
Fターム[4E029AA06]の内容
Fターム[4E029AA06]に分類される特許
21 - 40 / 166
中空形材成形用押出ダイス
【課題】押出加工力が大きな高力系合金、特に、いわゆる7000系といった高強度アルミ合金からなるビレットを押出し成形する場合でも、高速押出しができると共にマンドレルの破断を防止して長寿命化を図れるようになる中空形材成形用押出ダイスを提供する。
【解決手段】押出ダイス10を、上流側から送られてきたビレットBを下流側に押出して形材の内側形状を成形するオス型20と、形材の外側形状を成形するメス型30とを備えた構成とし、オス型20を、マンドレル22とその外周を保持するホルダー25とで構成し、マンドレル22を、形材内側成形部23と当該形材内側成形部23を支持し且つ先端外周面がホルダー25の内周部と係合し合うブリッジ部24とで形成し、このブリッジ部24の先端外周面とホルダー25の内周部との係合面を押出し方向の下流側がダイス中心に近づく傾斜面とした。
(もっと読む)
熱間バルジ成形用ポートホール押出材、及びその製造方法

【課題】Al−Mg−Si系アルミニウム合金の中空押出材を熱間バルジ加工する際に、溶着部近傍の強度を増大させて拡管率を増大させることが可能であり、くびれを抑制して均一な板厚分布の加工材を得ることが可能なAl−Mg−Si系アルミニウム合金の中空押出材を提供する。
【解決手段】Al−Mg−Si系アルミニウム合金のポートホール中空押出材の押出方向に垂直な面上で、溶着線中心にして、前記溶着線と垂直な方向の両側に2mm、前記溶着線と平行な方向における前記中空押出材表面から前記中空押出材の板厚tのt/10〜9t/10の範囲で画定される領域から、結晶粒が40個以上含まれる一辺が500μmの正方形の領域を選択した際に、Cube方位の結晶粒の面積率の最小値を10%〜50%とし、Cube方位の結晶粒の面積率の最大値と最小値との差を60%以下とする。
(もっと読む)
押出ダイス
【課題】押出加工時に押出ダイスに加わる押出荷重を軽減させることにより、押出ダイスの撓み変形を防止し、更に、押出ダイスの強度低下を抑制すること。
【解決手段】押出ダイス1は、複数のメタルホール6と、互いに隣り合う2つのメタルホール6、6間に配置されたブリッジ7とを有する。メタルホール6の少なくとも上流側部分が、その断面積が上流方向に向けて増大するように形成されている。
(もっと読む)
複層伝熱管、複層伝熱管の製造方法、及びその製造方法に用いられる成形治具
【課題】オープンラック式気化器に用いられるフィンチューブに関して、良好な熱伝導で液化天然ガスを気化させることができ、さらにフィンチューブの外周全体を犠牲陽極被膜で強固に被覆して海水に対する耐食性を向上させたフィンチューブを提供することを目的とする。
【解決手段】外周面に長手方向に沿って複数のフィン8を有する複層フィンチューブ2を、内部に長手方向に沿って液化ガスが流通する流通路を形成した内管材4と、内管材4の外周面を覆う外管材5とで構成する。少なくとも外管材5を、真密度材で構成する。外管材5で、内管材4の外表面を全て覆うとともに、外管材5と内管材4との界面に金属結合を形成する。
(もっと読む)
押出加工用ダイス装置
【課題】均一な肉厚の押出部品を押出加工できるようにしたダイス装置を提供する。
【解決手段】ダイホルダの支持孔に設けた組立ダイスを突起部を有するオスダイスと、突起部を挿入する孔部を有するメスダイスから構成し、ダイホルダの背後に設けたバックプレート70に形成した冷媒導入路71をダイホルダに複数設けた組立ダイスに到達させるようにバックプレートの面方向に沿って拡張路72、73、74、77、78、75、76、79、80、81、82により拡張してなり、バックプレートに設けた拡張路を冷媒導入路側から組立ダイス側に至る部分まで次第に路幅を狭く、次第に深さを深くしてなることを特徴とする。
(もっと読む)
押出加工用ダイス装置及び押出部品の製造方法
【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部品の製造方法を提供する。
【解決手段】ダイホルダに複数形成された支持孔に挿入されてダイホルダに組み込まれた組立ダイスとを具備し、組立ダイスを通過させるように素材ビレットを押圧して組立ダイスの型孔を通過させて目的の形状の押出品とするためのダイス装置において、ダイホルダ5の支持孔9において素材ビレットに面する側の開口部42に支持孔の開口部面積を拡張する段部42bが形成されてなる。
(もっと読む)
押出プレス装置
【課題】押出プレス装置を作動させる可変容積形ポンプにパイロット圧力を供給するパイロットポンプ及びパイロットポンプを駆動する電動機を消費するエネルギーの少ない状態で運転して無駄な電力を削減し、もってエネルギー消費量の少ない押出プレス装置を提供する。
【解決手段】パイロット圧力が負荷されるレギュレータ等の吐出量制御手段12を備えた可変容積形ポンプ10を有し、予め定めた速度設定値に基づいて吐出量制御手段12に速度信号を出力して可変容積形ポンプ10の傾転により供給する圧油量を変化させ、各動作工程の速度が制御される金属の押出プレス装置に、吐出量制御手段12に供給するパイロット圧の油量を、前記速度設定値を切り替えるときに最大となり、該切り替えた速度設定値となったときに最小となるよう制御するパイロット圧力の供給手段30を設けた。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】高強度化および高耐食性化させた、アルミニウム合金押出材を熱間鍛造してなる鍛造材およびその製造方法を提供する。
【解決手段】アルミニウム合金押出材を熱間鍛造してなる鍛造材であって、特定成分と特定製造条件で製造して、特定の大きさの分散粒子と特定の大きさの晶出物とが一定の密度や面積割合を有するようにし、この鍛造材の複数箇所の表層部を除く断面全域を、小傾角粒界と大傾角粒界とを含めた微細な未再結晶を主体とする組織にする。
(もっと読む)
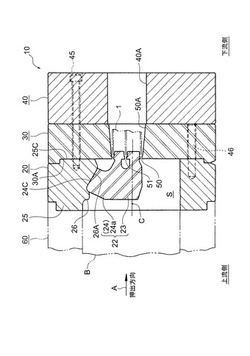
押出しダイス
【課題】ベース部と複数のフィン部とからなるアルミニウム形材の特に複数のフィン部を安定した姿勢で容易に押出し成形することができると共に、長寿命化を図れるようになる押出しダイスを提供する。
【解決手段】ベース部2とこのベース部2と一体的に連続して成形された複数のフィン部3とで形成したアルミニウム形材1に対し、これを押出し成形する押出しダイス10であって、ビレット40の押出し方向上流側端面に設けられたビレット案内用凹部11と、このビレット案内用凹部11に連通しベース部2を成形するベース部成形用貫通穴12と、ビレット案内用凹部11に連通し複数のフィン部3を成形するフィン部成形溝13とを有し、フィン部成形溝13を、それぞれビレット40の押出し方向上流側の溝入り口13Aから下流側の溝出口13Bに向かって一様に拡開する形状とした。
(もっと読む)
アルミニウム棒材の押出方法及び押出ダイス
【課題】アルミニウム棒材の押出成形において、ピックアップ(焼き付き)等の表面欠陥の発生を低減して、これにより押出生産性(歩留まり)を向上させる。
【解決手段】従来のものよりベアリング長さLの大きい押出ダイスを用いてアルミニウム棒材を押出成形する。具体的には、ダイスベアリングの水力直径をΦ、ベアリング長さをLとしたとき、0.7≦L/Φ≦2.0である押出ダイスを用いる。1.3≦L/Φ≦1.8がより望ましい。
(もっと読む)
曲げ圧壊性と耐食性に優れたアルミニウム合金押出材
【課題】自動車の衝突条件が厳しくなっても、自動車用のエネルギー吸収部材として要求される、曲げ圧壊性と耐食性との両方に優れたアルミニウム合金押出材を提供する。
【解決手段】質量%で、Mg:0.60〜1.20%、Si:0.30〜0.95%、Fe:0.01〜0.40%、Mn:0.20〜0.45%、Cu:0.001〜0.65%、Ti:0.001〜0.10%、Zr:0.10〜0.20%を各々含み、MgとSiの含有量が、Mg(%)≦1.73×Si(%)+0.2、かつMg(%)≧1.73×Si(%)−0.2の関係を満たし、残部がAl及び不可避的不純物からなるAl−Mg−Si系アルミニウム合金押出材。肉厚が2〜7mmで略矩形中空断面を有し、0.2%耐力が270〜330MPa、押出材の厚み方向断面における組織が主として繊維状組織であり、表層部の再結晶組織の厚さが片側500μm以下である。
(もっと読む)
熱交換器製造用の延伸部材及びその製造方法
【課題】 経済的条件を確保しながら、各種の使用特性(機械的強度、展延性、耐食性、鑞付け性)の間のバランスがさらに向上したアルミ合金による熱交換器製造用の延伸部材を提供する。
【解決手段】 Siが0.15〜0.30、Feが0.25未満、Cuが0.2〜1.1、Mnが1.0〜1.4、Mgが0.4未満、Znが0.2未満、Tiが0.1未満、その他の元素が各0.05未満で且つ合計0.15未満、残りがアルミニウムであるベース合金からなり、Fe≦Si、およびCu+Mg>0.4である組成(重量%)のアルミ合金による、熱交換器製造用の帯または管である延伸部材である。
(もっと読む)
高温拡管成形性に優れた6000系アルミニウム合金中空押出材
【課題】成形品の結晶粒の粗大化を抑制し、キャビティの発生を少なくすることができる高温拡管成形用6000系アルミニウム合金中空押出材を提供する。
【解決手段】Mn:0.05〜0.2質量%、Cr:0.05〜0.2質量%とした6000系アルミニウム合金中空押出材に、400〜560℃の温度範囲で高温拡管成形を施した成形品のキャビティ面積率が2%以下であり、かつ前記成形品の平均結晶粒径が150μm以下であることを特徴とする高温拡管成形性に優れた6000系アルミニウム合金中空押出材を得る。
(もっと読む)
構造部材
【課題】中空断面の一部に溶着部を必然的に有する、ポートホール押出によるアルミニウム合金押出管材からなる、断面が円管状の構造部材において、重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させることを目的とする。
【解決手段】ポートホール押出による溶着部3を有する、円管状アルミニウム合金押出管材1からなり、この円管の円環断面の一部を一辺の長さが特定範囲の直線状の辺2となし、溶着部3を直線状の辺2の中に設けて重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させる。
(もっと読む)
押出性及び犠牲陽極特性に優れたコネクタ用アルミニウム合金押出材
【課題】かしめ加工のために中空部内面に凹凸の溝を有するような複雑な形状が押出可能であり、さらに配管材に対して犠牲陽極特性を持つ、押出性及び犠牲陽極特性に優れたコネクタ用アルミニウム合金を提供する。
【解決手段】Si:0.2〜0.8%(質量%、以下同じ)、Mg:0.45〜0.9%、Zn:1.0〜3.5%、Ti:0.001〜0.2%を含有し、残部Alと不可避的不純物からなる押出性及び犠牲陽極特性に優れたコネクタ用アルミニウム合金押出材を得る。
(もっと読む)
耐食性及び光輝性に優れた押出し用アルミニウム合金
【課題】陽極酸化皮膜を厚くしても光輝性の低下が少ない、Al−Mg−Si系アルミニウム合金押出材を提供することにある。
【解決手段】Al−Mg−Si系アルミニウム合金押出材において、Mg2Siの化学量論比組成が0.5〜0.82mass%(以下、%と記す。)の範囲では、Siが0.3〜0.45%でかつMgが0.31〜0.52%、または、Siが0.18〜0.3%でかつMgが0.55〜1.0%であり、Mg2Siの化学量論比組成が0.82〜1.0%の範囲ではMg含有量に対する過剰Siが0.15%未満、またはSi含有量に対する過剰Mgが0.5%未満であり、且つ、Feを0.05〜0.12%含有し、残部Al及び不可避的不純物からなるアルミニウム合金押出材に、鏡面加工を施した後、陽極酸化皮膜を20μm以上の厚さで生成したことを特徴する耐食性および光輝性に優れたAl−Mg−Si系アルミニウム合金押出材。
(もっと読む)
モジュール式押出ダイ
金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu及びその合金のような他の非鉄金属の押出用の押出工具又は押出ダイである。ダイは、インサート6,7が設けられたキャビティ4,5を有するダイプレート2,3を備えたモジュール型である。ダイプレート2,3を含み強い熱機械的な要求を有するダイの領域は、ニッケル、鉄又はコバルトベースの超合金で作製されるのに対し、インサート、即ち、ダイのマンドレル6及び/又はベアリング7を含み強い摩擦的な要求を有する領域のダイは、耐摩耗性材料で製造され、この耐摩耗性材料は、高速度工具鋼、析出硬化鋼若しくは熱間加工高合金鋼、又は、ナノ粒子若しくはCVDのような皮膜が与えられる任意の適切な鋼タイプとすることができる。 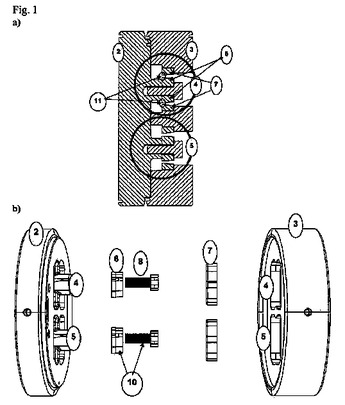 (もっと読む)
(もっと読む)
押出加工方法
【課題】チタン系焼結体の優れた性能を維持しつつ、耐酸化性を向上できる押出ダイスによって押出加工できる押出加工方法を提供する。
【解決手段】本発明は、ダイス本体31の押出孔33に押出材Fを通過させて押出加工する押出加工方法を対象とする。ダイス本体31として、炭化チタン、窒化チタンおよび炭窒化チタンのうち、少なくとも1種以上のチタン化合物を硬質相の主成分とする焼結体によって構成されたサーメット基材11と、そのサーメット基材11上における少なくとも押出孔内周面に対応する部分に設けられ、かつチタンを含む複合酸化物によって構成された耐酸化膜12とを有する表面被覆サーメット部材1によって構成されたものを準備しておく。押出加工開始前に、押出ダイス3を420〜520℃の温度に予備加熱する。
(もっと読む)
クラッド材の製造方法
【課題】複数本の金属線を固相接合して、一体化し、種々の特性を付与することができるクラッド材の製造方法を提供する。
【解決手段】複数本の金属線21からなるワーク22または金属製のパイプ20に複数本の金属線21を充填したワーク22に圧縮加工を施して、各金属線21の相互間に生じた隙間を潰す。その後、途中部に屈折部12を有する貫通孔11にワーク22を通すことにより、当該ワーク22を屈折部12でせん断変形させて、各金属線21同士を固相接合させ、クラッド材を得る。
これにより、複数本の金属線21を一体化する。
(もっと読む)
曲げ圧壊性と耐食性に優れたアルミニウム合金押出材
【課題】自動車の衝突条件が厳しくなっても、自動車車体補強材として要求される、曲げ圧壊性と耐食性との両方に優れた6000系アルミニウム合金押出材およびその製造方法を提供する。
【解決手段】質量%で、Mg:0.60〜1.20%、Si:0.30〜0.95%、Fe:0.01〜0.40%、Mn:0.30〜0.52%、Cu:0.001〜0.65%、Ti:0.001〜0.10%を含み、MgとSiとの含有量がMg(%)−(1.73×Si(%)−0.25)≧0を満たし、残部AlからなるAl−Mg−Si系アルミニウム合金押出材。再結晶面積率が65%以上の等軸再結晶粒組織を有し、5000倍のTEMにより観察される重心直径が1μm以上のサイズを有する粒界析出物同士の平均間隔が25μmを超え、この押出材の厚み方向全域に亙るGoss方位の平均面積率が8%未満である。
(もっと読む)
21 - 40 / 166
[ Back to top ]