
Fターム[4E065EA04]の内容
Fターム[4E065EA04]に分類される特許
81 - 100 / 128
接着接合構造物及び車両用カバーの製作方法
【課題】接着剤による接着部の熱応力を低減して該熱応力による接着剤の破壊を防止するとともに、接着剤の蓄熱を抑制して接着剤の劣化に伴う接着強度の低下を防止して、接着部を高強度で以って安定して接着可能とし、かつ接着剤の使用量を低減して材料コストを低減するとともに、接着作業工数を低減して作業コストを低減し得る接着接合構造物及び車両用カバーの製作方法を提供する。
【解決手段】複数枚の板材を、接着剤による接着とスポット溶接とを併用するウェルボンド接着法を用いて接着してなる接着接合構造物の製作方法であって、接着剤による接着にあたっては前記複数枚の板材の接着面に前記接着剤を所定のピッチで断続的に塗布して該板材を接着させることを特徴とする。
(もっと読む)
異種金属継手構造及び異種金属接合方法

【課題】継手強度が確保されると共に製造コストが安価で且つ設備が省スペースに構成される異種金属継手構造及び異種金属接合方法を提供する。
【解決手段】アルミニウム合金製のルーフパネル1のフランジ部3と、サイドメンバ2と同種金属からなる継手部材4と、を固相接合により接合し、継手部材4の切欠き部5から露出した部分(露出部6)とサイドメンバ2とを融接法による接合により接合する。したがって、ルーフパネル1とサイドメンバ2とが継手部材4を介して強固に接合され、異種金属からなるルーフパネル1とサイドメンバ2との接合強度が確保される。また、溶接が容易な同種金属からなる継手部材4とサイドメンバ2との接合を従来設備にて実施することができ、生産性が確保される。また、従来設備を使用できるので、製造コスト及び設備コストの増加が抑制されると共に、設備の大型化が回避される。
(もっと読む)
異種金属の接合方法及び接合構造
【課題】異種金属を接合して成る部材において、異種金属接触による腐食(電食)を防止することができ、耐食性及び接合強度に優れた異材継手を安価に得ることができる異種金属の接合方法と、このような方法による接合構造を提供する。
【解決手段】異種金属を重ね接合するに際して、重ね合わせた異種金属材料1及び2の間に、接合予定部位1aを囲むようにシール材5を配置した状態で溶接する。このとき、望ましくは、材料1の接合面に、接合予定部位1aを取り囲むように凹部3a又は凸部4aを形成して、この凹部3a又は凸部4aの周囲にシール材5を配置する。
(もっと読む)
抵抗溶接方法および抵抗溶接構造体
【課題】 均一かつ十分な溶接強度の確保、被溶接部への加圧力の低下防止、スパッタリングの発生防止、および、狭い箇所への適用が可能な抵抗溶接方法および抵抗溶接構造体を提供する。
【解決手段】 上側金属板のフランジ部13の表面に、その裏面に突出する凹部16がプレス成形されている。 凹部16の剛性は、プレス成形による加工硬化とリブを有する形状によって高められている。凹部16の断面径は、加圧電極4の先端径の1〜3倍の範囲内にある。下側金属板11とフランジ部13との間に隙間のばらつきがある場合、加圧電極4により凹部16を加圧すると、凹部16が下側金属板11に接近する。このとき、フランジ部13における凹部16以外の部分が変形し、凹部16は変形しない。これにより、形状が一定の凹部16が下側金属板12に接触するので、下側金属板11と上側金属板とが常に同じ接触状態で溶接される。
(もっと読む)
抵抗スポット溶接による異種金属の接合方法及び接合構造
【課題】抵抗スポット溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、新生面同士の強固な接合が可能な異種金属の接合方法と、抵抗スポット溶接による異種金属の強固な接合構造を提供する。
【解決手段】例えば、亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層1p中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗スポット溶接するに際し、スポット溶接用電極として、先端部に曲面を備えた電極E1を少なくとも一方の電極として用いる。
(もっと読む)
衝撃吸収能の大きな自動車部材
【課題】高強度のステンレス鋼板を素材とし、スポット溶接で形成されるナゲットの形状を制御することにより、衝撃吸収能に優れた自動車部材を得る。
【解決手段】C:0.15質量%以下,Si:1.0質量%以下,Mn:2.0質量%以下,Ni:6.0〜11.0質量%,Cr:16.0〜22.0質量%,N:0.20質量%以下を含むステンレス鋼板のスポット溶接で組み立てられた自動車部材である。スポット溶接で形成されたナゲットは、ステンレス鋼板の板厚tとの関係でD1=(0.6〜1.6)×tの厚みD1,D2=(3.0〜5.5)×tの径D2をもっている。溶接部は、好ましくは30体積%以上の割合でオーステナイト相を含む金属組織になっている。
(もっと読む)
シリーズスポット溶接方法及び被溶接材構造
【課題】溶接電流の密度を高めて溶接する態様において、品質の安定性、作業性等の向上、及び設計上、構造上の制約の低減、コスト低減を為し得るシリーズスポット溶接方法及び被溶接材構造を提供する。
【解決手段】重ね合わせた2枚の被溶接材21,22の一方の表面に、離間する一対の電極15,16を加圧接触させ、両電極15,16間に電流を流して2枚の被溶接材21,22を溶接するシリーズスポット溶接方法において、被溶接材21,22の少なくとも1枚に突起23を材間側へ設けて2枚の被溶接材21,22の間に隙間24を形成し、一対の電極15,16を加圧接触させる際には、一対の電極15,16を被溶接材21,22の面部から押し当てて隙間24を押し潰すように被溶接材21,22を変形させて溶接する。
(もっと読む)
ウェルドボンドの塗布位置解析装置、及び、ウェルドボンドの塗布位置解析方法
【課題】車体の剛性向上や透過音低減等を図るウェルドボンドの塗布位置を明確にし最小限の塗布位置で設備投資、生産性への影響、コストアップを抑制し最大の効果を得る。
【解決手段】車体等の解析対象について有限要素モデルを形成し、全ての接合部位をバネ接合で近似処理する。車体の1節ねじりのモード、2節曲げのモード、横曲げのモードの3つのモードについてモーダル解析の実固有値解析を実行し、バネ接合で近似した部分の歪の状態を得る。そして、歪の大きい部分を剛性解析によるウェルドボンドを塗布する部分として決定する。次に、車体フロアパネルの下方からのランダム音に対し、目標遮音性能を達成するために許容される間隙部の面積(ウェルドボンド不要部面積)を、透過音解析を実施することにより演算する。そして、剛性解析による塗布位置を考慮し、ウェルドボンド不要部面積に応じたウェルドボンドの塗布位置を決定する。
(もっと読む)
異材接合体
【課題】鋼材とアルミニウム材との十分な継手強度あるいは接合強度を有する、異材接合体を提供することを目的とする。
【解決手段】板厚が3mm以下のアルミニウム合金材と板厚が3mm以下の鋼材とを互いにスポット溶接にて接合した異材接合部を有する異材接合体であって、この異材接合部において、前記鋼材2を前記アルミニウム合金材1、3の間に挟み込んだ形で互いに重ね合わされた上で、スポット溶接4がなされているものとする。
(もっと読む)
金属板接合方法および金属板接合構造
【課題】金属板の接合作業が容易で、かつ、接着剤の食み出し量を抑制することが可能な金属板接合方法および金属板接合構造を提供すること。
【解決手段】金属板接合構造は、電気抵抗溶接と接着剤4とを併用して少なくとも2枚以上の金属板1,2を接合するものである。複数の金属板1,2には、それぞれ形成されたフランジ12,22のうち少なくとも一方のフランジ12に、フランジ外縁部13,23への接着剤4の移動を抑制する突起15が形成され、2枚の金属板1,2のフランジ12,22間の突起15の周囲に接着剤4を介在させると共に、フランジ12,22の突起15のフランジ内縁部14,24側を電気抵抗溶接している。
(もっと読む)
抵抗スポット溶接方法
【課題】3枚以上の鋼板で構成される板厚比の大きい板組み、特に薄い亜鉛めっき鋼板が電極に接触する板組みにて十分なサイズのナゲットを形成できる抵抗スポット溶接方法を提供する。
【解決手段】溶接施工の工程を第1段階と第2段階とに分割し、第1段階を開始するにあたって電極がめっき鋼板に接触するときの加圧力がオーバーシュートしても2.5kNを超えないように制御し、第1段階では低加圧力かつ短時間で抵抗スポット溶接を行ない、第2段階では高加圧力かつ長時間で抵抗スポット溶接を行ない、さらに第1段階の通電開始前におけるめっき鋼板と電極との接触部位の半径d(mm)とめっき鋼板の板厚t(mm)がd<7tを満足する範囲で抵抗スポット溶接を行なう。
(もっと読む)
鋼材とアルミニウム材との異材接合体
【課題】接合強度の高いスポット溶接をなしうる、鋼材とアルミニウム材との接合体及びそのスポット溶接法を提供することを目的とする。
【解決手段】特定板厚の亜鉛めっき層鋼材1とアルミニウム材2とをスポット溶接にて接合した異材接合体3であって、この異材接合体の接合界面において、鋼材側にAl5Fe2系化合物層、アルミニウム材側にAl3Fe 系化合物層を各々有し、これら2 層の特定厚さ部分の平面方向に占める面積S1が、ナゲット面積S の50% 以上の割合を占め、かつ、これら2 層中に各々含まれるZn-Fe 系化合物層の断面方向に占める面積S3が、これら2 層の特定厚さ部分の断面方向に占める面積S2とZn-Fe 系化合物層の断面方向に占める面積S3との和S2+S3の10% 以下の割合であることとして、高い接合強度を得る。
(もっと読む)
ロールヘミング方法、ヘミングローラ及び溶接構造物
【課題】パネル材に設けられた突起を潰すことなくフランジを折り曲げる。
【解決手段】ヘミングローラ10は、同軸上且つ同径の第1円柱40及び第2円柱42と、これらの第1円柱40と第2円柱42との間に設けられた環状凹部44とを有する。ヘミングローラ10を用いて、アウタパネル12のフランジ30を折り曲げて、突起32を有するインナパネル14を挟み込む際、第1円柱40をフランジ30の外面端部30aに当接して押圧するとともに、第2円柱42をフランジ30の外面基部30bに当接して押圧し、環状凹部44が突起32の上部を通過するようにヘミングローラ10をフランジ30の延在するX方向に転動させる。次に、第1円柱40及び第2円柱42をフランジ30に当接して押圧し、環状凹部44が突起32の上部を通過するように、Y方向に転動させ、層状突起56を得る。
(もっと読む)
鋼材とアルミニウム材との接合体、およびそのスポット溶接方法
【課題】スポット溶接にて鋼材とアルミニウム材とを接合するに際して、クラッド材など他の材料を新たに用いることなく、また、新たに別工程を追加することなく、既存のスポット溶接装置にて低コストで形成しうる、接合強度に優れた異材接合体およびそのスポット溶接方法を提供する。
【解決手段】板厚t1が0.3 〜2.5mm である鋼材1と、板厚t2が0.5 〜2.5mm であるアルミニウム材2とをスポット溶接にて接合して形成された接合体であって、接合部におけるナゲット面積が20×t20.5 〜100×t20.5 mm2 であり、界面反応層の厚さが0.5 〜3 μm である部分の面積が10×t20.5 mm2 以上であり、かつ接合部中心と接合部中心から接合径DCの1/4の距離だけ離れた点とにおける界面反応層の厚さの差が5μm以内であることを特徴とする鋼材とアルミニウム材との接合体。
(もっと読む)
抵抗溶接装置
【課題】同種の金属材料同士あるいは異種金属材料からなる第1、第2の被溶接物同士を簡単に抵抗溶接することができ、しかも鋼材同士など通常の被溶接物の場合とほぼ同様な溶接コストで溶接品質の高い溶接結果を得ること。
【解決手段】第1の溶接電極と第2の溶接電極間との間に第1と第2の被溶接物を挟んだ状態でそれらの間に溶接電流を流して前記第1、第2の被溶接物同士を溶接する溶接装置において、前記第1又は第2の被溶接物に、その表面の一部面域を囲む環状のプロジェクションを形成する手段が備えられており、前記第1又は第2の被溶接物に形成された前記環状のプロジェクションを前記第2又は第1の被溶接物の平坦面に当接させ、加圧した状態でパルス状溶接電流を前記第1、第2の溶接電極を通して前記第1の被溶接物と前記第2の被溶接物との間に流すことを特徴とする抵抗溶接装置。
(もっと読む)
金属繊維の断続的溶接
金属繊維(2)を溶接して所定幅(4)の編物(3)とするための装置および方法であって、金属繊維(2)から成る複合材料(19)が、繊維(2)を溶接して編物(3)とするための装置(1)に供給され、複合材料(19)が静止している時間区間内に、例えば複合材料の幅にわたって配置される複数の溶接電極対(5)によって、複合材料(19)の複数の部分区間(20)の個別溶接が実行される。この織物は、特に自動車の排出ガスの浄化に適している。  (もっと読む)
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
異材接合体
【課題】鋼材とアルミニウム材との接触状態が安定で、多数の連続打点を可能とし、十分な継手強度あるいは接合強度を有する、異材接合体を提供することを目的とする。
【解決手段】板厚が3mm以下のアルミニウム合金材と板厚が3mm以下の鋼材とを互いにスポット溶接にて接合した異材接合部を有する異材接合体であって、この異材接合部において、鋼材2、3が二枚以上互いに重ね合わされた上で、アルミニウム合金材1に対して積層され、この三枚以上の異材積層体に対してスポット溶接がなされていることとする。
(もっと読む)
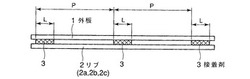
板材接合部の補強構造
【課題】スポット溶接が施された板材の接合部に対し、簡単に施工できしかも十分な強度を確保して補強することができる、板材接合部の補強構造を提供する。
【解決手段】
複数枚の板材を一方の板材の端部と他方の板材の端部とがほぼ一致するようにして上記端部近傍を所要間隔ごとにスポット溶接して接合した板材接合部の補強構造である。両板材の端面を含む板材接合部の表裏面が、強化繊維シート材から成る被覆層に熱硬化樹脂を塗布して硬化させた表面硬化部によって覆われている。
(もっと読む)
抵抗溶接による異種金属の接合方法及び接合構造
【課題】抵抗溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、強固な接合が可能な異種金属の接合方法と、抵抗溶接による異種金属の強固な接合構造を提供する。
【解決手段】亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗溶接するに際し、酸化皮膜や亜鉛、共晶溶融金属、反応生成物などの接合部からの排出を容易なものとする排出促進手段として、湾曲部Cを上記被接合材の少なくとも一方に形成しておく。
(もっと読む)
81 - 100 / 128
[ Back to top ]