
Fターム[4E065EA04]の内容
Fターム[4E065EA04]に分類される特許
21 - 40 / 128
接合方法および接合装置
【課題】導電材料からなる被接合部材を抵抗加熱するための電極の寿命を向上させ得る接合方法および接合装置を提供する。
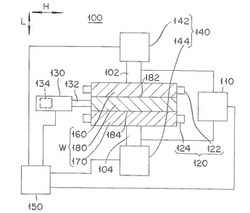
【解決手段】第1、第2被接合部材160、170に電気的に接続される第1、第2電極102、104と、電流を、第1電極から、第1被接合部材、中間部材180、第2被接合部材を経由して第2電極に流すための電流供給手段110と、中間部材の第1、第2接触面182,184に対して第1、第2被接合部材を相対的に静止した状態で保持する保持手段120と、第1、第2接触面を第1、第2被接合部材に対して摺動させるための摺動手段130と、摺動手段および電流供給手段を制御し、第1、第2接触面を第1、第2被接合部材に対して摺動させつつ、電流を、第1電極から、第1被接合部材、中間部材、第2被接合部材を経由して、第2電極へ流して抵抗加熱することによって接合するための制御手段150とを有する。
(もっと読む)
接合方法および被接合部材

【課題】同一平面上にない接合面として、中空通路を形成するための割り面であって中空通路の軸線に沿って伸びる割り面を設定したときにおいても安定した接合強度を得ることが可能な接合方法および被接合部材を提供する。
【解決手段】導電材料からなり、同一平面上にない接合面を有する一対の被接合部材10,20を接合するための接合方法であって、互いに接合される被接合部材の接合面10a,20aを対向させ、一対の被接合部材を相対的に摺動させつつ、被接合部材の一方から他方へ電流を流して抵抗加熱することによって、接合面同士を接合する接合工程を有している。そして、同一平面上にない接合面として、中空通路110,111を形成するための割り面120であって中空通路の軸線に沿って伸びる割り面が設定してある。
(もっと読む)
接合方法および接合装置
【課題】加工時の被接合部材の変形を抑制可能な接合方法および接合装置を提供する。
【解決手段】導電性を備えた一対の被接合部材101a,101bの互いに接合される接合面102a,102b同士を対向させ、前記被接合部材を加圧することで対向する前記接合面の間に加圧力を作用させて、一対の前記被接合部材を相対的に摺動させつつ、前記被接合部材の一方から他方へ電流を流して抵抗加熱により前記接合面同士を接合する接合方法であり、前記被接合部材の前記接合面側に当該接合面を延長するフランジ部104a,104bを介して、(a)被接合部材同士を相対的に押し付ける加圧力、(b)摺動の変位、(c)電極を経由した通電のうち、少なくとも(a)加圧力を、前記被接合部材に作用させる。
(もっと読む)
接合方法、接合装置、および被接合部材
【課題】接合面の全体を均一に接合でき、安定した接合強度を得ることを可能にする接合方法、接合装置、および被接合部材を提供する。
【解決手段】互いに接合される一対の被接合部材10,20の接合面10a,20aを対向させ、一対の被接合部材を相対的に摺動させつつ、一対の被接合部材の一方から他方へ電流を流して抵抗加熱する。さらに、一方の被接合部材に設けられた空間部11の内壁面13を補強部材100によって支持させながら接合する。
(もっと読む)
スポット溶接方法及びその装置
【課題】3個以上のワークが積層されて形成された積層体に対してスポット溶接を施す際、ワーク同士の接触面にナゲットを十分に成長させる。
【解決手段】例えば、高抵抗な金属板18、20、低抵抗な金属板22を下方からこの順序で積層した積層体16aに対してスポット溶接を行う場合、正の極性である第1溶接チップ10、負の極性である第2溶接チップ12で積層体16aを挟持する。同時に、負の極性である補助電極14を、接触面近傍の接触抵抗が大きい金属板18、20の中、積層体16aの内方に臨む金属板20に当接させる。溶接の初期段階では、第1溶接チップ10及び第2溶接チップ12による積層体16aに対する加圧力を比較的小さくし、その後、加圧力を上昇させて通電を続行する。
(もっと読む)
スポット溶接方法
【課題】被溶接部材の冷却を緩やかにして、クラックを抑制するスポット溶接方法を提供すること。
【解決手段】スポット溶接方法は、ワークW1,W2に溶接電流を流すスポット溶接方法において、ワークW1,W2の被溶接部Wに当てて、ワークW1,W2に電流を流す電極チップ22,32と、被溶接部Wから一定距離はなれた位置において、ワークW1,W2の被溶接部Wが互いに離れないように保持する補助クランプ23及び補助クランプ33とを備えた電動式スポット溶接装置1を用いて、電極チップ22,32並びに補助クランプ23,33をワークW1,W2に当てて加圧し、電極チップ22,32からワークW1,W2に溶接電流を通電後、被溶接部Wの硬度を得るための冷却時間経過後に、電極チップ22,32をワークW1,W2から離し、所定時間経過後に、補助クランプ23,33をワークW1,W2から離す。
(もっと読む)
接合装置および接合方法
【課題】電極や電極の接触部位の磨耗や凝着を抑制して寿命を向上可能な導電材料の接合装置および接合方法を提供する。
【課題手段】導電性を備えた一対の被接合部材1a,1bの互いに接合される接合面2a,2b同士を対向させ、一対の前記被接合部材を相対的に摺動させつつ、前記被接合部材の一方から他方へ電極51,52を介して電流を流して抵抗加熱により前記接合面同士を接合する接合装置10であり、前記被接合部材を加圧することで対向する前記接合面の間に加圧力を作用させる加圧手段と、一対の前記被接合部材を相対的に摺動させる摺動手段と、を有し、前記電極52が、前記加圧手段および摺動手段の少なくとも一方と別体で構成される。
(もっと読む)
溶接構造及び溶接方法
【課題】例えばハット断面部品のように形状が変化する部材を溶接する場合であっても、溶接部品の位置決め精度を確保することの可能な、溶接構造及び溶接方法を提供する。
【解決手段】本実施形態に係る位置決め構造では、第一の位置決め部10aと第二の位置決め部10bとの逃がし方向D2の距離Xは、第一の位置決め部10aと第二の位置決め部10bとの位置決め方向D1の距離Yよりも大きく、第一の位置決め部10aと第二の位置決め部10bとの距離Aは、第一の位置決め部10aと第三の位置決め部10cとの距離B´と、第二の位置決め部10bと第三の位置決め部10cとの距離Bと、のうち小さい方である距離Bよりも大きく構成している。
(もっと読む)
溶接構造及び溶接方法
【課題】溶接部品の位置決め精度を確保しつつ、シール性を向上させることの可能な、溶接構造及び溶接方法を提供する。
【解決手段】第一の溶接部品11に、対向する二辺12a・12aを有する孔12を開口し、第二の溶接部品21に、第一の溶接部品11に開口した孔12と対応する位置で対向する部分に二本の切れ込み22a・22aを形成し、切れ込み22a・22aの間の部分が塑性変形により隆起して、ブリッジ部22を設け、第一の溶接部品11の孔12における二辺12a・12aと、第二の溶接部品21のブリッジ部22における二本の切れ込み22a・22aと、が重なるように、第一の溶接部品11の孔12に第二の溶接部品21のブリッジ部22における隆起した部分を挿入し、第一の溶接部品11と第二の溶接部品21とを係合させた状態で、第一の溶接部品11と第二の溶接部品21との溶接を行う。
(もっと読む)
接合方法および接合装置
【課題】接合面の全体を均一に接合可能な接合方法および接合装置を提供する。
【解決手段】互いに接合される導電性を備えた一対の被接合部材1a,1bの接合面2a,2bを対向させ、前記被接合部材1a,1bの一方に対して他方を相対的に摺動させつつ、前記被接合部材1a,1bの一方から他方へ電流を流して抵抗加熱することで、接合面2a,2bの高面圧部に摩耗,塑性流動および材料拡散を生じさせ、時々刻々と電流集中箇所を変化させつつ接合面2a,2b同士を接合する。
(もっと読む)
異種金属の接合体および異種金属接合体の製造方法
【課題】軽合金製板材と鋼製板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】軽合金製板材と鋼製板材とが接合されることにより形成される異種金属の接合体であって、上記軽合金製板材および鋼製板材がそれぞれ0.5mm以上2.0mm以下の板厚を有し、該両板材の端部近傍には、その端面に沿って15mm以上100mm以下の間隔を置いてスポット溶接された複数個所の溶接点11と、該溶接点11の周縁部において上記両板材が互いに離間した離間部13とが形成され、該離間部13の相対向する壁面に電着塗膜14が形成されるとともに、該電着塗膜14が形成された上記両板材の少なくとも一方の端部と該端部に対向する他方の板材との間に跨るようにシーラが塗布されたシール部16が形成された異種金属の接合体および異種金属接合体の製造方法。
(もっと読む)
配索材の接合構造
【課題】溶接に必要な初期抵抗値を確保した上で、大きな溶接面積が得られる配索材の接合構造を得る。
【解決手段】第一接合導体11の平坦な接合面13aに、第二接合導体15の接合面13bを、この接合面13bに形成した凸部17を介して抵抗溶接する配索材19の接合構造であって、前記凸部17は、裾21となる一段目凸部23が溶接面積を確保する半径R1に設定され、中央の頂25となる二段目凸部27が前記一段目凸部23よりも小さな半径に設定されかつ前記一段目凸部23の仮想輪郭線29より内側で突出してなり、前記二段目凸部27が前記第一接合導体11の平坦な接合面13aに接して溶融した溶融物が、前記平坦な接合面13a、前記一段目凸部23、及び前記二段目凸部27の残部に包囲される空隙に充填される。
(もっと読む)
スポット溶接機
【課題】この発明は平坦な板状電極の上に立設した溶接ガンを具備しスポット溶接するもので、平面部の溶接個所と側面の溶接個所も被溶接物の移動反転を必要とせず、同時に溶接可能な作業効率の良くかつ操作性の良い溶接機を提案する。
【解決手段】被溶接物(W)を載置した平坦な板状電極(30)の上に立設された溶接ガン(2,3)は平面部のスポット溶接を行い、上部から吊るされた加圧通電アーム(4)と二枚の側面導電板(5,7)で被溶接物(W)を挟持し、加圧通電して側面のスポット溶接を実施するよう構成したスポット溶接機とする。
(もっと読む)
抵抗溶接装置
【課題】電極が消耗したとしても、簡易な構成でサイクルタイムを短縮することができる抵抗溶接装置を提供する。
【解決手段】断面コ字状に形成された第1板部材100と第2板部材102の向きを揃えて重ねることによって形成されたワークWの両側部に位置する第1溶接対象部112と第2溶接対象部114に対して抵抗溶接を行う抵抗溶接装置10であって、第1溶接対象部112の外面に接触する上電極22と、第2溶接対象部114の外面に接触する下電極18と、第1溶接対象部112の内面に接触する第1中間電極36aと、第2溶接対象部114の内面に接触する第2中間電極36bと、中間電極36をその軸線方向に移動可能に支持するバックバー40とを備える。
(もっと読む)
金属部材の接合方法
【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、間隙部15を形成する。接合前の時点では、上記第1外径部11と第1内径部4との接触部C1、および上記第2外径部12と第2内径部5との接触部C2のうち、通電時により高温になる方の接触部のオーバラップ代(S1)を、もう一方の接触部のオーバラップ代(S2)よりも大きく設定する。
(もっと読む)
異材接合方法
【課題】通常の鋼板であっても、スポット溶接による高い接合強度を有する接合部を得ることのできる、異材接合方法を提供することにある。
【解決手段】鋼材と6000系アルミニウム合金材とをスポット溶接にて異材接合する方法であって、電極間加圧力、電極間電流、通電時間が特定の条件での本通電のスポット溶接後、形成したナゲットに、更に電極間加圧力、電極間電流、通電時間が特定の条件で後通電して、異材接合継手の接合強度を高める。
(もっと読む)
異材接合方法
【課題】鋼材側の性質(特性)への影響が少なく、鋼材の製造コストをあまり上昇させずに、スポット溶接による高い接合強度を有する接合部を得ることのできる、異材接合方法を提供することにある。
【解決手段】特定組成の鋼材と6000系アルミニウム合金材とをスポット溶接にて異材接合する方法であって、スポット溶接前に、鋼材側の接合面に水ガラスを予め塗布して強制的に乾燥させた上で、特定の電極間加圧力、電極間電流、通電時間の条件にてスポット溶接する。
(もっと読む)
スポット溶接部のスポット溶接構造体への剛性寄与度分析方法
【課題】スポット溶接構造体のモデルに有限要素法を適用し、個々のスポット溶接部について得られた算出値を分析して、スポット溶接部の、スポット溶接構造体への剛性寄与度を定量的に分析する方法を提供する。
【解決手段】前記複数の金属板部材を、前記金属板部材毎に分類可能に定義したシェル要素のうち、特定のシェル要素を抽出するステップと、前記シェル要素と剛体バー要素で連結され、1つの前記スポット溶接部を1つの要素で定義したソリッド要素のうち、前記特定のシェル要素と前記剛体バー要素で連結される、特定のソリッド要素を抽出するステップと、前記特定のソリッド要素の個数を出力するステップと、前記特定のソリッド要素それぞれの、有限要素法で得られたひずみエネルギーを統計処理した統計値を出力するステップで、スポット溶接部のスポット溶接構造体への剛性寄与度を分析する。
(もっと読む)
抵抗溶接構造及び抵抗溶接方法並びに被溶接部材及びその製造方法
【課題】接合部に適正な加圧力及び熱量を付与することができて信頼性の高い溶接部を生成可能な抵抗溶接構造及び抵抗溶接方法を提供すること、並びに、これらの抵抗溶接構造及び抵抗溶接方法の実施に好適な被溶接部材とその製造方法を提供すること。
【解決手段】金属板をもって形成された素材1の片面に凹部2を形成すると共に、当該凹部2の底面又は裏面にプロジェクションを形成する。凹部2内かつプロジェクション3の周辺部分における素材1の板厚をD2、凹部2外における素材1の板厚をD3としたとき、これら各部の板厚がD2<D3の関係となるように、被溶接部材1Aを構成する。
(もっと読む)
スポット溶接機
【課題】平坦な板状電極の上で複数個の溶接ガンを具備しスポット溶接するもので、爆火のない安全でかつ操作性の良い溶接機を提供する。
【解決手段】被溶接物を載置した平坦な板状電極30の上に立設された上部電極は複数個の溶接ガン2,3で構成し、主として枠型の大きな被溶接物を一方は横向き姿勢の溶接ガン2、他方は縦向き姿勢の溶接ガン3を用い、各々の溶接ガンの給電経路にピストン・シリンダ機構を有する給電装置4を具備して、押圧給電体が受電板と接離することで、所定の溶接ガンにのみ通電するよう構成したスポット溶接機とする。
(もっと読む)
21 - 40 / 128
[ Back to top ]