
Fターム[4E067DA13]の内容
Fターム[4E067DA13]の下位に属するFターム
接合面隙間 (13)
Fターム[4E067DA13]に分類される特許
121 - 140 / 390
接合構造物の製造方法
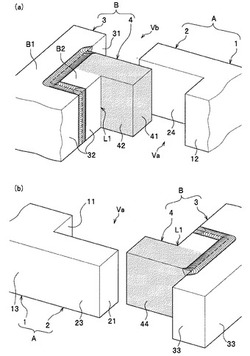
【課題】特殊な回転ツールを使用する必要がなく、しかも、接合構造物の外周面の美観が損なわれ難い接合構造物の製造方法を提供することを課題とする。
【解決手段】二つの金属部材A,Bを組み合わせることで入隅L1を有する接合構造物Lを製造する方法であって、接合構造物Lの入隅L1となる部位に欠損部Vaが形成された第一金属部材と、欠損部Vaに対応する形状を具備する係合部4が形成された第二金属部材Bとを用意する準備工程と、欠損部Vaに係合部4を入り込ませつつ両金属部材A,Bを突き合わせる突合工程と、両金属部材A,Bを接合する接合工程と、を含み、接合工程に、第一金属部材Aと第二金属部材Bの係合部4との突合部に対し、入隅L1を形成する面側から摩擦攪拌を行う内周面接合過程が含まれていることを特徴とする。
(もっと読む)
接合方法

【課題】本発明は、金属部材同士の突合部を金属部材の表面側及び裏面側から摩擦攪拌接合を行うとともに金属部材の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、被接合金属部材1の表面Aから摩擦攪拌を行なう第一本接合工程と、被接合金属部材1の裏面Bから摩擦攪拌を行う第二本接合工程と、被接合金属部材1の側面に形成された溝穴に空洞部補修部材U2及び空洞部補修部材U3を挿入する補修部材挿入工程と、突合部に対して被接合金属部材1の側面から摩擦攪拌を行なう側面本接合工程と、を含み、側面本接合工程は、表面側塑性化領域W1及び裏面側塑性化領域W2の間の未塑性化領域を摩擦攪拌するとともに、空洞部補修部材U2,U3と表面側塑性化領域W1及び裏面側塑性化領域W2との突合部を摩擦攪拌することを特徴とする。
(もっと読む)
摩擦攪拌接合方法
【課題】重ね継手の接合強度が高くなる摩擦攪拌接合方法を提供する。
【解決手段】接合ツール(1)は、ショルダ(3)の先端に小径の凸部(2)を有する。この接合ツールを回転させながら、重ね継手の上板(4)にのみ圧入する。摩擦攪拌作用により、上板側の接合界面(6)は塑性流動し、重ね面の表面酸化膜が剥離し界面が活性化されて良好な接合部を得られる。また接合ツールは、先端に小径で半球形状の凸部(2)を有する形状により、上板接合部厚さ(12)が大きくなり、接合強度の高い重ね継手部が得られる。
(もっと読む)
成膜方法及び成膜工具
【課題】皮膜材を飛散することなく成膜用の工具と成膜対象の金属基材の平面との隙間に確実に集めることができ、成膜用の工具を意図的に加圧する必要がなく、よって装置構成が容易であり、また、厚みの均一な膜を金属基材の広範囲な平面に連続して形成することができるようにした、金属等の基材の平面に耐摩耗性等の皮膜層を形成する成膜方法及びこの成膜方法に用いられる成膜工具を提供する。
【解決手段】円柱体の底部平面から側部外周面に向けて渦巻状に傾斜する複数条の溝を略等間隔に形成して成る成膜用の工具を用い、前記工具を回転させる間に、前記工具の底部周辺にある粉末状の皮膜材を集めて基材平面と前記工具の底面との間に押し込み、ここに高温、高圧、高剪断力を発生させる。
(もっと読む)
摩擦撹拌接合材
【課題】作業ルートを検出するための検出部が簡単に形成できる摩擦撹拌接合材を提供すること。
【解決手段】板状部分の接合端面を突き合わせ、その突き合わせた接合部に撹拌ピンが回転しながら移動することにより、摩擦撹拌されて接合する場合の摩擦撹拌接合部材において、押出し加工によって形成されるものであって、金型の押出し口に配置されたライン加工手段により、接合端に沿ってライン13が形成される。
(もっと読む)
接合方法
【課題】金属部材同士を容易に接合することができるとともに、その接合部における気密性及び水密性を向上させることができる接合方法を提供することを課題とする。
【解決手段】第一金属部材1a及び第二金属部材1bの端面同士を突き合わせてなる被接合金属部材1に対して摩擦攪拌を行う接合方法であって、第一金属部材1a及び第二金属部材1bの端面の側面C,D側に、表面Aから裏面Bに亘って形成された溝部K,Kに対して、被接合金属部材1の側面C,Dから溶接を行うことで、溝部K内に溶接金属K1を充填する工程と、被接合金属部材1と溶接金属K1との界面J2,J3,J4,J5に対して摩擦攪拌を行う工程と、を含むことを特徴としている。
(もっと読む)
流体圧機器の製造方法及び流体圧機器
【課題】バルブボディに継手が拡散接合された流体圧機器の製造方法及び流体圧機器を提供する。
【解決手段】流体圧機器10は、バルブボディ12に形成された入力ポート26と出力ポート28に継手38a、38bを挿入し、バルブボディ12と継手38とに温度差が生じるように加熱し、継手38a、38bとを入力ポート26と出力ポート28と形成しているバルブボディ12の壁部に拡散接合することにより、両者を精度良く接合することができる。このため、一層、気密性又は液密性を高めることが可能となり、流体の滞留も回避可能となる。
(もっと読む)
摩擦攪拌スポット溶接工具及びこれを用いた摩擦攪拌スポット溶接方法
【課題】円形断面を有するピン溶接工具による摩擦攪拌スポット溶接において、攪拌領域での酸化層による垂直フックラインが形成されないように十分摩擦攪拌を行い接合強度を確保する。
【解決手段】摩擦攪拌スポット溶接工具の回転駆動シャンク端のショルダはほぼ円形凹面をなし、横断面三角形のピンがショルダに設けられる。摩擦攪拌スポット溶接を行う際シャンクは回転しショルダが被加工物に押し込まれ、ピンが被加工材の境界に所定深さまで貫入してスポット溶接を行う。三角形ピン溶接工具は攪拌領域での垂直のフックライン形成を防止し、三角ピンの非対称回転パターンにより、ピン周囲の材料攪拌を助長し、酸化層を攪拌領域で拡散して溶接強度を増加する。
(もっと読む)
接合方法
【課題】継手部材を介して金属部材同士を接合する方法であって、金属部材の側面間に露出する未塑性化領域を密閉して金属部材の気密性及び水密性を高めることを課題とする。
【解決手段】本発明に係る接合方法は、第一金属部材10aの本体部と継手部材20との突合部J2及び第二金属部材10bの本体部と継手部材20との突合部J4に対して表面Aから摩擦攪拌を行う表面本接合工程と、段部同士の突合部J20に対して裏面Bから摩擦攪拌を行う裏面本接合工程と、第一金属部材10a及び第二金属部材10bと継手部材20との突合部に対して側面から溶接を行う溶接接合工程と、を含み、溶接接合工程は、表面本接合工程で形成された第一表面側塑性化領域W2及び第二表面側塑性化領域W3と、裏面本接合工程で形成された裏面側塑性化領域W4との間の未塑性化領域を溶接金属Tで覆うことを特徴とする。
(もっと読む)
接合方法
【課題】本発明は、第一金属部材の側面と、第二金属部材の端面とを突き合せてなる被接合金属部材の側面間における水密性及び気密性を高めるとともに、接合強度を高めることが可能な接合方法を提供することを課題とする。
【解決手段】
本発明は、側面に凸部を備えた第一金属部材1aと端面に凹部を備えた第二金属部材1bとを、側面と端面で突き合わせてなる被接合金属部材1を形成する突合工程と、突合部J1に対して表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して側面から溶接及び摩擦攪拌の少なくともいずれか一方を行う側面本接合工程と、を含み、表面側塑性化領域W1と溶接金属T1又は第一側面側塑性化領域W3とを重複させるとともに、裏面側塑性化領域W2と溶接金属T1又は第一側面側塑性化領域W3とを重複させることを特徴とする。
(もっと読む)
ヒートプレートおよびその製造方法
【課題】例えば真空内で用いられても、ガス漏れなどのおそれがなく、薄肉且つ軽量であるヒートプレート、および係るヒートプレートを少ない素材と工数とにより安価に製作できるヒートプレートの製造方法を提案する。
【解決手段】金属または合金からなる基板2と、この基板2の表面3に沿って形成され且つ平面視で蛇行状を呈し、上記基板2の表面3寄りで且つ開口部の両側に位置する一対の段部8、および係る一対の段部8,8間に位置し且つこれらの段部8よりも深い位置に形成される熱媒体用流路7からなる凹溝6と、金属または合金からなり、上記凹溝6の熱媒体用流路7を閉塞し、且つ基板2の表面3と上記段部8ごととの間に摩擦攪拌接合による接合部Sを介して上記基板2に接合される蓋板5bと、を含み、該蓋板5bは、一対の段部8,8間に挿入されて凹溝6の開口部を閉鎖し、底面に熱媒体用流路7内の上部に進入する圧肉部5cを一体に有する断面ほぼ逆ハット形を呈する、ヒートプレート1。
(もっと読む)
高圧燃料供給ポンプおよびその製造方法
【課題】
本発明の目的は、高圧燃料供給ポンプにおける筒状部で嵌合される2つの金属部品の接合構造として、カシメ(圧入も含む),ネジ締め,レーザ溶接より接合作業が短時間で、接合強度,流体シール性が十分得られ、熱による金属材料の組成変化がない接合構造及び方法を提供することにある。
【解決手段】
高圧燃料供給ポンプの「ポンプハウジングとシリンダ」,「ポンプハウジングと取付けフランジ」,「ポンプハウジングと吸入あるいは吐出ジョイント」,「ポンプハウジングと脈動吸収ダンパ機構のダンパカバー」,「ポンプハウジングとリリーフ弁機構」さらには、「ポンプハウジングと電磁駆動型吸入弁機構」との間に電流を流しながら、両者を相対的に加圧することで接合面に沿って、熱による溶融を伴わない塑性流動を発生させ、当該塑性流動と相対的加圧によって接合面部に拡散接合領域を形成した。
(もっと読む)
摩擦撹拌接合材
【課題】作業ルートを検出するための検出部が簡単に形成できる摩擦撹拌接合材を提供すること。
【解決手段】板状部分の接合端面を突き合わせ、その突き合わせた接合部に撹拌ピンが回転しながら移動することにより、摩擦撹拌されて接合するものであって、押出し加工によって形成され、前記接合端面部分には、その接合端表面角部に面取りを有する摩擦撹拌接合材3b。
(もっと読む)
接合方法
【課題】金属部材同士の突合部を金属部材の表面側及び裏面側から摩擦攪拌を行うとともに金属部材の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、一対の金属部材の端面同士を突き合わせて被接合金属部材1を形成する突合工程と、被接合金属部材1の突合部J1に対して被接合金属部材1の表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して被接合金属部材1の裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して被接合金属部材1の側面から溶接を行う溶接接合工程と、を含み、第一本接合工程で形成された表面側塑性化領域W1と、第二本接合工程で形成された裏面側塑性化領域W2とを重複させるとともに、溶接接合工程において、表面側塑性化領域W1及び裏面側塑性化領域W2を溶接金属で密閉することを特徴とする。
(もっと読む)
ヒートプレートおよびその製造方法
【課題】例えば真空内で用いられても、ガス漏れなどのおそれがなく、薄肉且つ軽量であるヒートプレート、および係るヒートプレートを少ない素材と工数とにより安価に製作できるヒートプレートの製造方法を提案する。
【解決手段】金属または合金からなる基板2と、この基板2の表面3に沿って形成され且つ平面視で蛇行状を呈し、上記基板2の表面3寄りで且つ開口部の両側に位置する一対の段部8、および係る一対の段部8,8間に位置し且つこれらの段部8よりも深い位置に形成される熱媒体用流路7からなる凹溝6と、金属または合金からなり、上記凹溝6の熱媒体用流路7を閉塞し、且つ基板2の表面3と上記段部8ごととの間に摩擦攪拌接合による接合部Sを介して上記基板2に接合される蓋板5と、を含む、ヒートプレート1。
(もっと読む)
接合方法
【課題】金属部材同士を容易に接合することができるとともに、接合箇所の強度を高めることができる接合方法を提供することを課題とする。
【解決手段】第一金属部材1bの側面14aと第二金属部材1bの端面11bとを突き合わせてなる被接合金属部材1に対して摩擦攪拌を行う接合方法であって、第二金属部材1bの端面11bの側面側に形成された溝部K,K内に充填部材を挿入する工程と、第一金属部材1aと第二金属部材1bとの突合部J1に対して被接合金属部材1の表面Aから摩擦攪拌を行う工程と、突合部J1に対して被接合金属部材1の裏面Bから摩擦攪拌を行う工程と、溝部K,K内から充填部材を除去する工程と、突合部J1に対して被接合金属部材1の側面C,Dから溶接を行うことで、溝部K,K内に溶接金属K2,K2を充填する工程と、を含むことを特徴とする。
(もっと読む)
摩擦圧接方法
【課題】異なる熱容量を有する接合部材同士を接合する場合に、十分な接合品質を確保することのできる摩擦圧接方法を提供する。
【解決手段】異なる熱容量を有するアクスル10とスピンドル20同士をインサート部材33によって同一の回転数で摩擦しても、スピンドル20側を温度調整することによって、アクスル10の突き合わせ面12とスピンドル20の突き合わせ面25との間の温度に差が生じることを防止する。その結果、接合後の冷却段階において、接合部分に応力が残留することを防止する。
(もっと読む)
流体用積層構造体
【課題】ブロック部材により流体用積層構造体を形成して流体流路の変形を最小限にするとともに強度に優れ、且つ耐久性に富む流体用積層構造体を提供する。
【解決手段】流体用積層構造体10は、第1ブロック部材12、中間部材14、第2ブロック部材16はこの順で積層され、前記各部材は相互に接合され、しかも中間部材14の弾性定数は、第1ブロック部材12及び第2ブロック部材16の弾性定数よりも大きくすることにより、第1ブロック部材12に形成されている溝部18〜24の変形を最小限にすることができ、精度の高い流体流路が形成された流体用積層構造体10を得ることができる。
(もっと読む)
接合方法
【課題】金属部材同士の接合部における気密性及び水密性を向上させることができる接合方法を提供することを課題とする。
【解決手段】内方にオフセットされた接合端部11,21が形成された金属部材10,20の突合部J1に表面A側から摩擦攪拌を行う工程と、突合部J1に裏面B側から摩擦攪拌を行う工程と、接合端部11,21の両縁部を切除する工程と、表面A側及び裏面B側から接合端部11,21を挟むように継手部材40,40を配置する工程と、突合部J1に第一側面C側から摩擦攪拌を行う工程と、突合部J1に第二側面D側から摩擦攪拌を行う工程と、被接合金属部材1の両側面C,D側から接合端部11,21及び継手部材40,40を挟むように継手部材50,50を配置する工程と、被接合金属部材1と継手部材40,50の突合部及び継手部材40,50の突合部に摩擦攪拌を行う工程とを含んでいる接合方法。
(もっと読む)
接合方法
【課題】金属部材同士を容易に接合する方法であって、金属部材の気密性及び水密性を高めることができる接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、第一金属部材1a及び第二金属部材1bの端面同士を突き合わせてなる被接合金属部材1に対して回転ツールGを移動させて摩擦攪拌を行う接合方法であって、被接合金属部材1の側面から突合部J1に沿って溶接を行う溶接接合工程と、溶接接合工程の後に、突合部J1に対して表面Aから摩擦攪拌を行う第一本接合工程と、第一本接合工程の後に、突合部J1に対しての裏面Bから摩擦攪拌を行う第二本接合工程と、を含み、溶接接合工程で形成された溶接金属Tと、第一本接合工程及び第二本接合工程で形成された塑性化領域Wを接触させることを特徴とする。
(もっと読む)
121 - 140 / 390
[ Back to top ]