もっと読む)
金属材料の押出成形工具

【課題】十分な強度および耐久性を確保しつつ、高い品質の押出成形品を得ることができる金属材料の押出成形工具を提供する。
【解決手段】押出成形工具E1のダイス10は、受圧部21を有するダイスケース20と、その内部およびその前部にそれぞれ保持されたオス型ダイス30およびメス型ダイス40とを備える。さらに、ダイス10は、受圧部21の金属材料受圧面22が後方に向けて突出する凸面形状に形成される。受圧部21の外周にポート孔24が設けられる。ポート孔24は、その軸心A2が下流側に向かうに従ってダイスケース20の軸心A1に近づくように、ダイスケース21の軸心A1に対し傾斜するように配置される。押出成形工具E1のダイスホルダ60のダイス保持孔62の周面62aは、下流側に向かうに従って漸次拡径するテーパ面に形成される。ダイスケース20の前部の外周面25aは、ダイス保持孔62の周面62aに対応したテーパ面に形成される。
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる押出成形用ダイスを提供する。
【解決手段】ダイス10は、受圧部21の受圧面を押出方向に対向させて後向きに配置されるダイスケース20と、ダイスケース20内に設けられるオス型ダイス30およびメス型ダイスと、を備える。受圧面は後方に向けて突出する凸面形状に形成される。受圧部21の外周に、金属材料導入用のポート孔24が設けらる。そして、ダイス10は、受圧面22に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔を通過するよう構成されている。製品外接円直径を「A」、受圧面外径を「B」、孔間壁入口側最小肉厚寸法を「C」、孔間壁の数を「n」、C×nによって求められる孔間壁入口側肉厚寸法総和を「D」としたとき、B/A=1.8〜6.0、D/B=0.15〜0.4に調整される。
(もっと読む)
自然冷媒用熱交換器に用いられるアルミニウム合金押出材
【課題】腐食環境下でも充分な耐食性を有すると同時に、強度の向上を図って充分な高温耐圧強度を有する自然冷媒用熱交換器に用いられるアルミニウム合金押出材を提供する。
【解決手段】 Si:0.05〜0.6wt%、Mn:0.5〜1.8wt%を含有し、Mn含有量とSi含有量との比(Mn%/Si%)を2.6〜36とし、かつFe:0.1〜0.9wt%、を含有し、Cu:0.1wt%以下に規制し、残部がAlおよび不可避不純物からなる組成を有する合金は、Mn%/Si%比が所定に規定されかつCuが0.1wt%以下に規制された結果、腐食環境下でも極めて良好な耐食性を示すことができ、しかも高い高温耐圧強度を示すとともに、熱履歴後も高い室温強度を示すことができる。
(もっと読む)
押出成形用のダイス組付工具
【課題】耐久性に優れた押出成形用のダイス組付工具を提供する。
【解決手段】ダイス組付工具P1は、ダイス設置プレート60のダイス設置孔61に、押出成形用ダイス10が設置されるとともに、ダイス設置孔61に導入される金属材料が、ダイス10の金属材料受圧面22に設けられたポート孔24から導入されるように構成されている。ダイス設置孔61内におけるポート孔24の外側に、ポート孔24の入口位置よりも押出方向下流側まで到る材料溜まり部70が設けられる。そして、ダイス組付工具P1は、ダイス設置孔61に導入された金属材料の一部75が、材料溜まり部70に貯留されるよう構成される。
(もっと読む)
押出加工方法及び同装置
【課題】押出材の全長に亘って表面性状欠陥のない均質な押出材を製造する。
【解決手段】コンテナに装填される直前の時点で当該ビレットの特に前端部の温度を測定し、この温度の実測値を予め設定された押出し適正温度範囲と比較して、当該適正温度範囲内に実測温度が適合する場合のみ、当該ビレットをコンテナに装填して押出を開始する。
(もっと読む)
OH基を含むアルコール液に対する耐食性に優れた快削アルミニウム合金押出材
【課題】 Pbを添加することなく切削性を向上させた快削Al合金押出材として、OH基を含むアルコール液に有する耐食性に優れたものを提供する。
【解決手段】 Si0.4〜0.8%、Cu0.1〜0.4%、Mg0.8〜1.2%、Sn0.1〜0.5%、Bi0.3〜1.0%を含有し、かつSnとBiの合計量が0.5〜1.5%、残部が実質的にAlよりなる快削アルミニウム合金押出材。さらに、上記各元素のほか、Fe0.75〜0.9%あるいはTi0.01〜0.20%を添加した快削アルミニウム合金押出材。
(もっと読む)
車両用ホイール及びその製造方法
【課題】リムに中空状の副気室を備えるとともに、機械強度に優れ、安定した走行を実現可能な車両用ホイールとこのような車両用ホイールの製造方法を提供する。
【解決手段】リム2とディスク0とを備え、リム2に副気室5が形成された車両用ホイール1であって、副気室5が、回転軸方向に間隔をあけて設けられる隔壁により並列に分割され、かつタイヤとリム2との間に形成されるタイヤ主気室と連通する少なくとも一の連通部6を有する。
(もっと読む)
高い粘性を有する材料の連続押出用のスクリュー押出機
高い粘性を有する材料、特にアルミニウム及びアルミニウム合金のような金属の連続押出用のスクリュー押出機。押出機は、押出される材料の給送用の入口11を有するスクリューハウジング4のライナ2内に回転可能に設けられたアルキメディアン・スクリュー1と、圧縮チャンバすなわち押出チャンバ5と、所望の押出製品7の形状を成形するダイを有する押出ダイアセンブリ6とを備える。アルキメディアン・スクリュー1とライナ2との設計は、必要な圧縮が、スクリューの最大540度の回転、すなわちアルキメディアン・スクリューの最大1.5回転のフライトの長さに相当する、押出チャンバ5を向いたスクリューの下流端で生じるようなものであり、スクリューの一端と押出チャンバ5とにおいてこのようにして形成される金属の固体プラグが剛性回転を抑えられ、必要な圧縮と押出圧力とを得るようなものである。 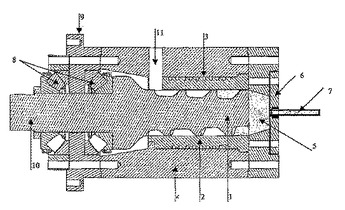 (もっと読む)
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる金属材料の押出成形用ダイスを提供する。
【解決手段】ダイス10は、受圧部21の金属材料受圧面を押出方向に対向させて後向きに配置されるダイスケース20と、ダイスケース20内に設けられるオス型ダイス30およびメス型ダイス40と、を備える。受圧面が後方に向けて突出する凸面形状に形成される。受圧部21の外周に、金属材料導入用のポート孔24が設けられる。ポート孔24が、その入口部24eの開口面積が内部の通路断面積よりも大きく形成される。そして、ダイス10は、金属材料受圧面に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔11を通過するよう構成される。
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる金属材料の押出成形用ダイスを提供する。
【解決手段】ダイスは、受圧部21の金属材料受圧面を押出方向に対向させて後向きに配置されるダイスケースと、ダイスケース内に設けられるオス型ダイスおよびメス型ダイスと、を備える。受圧部21が後方に向けて突出するように形成されるとともに、受圧部21の外周に、金属材料導入用のポート孔24が設けられる。受圧部21の平面状態面積Saに対し、ポート孔24の平面状態面積Sbの比率が、0.15〜0.80に設定される。そして、ダイスは、金属材料受圧面に押圧された金属材料が、ポート孔24を通ってダイスケース内に導かれて、押出孔を通過するよう構成される。
(もっと読む)
熱間押出成形用ダイス
【課題】 約600〜700℃の環境下において、高強度、高硬度、高靭性、高摺動性を備えた熱間押出成形用ダイスを提供すること。
【解決手段】 窒化チタンを主成分とし、ジルコニアおよびニッケルを含むセラミックスからなるダイスであって、ジルコニアの結晶の一部が窒化チタンの結晶内に分散されてなる硬質相と、ニッケルを主成分とし、硬質相を結合する結合相と、からなる熱間押出整形用ダイス1である。窒化チタンを主成分とする硬質相は、熱間押出成形中にその表層が酸化して体積膨張するものの、窒化チタンの結晶内に分散されたジルコニア結晶が窒化チタンの結晶を保護するため、窒化チタンの結晶の摩耗の進展が抑制されて、約600〜700℃の高温環境下においても、高強度、高靭性が保持できるとともに、押出材の摺動抵抗を低く抑制できる。
(もっと読む)
アルミニウム合金押出材の製造装置
【課題】曲げ加工の精度を向上させると共に、塗装焼付け後にばらつきの少ない所望の材料強度を得ることができるアルミニウム合金押出材を製造する装置を提供する。
【解決手段】加熱されたアルミニウム合金の鋳塊から押出材Mに押出成形する押出機71と、押出機71からの押出材Mを搬送しながら冷却するクーリングテーブル74と、を少なくとも備えたアルミニウム合金押出材の製造装置1であって、該製造装置は、前記クーリングテーブル74から搬送された押出材Mを予備時効処理するための加熱炉10をさらに備える。
(もっと読む)
アルミニウム合金押出材
【課題】アルミニウム合金からなるダブルスキン形材を、面板に垂直に圧縮する場合に、上下の面板が互いに反対方向にずれるような変形を起こすのを防止するとともに、高いエネルギー吸収量が安定して得られるようにする
【解決手段】一対の互いに平行な平板状の面板12,13の間にその面板を接続する複数個の傾斜リブ14が一体的に形成され、隣接する傾斜リブ14が互いに逆方向に傾斜したアルミニウム合金押出材において、各傾斜リブ14が湾曲して一方の面板12の側に張り出している。あるいは隣接する各傾斜リブ14が互いに逆向きに張り出している。
(もっと読む)
ダイスの設計方法、ダイス、中空パネルの製造方法及び中空パネル
【課題】良好な形状を有する薄肉で広幅の中空パネルを形成する。
【解決手段】本発明によるダイス24の設計方法では、中空パネル1において溶着部1a間の各領域1bの歪みεiの平均値に対する溶着部1a間の各領域1bの歪みεiの相対誤差Δεが±10%の範囲内に収まるように、各エントリーポート30aの設計特徴値と、合流空間31aの設計特徴値とを設定する。
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる金属材料の押出成形用ダイスを提供する。
【解決手段】本発明のダイスは、受圧部21を有するオス型ダイスケース20と、メス型ダイスケース25と、オス型ダイスケース内に設けられるオス型ダイス30と、メス型ダイスケース25内に設けられるメス型ダイス40とを備える。受圧部21が後方に向けて突出する凸面形状に形成され、受圧部外周に、金属材料導入用のポート孔が設けられる。オス型ダイスケース20の前面側に圧入連結部21aが設けられるとともに、メス型ダイスケースの後面側に圧入用凹部25aが設けられる。圧入連結部21aが圧入用凹部25aに圧入されることにより、オス型ダイスケース20がメス型ダイスケース25により周囲から拘束された状態で両ケース20,25が連結される。
(もっと読む)
ボルトの製造方法、ボルト、ボルト用の形材、ボルト用の形材の成形装置及びボルト用の形材の成形方法
【課題】製造工程において素材に割れが生じるのを抑制して耐熱アルミ合金製のボルトを形成可能とする。
【解決手段】このボルト1の製造方法は、耐熱アルミ合金を用いて、熱間押出し成形により形材7を形成する押出し工程と、形材7から形成される素材8を切削加工することにより耐熱アルミ合金製のボルト1を形成する切削工程とを有している。
(もっと読む)
耐熱アルミ合金製の形材の製造方法、耐熱アルミ合金製の形材及び耐熱アルミ合金製の形材の成形装置
【課題】表面割れが生じるのを抑制して熱間押出しにより良好な形状の耐熱アルミ合金製の形材を形成する。
【解決手段】この耐熱アルミ合金製の形材の製造方法は、耐熱アルミ合金からなるビレット1を熱間押出しすることにより形材2を形成する耐熱アルミ合金製の形材の製造方法であって、押出し直後の形材2の温度が350℃以上550℃未満となるように熱間押出しを行う。
(もっと読む)
アルミニウム合金押出材の製造方法
【課題】安定して同じ形状に曲げ加工ができると共に、塗装焼付けに相当する熱履歴を与えることにより、押出材に対して、ばらつきなく所望の耐力を与えることができるアルミニウム合金押出材の製造方法を提供する。
【解決手段】少なくともマグネシウムとシリコンを含むアルミニウム合金の鋳塊を溶体化処理する工程S12と、前記鋳塊を押出材に押出成形する工程S13と、該押出材を所定の設定された加熱温度条件で予備時効処理を行う工程S16と、を少なくとも含むアルミニウム合金の押出材の製造方法であって、前記製造方法は、押出成形工程S13と予備時効処理工程S16との間に、前記押出材の耐力を測定する工程S14と、該測定した耐力に基づいて前記加熱温度条件を設定する工程S15と、をさらに含む。
(もっと読む)
101 - 120 / 166
[ Back to top ]