
Fターム[4E063CA07]の内容
Fターム[4E063CA07]の下位に属するFターム
Fターム[4E063CA07]に分類される特許
1 - 20 / 48
プレスブレーキ
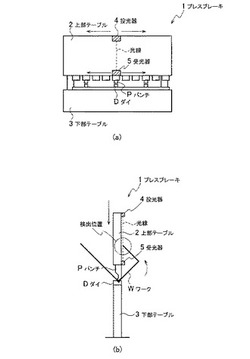
【課題】維持するために手間やコストのかからない方法で作業者の指の挟み込みを防止することのできるプレスブレーキを提供する。
【解決手段】本発明のプレスブレーキ1は、上部テーブル2の横方向に移動可能に設置されて上部テーブル2の前面に平行に光線を照射する投光器4と、上部テーブル2の横方向に移動可能に設置されて投光器4から照射された光線を受光する受光器5と、投光器4と受光器5とをワークWの加工位置に移動させ、ワークWを加工するタイミングで投光器4から光線を照射させ、照射された光線を受光器5で受光しなかったときには上部テーブル2の動作を停止させる制御部とを備えていることを特徴とする。
(もっと読む)
曲げ加工用マンドレルおよびそれを用いたパイプ体の曲げ加工方法

【課題】曲げ加工後のパイプ体からマンドレルを引き抜く際に、パイプ体に負荷をかけることなく行うことができる曲げ加工用マンドレルおよびそのマンドレルを用いたパイプ体の曲げ加工方法を提供する。
【解決手段】曲げ用コマ20の一方端面22の半分のそれぞれを、連設されたコマ20と同芯状にしたときに、当該コマ20の他方端面23の対向部分に対して平行な平行面と傾斜面とに形成する。平行面22a側の貫通孔24aに挿通された直線用紐状部材50を引っ張ることで、マンドレル1を直線状にできる。一方、傾斜面22b側の貫通孔24bに挿通された曲げ用紐状部材60を引っ張ることで、マンドレル1を曲げ形状にできる。
(もっと読む)
パイプベンダ、ベンディングパイプの製造方法及びパイプ継手
【課題】汎用性のある保持治具を用いて、簡便にパイプの継手部における中心軸を基準とした周方向の精度よい位置決めができるようにする。
【解決手段】パイプ21を固定するパイプチャック部4及びパイプ21をその中心軸を基準に回転する傾転装置6を備えたパイプ送り装置5、パイプ送り装置5をガイドするガイドレール1、パイプ21受ける反力受け型10、曲げ型7及びパイプ21を固定するベンド用クランプ8a備え、ガイドレール1の一端側にあり、パイプ21を曲げ型7で曲げるベンディング装置8、パイプ21をカットするカッタ部12、パイプ21の始端部付近の所定位置に刻印し、カッタ部12でカットする終端部付近に次に加工するパイプ21の始端部の刻印と突き合わせて周方向の位置決めをするための刻印をするレーザマーカー部20、これらの各装置及び各部をシーケンス制御する自動制御装置16を備える。
(もっと読む)
ドア補強部材の製造方法及びドア補強部材
【課題】 容易かつ安価な、閉断面を有するドア補強部材に供給する。
【解決手段】 本発明は、折り曲げ線上に複数のスリットを備える金属板に対して、折り曲げ線に沿って閉断面とは反対側に折り曲げる工程と、折り曲げ線上に複数のスリットを備える金属板に対して、プレス加工により、折り曲げ線と略平行に、多角形のすべての角を形成する工程と、折り曲げる工程及びすべての角を形成する工程の後に、人力により折り曲げ線に沿って閉断面側に折り曲げることにより、閉断面を形成する工程と、を含むドア補強部材の製造方法に係る。
(もっと読む)
成形装置及び製造方法
【課題】湾曲した部分の両端部で平板部との為す角度が異なる様な配線、配管用のクリップを迅速且つ正確に加工することが出来る成形装置及び方法の提供。
【解決手段】被覆した材料が載置される支持部材71、74と、垂直方向に移動してワークWを変形する垂直方向押圧部材51と、垂直方向下方に移動した垂直方向押圧部材51に向って移動する加工用部材61と、垂直方向押圧部材51を垂直方向に往復動する垂直方向押圧部材用の移動部材52、53と、加工用部材61を垂直方向下方に移動した垂直方向押圧部材51に向う方向と離隔する方向に往復動する加工用部材61用の移動部材62、63を有している。
(もっと読む)
フレーム部材とその製造方法
【課題】 極めて高い剛性と、軽量な構造のものを、薄い板材を用いて、残留歪が生じることなく、容易かつ安価に成形できるようにしたフレーム部材とその製造方法を提供する。
【解決手段】 一対の対向する平板からなる側板11と、側板11の端部に側端部が接続された頂板12とを有し、側板11と頂板12との角部に補強部Rが設けられた長尺なフレーム部材10であり、補強部Rを、側板11を面方向に延設した延設部15と、延設部15の先端部と頂板12の側端部とを連結する連結板16と、を有する耳状突部17とし、平板材Bを折り曲げ成形することにより形成したことを特徴とする。
(もっと読む)
プレス曲げ加工用下型
【課題】曲げ加工により製作されるU字形の金具の深さ寸法を拡大することができ、加工に関わる作業者にとって安全な曲げ加工を実現すること。
【解決手段】上面に左右方向に延びる凹溝を有し曲げ加工装置に固定されるブロック本体と、このブロック本体の前記凹溝内に収容され凹溝の軸の周りに回転動作により揺動運動が可能な回転ブロックとから成り、回転ブロックの上面には、板材の曲げ加工に際して、上型の刃先を受け入れる加工溝が形成されているプレス曲げ加工用下型である。ブロック本体は凹溝の前後両側に前側肩部と後側肩部を有し、前側肩部の高さ寸法は後側肩部の高さ寸法よりも小さく設定されて前側肩部と後側肩部との間で段差が設定されている。
(もっと読む)
パイプ曲げ加工機およびこのパイプ曲げ加工機を使用した渦巻き型パイプの曲げ加工方法
【課題】渦巻き型パイプの曲げ加工ができるパイプ曲げ加工機の提供と、このパイプ曲げ加工機を使用した渦巻き型パイプの曲げ径の曲げ加工方法を提供する。
【解決手段】パイプ曲げ加工機は、前後方向へ移動するY軸移動手段と、左右方向へ移動するX軸移動手段Fと、を有するXYスライド機構Gと、XYスライド機構Gに載置された上面の回転テーブル31を回転させる回転テーブル装置と、この回転テーブルに31に載置され、ウォームホイールに固定された円筒軸47が回動自在に支持された曲げ加工装置40と、円筒軸47の穴に挿通され、下端部が底面に固定された中心軸42aと、支持ローラ42の中心Oを回動中心にして回動自在の円筒軸47の上面に設けられ、支持ローラ42と隣接して配置された曲げローラ43と、を備えたことを特徴とする。
(もっと読む)
車両用のスタビライザ製造装置と製造方法
【課題】生産性の高いスタビライザの成形技術を提供する。
【解決手段】スタビライザ製造装置10は、第1クランプ部材25と第2クランプ部材35と第3クランプ部材45と相対変位機構50とを備えている。相対変位機構50は、第1クランプ部材25と第3クランプ部材45に対して第2クランプ部材35を相対移動させ、第1クランプ部材25と第2クランプ部材35の相対変位及び第3クランプ部材45と第2クランプ部材35の相対変位を同時に生じさせるように構成されている。
(もっと読む)
ロール型ユニット、ロール成形機
【課題】金属板を所望の形状に回転しながら成形するロール型の間隙を簡単に設定するに好適なロール型ユニットと、そのロール型ユニットを無調整設置可能なロール成形機、更に、そのロール型ユニットをロール成形機に装着して往復ロール成形を行うロール成形機の提供を目的とする。
【解決手段】3本のロール軸(50、90、125)と、3本のロール軸に装着されるロール型(60、63、100、135)と、その3本のロール軸を回動保持すると共に互いに当接する円盤状の回動保持部材(56、68、96、105、131、141)を、ロール型ユニット(36、37、38)にユニット化した。上方からロール型ユニットをロールスタンド(5、7、6、8)に上中下と装着できるようにした。上中のロール型ユニット(38、36)で往路成形を行い、中下のロール型ユニット(36、37)で復路成形を行うようにした。
(もっと読む)
パイプベンダー
【課題】パイプ曲げ加工装置全体を回転可能とするパイプベンダーを提供する。
【解決手段】基台10右端部に固定プレート32bが立設され、同プレートの右面側にはインデックス軸装置32が設けられている。同装置は、リングギア32hに固定された割り出しテーブル32aを有する。同テーブルの右面側にはプレッシャー装置30とクランプ装置36および曲げローラを備えたベンディング軸装置40を搭載固定しているシフトプレートを備えたシフト装置34が設けられている。固定プレート上には一対の近接スイッチ32eが設けられモータ32cによる割り出しテーブルの時計方向および反時計方向のそれぞれ回転位置が180度に対応して設定配置されている。従って、割り出しテーブルを180度回転させることにより所定の曲げ位置で180度パイプを振り回すことなく曲げ加工を正常に連続して遂行可能である。
(もっと読む)
パイプベンダー
【課題】パイプを左右二方向に湾曲可能なパイプベンダーを提供する。
【課題の解決手段】周面に湾曲案内用の凹溝を形成して曲げ部を設けるとともに、左右一対のクランプ受け部6a,6bを設けてなる、正逆回転可能なロール型6と、前記クランプ受け部6a,6bの凹溝との間に湾曲対象のパイプPを挟持すべく、ロール型6に対して接離可能で、ロール型の回転にしたがって旋回可能な左右一対の並設されたクランプ型7,8と、曲げ方向に応じて選択された各一方のクランプ受け部6a,6bとクランプ型7,8で挟持されたパイプPの後続部を支持すべく、パイプ支持方向に進退可能で、クランプ型7,8の旋回移動を妨げないロール型6を挟んだ位置にある左右一対の圧力型9,10を備えてなる。
(もっと読む)
曲げ加工機
【課題】煩雑な作業を要することなく、製品の加工精度のバラツキを少なくすることができるようにする。
【解決手段】互いに揺動自在に枢支された第1レバー10及び第2レバー11を備えると共に、第1レバーに枢支されつつスライド可能な第1枢支部材12、及び、第2レバーに枢支された第2枢支部材13を備えたトグルリンク機構4と、第1レバーと第2レバーとを開脚させるよう両レバー同士の枢支点9aを押圧する押圧機構5と、第1枢支部材によって被加工部材Bに押し付けられる曲げパンチ3と、常時は第2枢支部材に当接して第1枢支部材の側と反対側に後退するのを阻止し、曲げパンチと被加工部材との間の荷重Pが所定値を越えて高まった際に、第2枢支部材の前記後退を許容する反力解放機構6とを備えた。
(もっと読む)
プレス曲げ加工用下型及びこれを用いた工具
【課題】曲げ加工し得るU形金具の深さ寸法を拡大することができ、加工に関わる作業者にとって安全な曲げ加工を実現すること。
【解決手段】上面に左右方向に延びる凹溝を有し曲げ加工装置に固定されるブロック本体と、このブロック本体の前記凹溝内に収容され凹溝の軸の周りに揺動運動可能な回転ブロックとから成り、回転ブロックの上面には上型の刃先を受け入れる加工溝が形成されているプレス曲げ加工用下型である。ブロック本体は凹溝の前後両側に前側肩部と後側肩部を有し、前側肩部の高さ寸法は後側肩部の高さ寸法よりも小さく設定されて前側肩部と後側肩部との間で段差が設定されている。
(もっと読む)
異形コ字状部を含む閉断面形状を有する成形体の製造方法
【課題】異形コ字状部の端部を折り曲げて閉断面を形成する際に、容易かつ精度よく曲げ加工ができ、閉断面を有する成形体を1枚の素材から1部品のまま製造すること。
【解決手段】底面部が長手方向に沿って内方に窪むように曲がった凹状曲面を呈してなる異形コ字状部を有する成形体を準備する準備工程と、芯金装置7を用いて側面部の端部を折り曲げて折り曲げ端部を形成する端部曲げ工程と、折り曲げ端部同士を接合して閉断面形状を形成する接合工程とを有する。芯金装置7は、側面当接面712、713と端部当接面717との境界角部にエッジ部715を設けてなる芯金本体71と、折り曲げ端部形成後に左右一対の側面部を互いに離れる方向に拡開させるための側面部拡開補助機構部73とを有している。
(もっと読む)
金属製閉断面部材の製造方法
【課題】複雑な断面形状を有する場合においても、比較的容易に板状ワークから閉断面部材を確実に製造することができる金属製閉断面部材の製造方法を提供する。
【解決手段】板状ワークW1を凸状にプレス成形するとともに凸状頂面部W2に第1の凸部W2aを成形する第1のプレス成形工程と、第1の凸部W2aをプレス成形することにより凸状側面部W3、W4をそれぞれ内方側へ変位させる第2のプレス成形工程を備え、凸状側面部W3、W4に第2の凸部W3f、W4fを成形する凸部成形工程と、第2の凸部W3f、W4fをプレス成形することにより第2の凸部W3f、W4fに隣接する両側の面部をそれぞれ内方側へ変位させる第3のプレス成形工程をさらに備え、第2の凸部W3f、W4fと第1の凸部W2aとがプレス成形され、板状ワークW1を閉断面化する。
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。ひねり角度がひねり角度範囲内のとき、関節型ロボット2を制御して被加工物4を挟持した曲げ機構30を長手方向中心の廻りにひねる(ステップ100,110)。ひねりが設定されたひねり角度範囲を超えるとき、曲げ機構30をひねり角度範囲内でひねってから、曲げ機構30により被加工物4を掴み変えて、再度ひねる(ステップ100〜170)。
(もっと読む)
曲げ加工装置
【課題】曲げ方向に制約を受けることなく、被加工物を曲げ加工できる曲げ加工装置を得る。
【解決手段】曲げ型32と、曲げ型32の周りを公転可能な締め型42とにより長尺状の被加工物4を挟持し、締め型42を公転させ被加工物4を曲げ加工する曲げ機構30を備えると共に、被加工物4を把持するチャック機構46を取り付けた固定台48を備える。また、曲げ機構30が取り付けられ、曲げ機構30を移動する関節型ロボット2を備える。チャック機構46は、把持した被加工物4を長手方向中心の廻りにひねり回転可能で、曲げ機構30により挟持した被加工物4を長手方向中心の廻りに関節型ロボット2を駆動して予め設定されたひねり角度範囲内でひねる(ステップ120)。ひねりがひねり角度範囲を超えるときチャック機構46を制御して被加工物4を長手方向中心の廻りにひねる。
(もっと読む)
曲げ加工装置
【課題】素材を異なる方向に折り曲げる際に、該素材を取り外すことなく、該素材の曲げ加工を精度良く行える曲げ加工装置16を提供する。
【解決手段】第一の曲げ部27と第二の曲げ部28とを、互いに偏心させた状態で配置する。そして、前記素材を両曲げ部27,28の間に配置した状態で、前記第一の曲げ部27を前記第二の曲げ部28の中心軸を中心として回転させることにより、前記素材を片側に折り曲げる。次いで、該素材を前記両曲げ部27,28の間から外すことなく該素材の曲げ位置をずらす。そして、前記第二の曲げ部28を前記第一の曲げ部27の中心軸を中心として回転させることにより、前記素材を反対側に折り曲げる。
(もっと読む)
曲げ加工装置
【課題】素材Wの複数個所を折り曲げる加工を、素材Wの引き込みを生じることなく同時に行え、加工精度を良好にできる曲げ加工装置12を提供する。
【解決手段】第一の治具13と第二の治具14とは、回動軸15を中心に回動自在に連結される。また、第一の回動曲げ部16及び第二の回動曲げ部17は、両治具13,14の回動に連動して、それぞれの支点P,Qを中心として回動する。該各支点P,Q及び前記第一の治具13に設けた治具側曲げ部19を、曲げ加工の際に、前記素材Wが前記両治具13,14に対し変位しないように、前記回動軸15からオフセットさせて配置する。また、該両治具13,14の回動に連動させて、前記各回動曲げ部16,17を回動させることにより、前記素材Wの複数個所に同時に曲げ加工を施す。
(もっと読む)
1 - 20 / 48
[ Back to top ]