
Fターム[4E067DA13]の内容
Fターム[4E067DA13]の下位に属するFターム
接合面隙間 (13)
Fターム[4E067DA13]に分類される特許
41 - 60 / 390
溶接方法
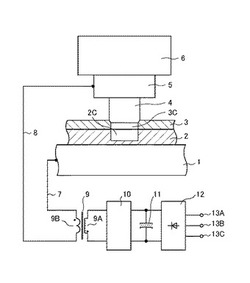
【課題】重ね合わされたすべての被溶接物をチリやスパッタを生じることなく互いにしっかりと機械的に固定し合うことができること。
【解決手段】複数の被溶接物の内の最終位置の被溶接物は、一つ以上の凹所又は貫通穴を有し、最終位置の被溶接物を除く被溶接物は一つ以上の貫通穴を有し、その貫通穴が最終位置の被溶接物の凹所又は貫通穴と同心状になるように、互いに重ね合わされており、最終位置の被溶接物の凹所又は貫通穴に比べて幾分大きな均一の直径を有する柱状溶接部材を被溶接物の最初の位置の被溶接物の貫通穴に押し当てた状態で、溶接電極は、柱状溶接部材と被溶接物とに加圧力をかけながらパルス状の電流を流して、柱状溶接部材と最初の位置の被溶接物との接触箇所を塑性流動化させて先ず溶接を行い、柱状溶接部材をさらに最終位置の被溶接物の凹所又は貫通穴まで押し込んで溶接を行うことを特徴とする溶接方法。
(もっと読む)
超音波接合方法及びその装置

【課題】一度に接合できる電線の本数が限定されることなく、複数の電線の芯線同士を確実に接合できる超音波接合方法及びその装置を提供する。
【解決手段】超音波接合装置1は超音波振動されるチップ9とこのチップ9との間に複数の電線それぞれの一部の被覆部が除去されて露出した芯線を挟むアンビル10とを備えている。超音波接合装置1は複数の電線間の中心を通る軸芯周りにチップ9及びアンビル10と複数の電線とを相対的に回転させる回転機構7を備えている。
(もっと読む)
異材継手構造及び異材継手構造の製造方法
【課題】アンカ部の径を大きく設定する場合にも、アンカ孔のアンカ孔間破断の破断荷重の低下を防止することを可能にするとともに、総合的に、アルミニウム等の軽金属のダイキャスト部品とスチール(鉄部材)の継手部品との強度のバランスを確保することを可能にする。
【解決手段】鉄部材23を軽合金により鋳包む異材継手構造40において、鉄部材23にアンカ孔41を設け、このアンカ孔41をバーリング孔に形成し、バーリング孔(アンカ孔)41を、千鳥状に配置する。
(もっと読む)
接続構造、パワーモジュール、およびその製造方法
【課題】導電性・放熱性の低下を抑えつつ、コンパクトで信頼性の高い接合構造を実現する。
【解決手段】基板パッド113への金属端子120の超音波接合において、端子縁―パッド間に軟らかい、もしくは摺動性の高い薄いバッファー金属層140を設けることにより、接合時の端子120の端部が直接パッド113と接触することを防止する。これによって超音波接合時に、圧力と超音波によってパッド113に端子120の端部によって磨耗・亀裂が発生することを防止する。本発明によって、コンパクトで、かつ、信頼性の高い接合構造を実現することが出来る。
(もっと読む)
接合方法
【課題】突合部に対して溶接を行った後に摩擦攪拌接合を行う接合方法において、摩擦攪拌によって形成された塑性化領域に溶接金属が混入し難い接合方法を提供することを課題とする。
【解決手段】一対の金属部材1,1の表面12側に現れる突合部J1に、金属部材1,1の表面12よりも盛り上がった肉盛部Gを肉盛溶接によって形成して突合部J1を接合する仮接合工程と、突合部J1に対して摩擦攪拌用回転ツールKによって摩擦攪拌を行って金属部材1,1を接合する本接合工程と、を含む接合方法であって、前記本接合工程では、ショルダ部K1の外周面で摩擦攪拌用回転ツールKの進行方向前側に形成された肉盛部Gを剥ぎ取りながら突合部J1を摩擦攪拌接合する。
(もっと読む)
摩擦撹拌接合方法
【課題】第1ワークと第2ワークとをギャップを介して配置しても接合することが可能な摩擦撹拌接合方法を提供する。
【解決手段】第1ワークW1の第1端面12と第2ワークW2の第2端面14とが互いに傾斜面を構成し、ギャップGを介して対向配置した状態で摩擦撹拌接合用工具10を構成するプローブ18を前記第1ワークW1側にオフセットして前記第1ワークW1と第2ワークW2とを摩擦撹拌接合する。前記プローブ18のオフセットにより第1ワークW1側がアドバンシングサイドとして肉の流動が惹起し前記ギャップGを埋める。
(もっと読む)
クローズドデッキ型シリンダブロック及びその製造方法
【課題】良好な接合品質を確保し、且つ剛性に優れたクローズドデッキ型シリンダブロック及びその製造方法を提供する。
【解決手段】クローズドデッキ型シリンダブロック10は、ブロック本体16と、前記ブロック本体16に設けられた孔部14a〜14cと、前記ブロック本体16に設けられたウォータジャケット部20とを備え、前記ウォータジャケット部20のガスケット面12側が閉塞部材22により閉塞されている。そして、閉塞部材22によって閉塞された後、摩擦撹拌接合にて、前記閉塞部材の外周部はブロック本体16と突き合わせ接合し、前記閉塞部材22の内周部はブロック本体16と重ね合わせ接合する。
(もっと読む)
液冷ジャケットの製造方法
【課題】封止体の変形を抑制できる液冷ジャケットの製造方法を提供することを課題とする。
【解決手段】熱発生体が発生する熱を外部に輸送する熱輸送流体が流れるとともに一部が開口した凹部11を有するジャケット本体10に、凹部11の開口部12を封止する封止体30を摩擦攪拌接合によって固定して構成される液冷ジャケットの製造方法において、ジャケット本体10の凹部11の開口周縁部12aに形成されジャケット本体10の表面より下がった段差底面からなる支持面15aに、封止体30を載置してジャケット本体10の段差側面15bと封止体30の外周面30bを突き合わせ、封止体30の厚さ寸法T1よりも大きい長さ寸法L1の攪拌ピン52を備えた回転ツール50を、ジャケット本体10の段差側面15bと封止体30の外周面30bとの突合部40に沿って一周させて、塑性化領域41を形成して、封止体30をジャケット本体10に接合した。
(もっと読む)
エンジン用クランクシャフトの高周波焼入れに用いる誘導加熱コイルの製造方法および誘導加熱コイル
【課題】製品品質の低減を防止し、製品寿命に優れたエンジン用クランクシャフトの高周波焼入れに用いる誘導加熱コイルの製造方法および誘導加熱コイルを提供する。
【解決手段】誘導加熱コイル体10の母材よりなる複数の予備成型体60〜64に、予備成型体60〜64を接合面60a等で組み合わせることで全体として冷却水流路5が形成されるように所定の形状の溝部80a等を穿設する第一加工工程S100と、第一加工工程S100にて溝部80a等が穿設された予備成型体60〜64を、それぞれ所定の接合面60a等で組み合わせ、固相接合により予備成型体60〜64の接合面60a等を接合して一の成型体6とする接合工程S110と、接合工程S110にて接合された成型体6に対して、溝部80a等の形状に基づいて誘導加熱コイル体10を削り出す第二加工工程S120と、を有する。
(もっと読む)
アルミニウム系材料の接合方法及び接合構造
【課題】酸化皮膜除去用のフラックスを使用することなく、低温度で高強度に接合することができ、接合後のフラックス洗浄工程を不要にして、コスト低減が可能なアルミニウム系材料の接合方法と、これによる接合構造を提供する。
【解決手段】アルミニウム又はアルミニウム合金から成る被接合材1,2の間に、酸化の標準生成自由エネルギーがAlよりも小さい元素、例えばLaを含有し、かつ被接合材の融点よりも低い融点を有する中間材3を介在させた状態で、中間材3の融点以上、被接合材1,2の融点以下の温度に加熱することによって、フラックスを用いることなく被接合材を接合する。
(もっと読む)
アルミニウム箔の接合方法
【課題】アルミニウム箔の接合方法を提供する。
【解決手段】複数枚のアルミニウム箔1a,1a…を積層して超音波ヘッドH,Hにより超音波を当てて、アルミニウム箔1a,1a…の酸化被膜を破壊して仮付けする超音波仮付工程と、一対の電極にて、超音波仮付工程にて形成された仮付部3を挟圧しつつ、電極に通電して積層したアルミニウム箔1a,1a…を溶着する抵抗溶接工程と、を備えている。
(もっと読む)
液冷ジャケットの製造方法および摩擦攪拌接合方法
【課題】摩擦撹拌接合の接合部の密閉性能を向上させる。
【解決手段】熱発生体が発生する熱を外部に輸送する熱輸送流体が流れるとともに一部が開口した凹部11を有するジャケット本体10に、凹部11の開口部12を封止する封止体30を摩擦攪拌接合によって固定して構成される液冷ジャケット1の製造方法において、ジャケット本体10の凹部11の開口周縁部12aに、その表面から下がった段差底面からなる封止体30の支持面15aを形成し、この支持面15aに凹溝20を形成し、支持面15aに封止体30を載置して、ジャケット本体10の段差側面15bと封止体30の外周面30bを突き合わせた状態で、段差側面15bと封止体30との突合部40に沿って回転ツール50を一周させ、前記突合部に塑性化領域41を形成しつつ、凹溝20に塑性流動化されたメタルを流入させて、封止体30をジャケット本体10に固定することを特徴とする。
(もっと読む)
可撓導体および可撓導体の製造方法
【課題】積層体の薄板がめくれ上がるのを防止しながら、積層体が動いた際に薄板が切れてしまう現象を防止でき、長期にわたって使用できる可撓導体および可撓導体の製造方法を提供する。
【解決手段】可撓導体1は、複数枚の薄板20を積層して形成され導電性と可撓性を有する積層体10と、積層体10の両端部に設けられた端子部11,12と、端子部11,12と積層体10の接合部分に配置されて薄板20がめくれ上がるのを防止する保護板31,32,33,34と、を備え、積層体10と端子部11,12が、摩擦撹拌接合により接合され、保護板の端部の薄板31,32,33,34に面する側に曲面部31R、32R、33R、34Rが形成されている。
(もっと読む)
熱交換器及びその製造方法
【課題】適用範囲を大きく制限することなく更なる熱交換効率の向上を図ること。
【解決手段】 上記目的を達成するため、本発明に係る熱交換器10は、液体を流通させるチューブ12と、チューブ12の外周面に放熱用のフィンプレート11とを備えた熱交換器10において、フィンプレート11とチューブ12とを拡散接合によって一体化している。
(もっと読む)
熱輸送デバイスの製造方法及び熱輸送デバイス
【課題】少ない工程により効率的に製造される、安価な熱輸送デバイスの製造方法を提供すること。
【解決手段】下板部材1の内面11に、フレーム部材2の厚みより大きい厚みでなる毛細管部材5が載置される。続いて下板部材1の内面11上に、フレーム部材2が載置され、また、毛細管部材5上に上板部材3が載置される。毛細管部材5の厚みとフレーム部材2の厚みとの差により、フレーム部材2と上板部材3との間に、押しつぶし量Gが設けられる。そして下板部材1とフレーム部材2、及び上板部材3とフレーム部材2とが拡散接合される。このとき毛細管部材5は押しつぶし量G分圧縮される。毛細管部材5は弾性を有しているので、圧力Pの一部が吸収され、その圧力Pよりも小さい圧力P´が、毛細管部材5から下板部材1へ加えられる。この圧力P´により、下板部材1の内面11と毛細管部材5とが拡散接合される。
(もっと読む)
パイプの接合方法
【課題】接合部分において優れた耐久信頼性が得られるパイプの接合方法、を提供する。
【解決手段】パイプの接合方法は、相対的に小さい肉厚TBに形成された肉薄パイプ31と、相対的に大きい肉厚TAに形成され、肉薄パイプ31の肉厚TAよりも小さい肉厚TCに形成された肉薄パイプ31に対する接合面21aを有する肉厚パイプ21とを準備する工程と、肉薄パイプ31と肉厚パイプ21とを摩擦圧接法により接合する工程とを備える。
(もっと読む)
管体溶接方法、金属製溶接管及び芯金具
【課題】2つの金属製管体の端面を突き合わせて溶接するときに溶接部の内周面側へのバリの発生を抑制する。
【解決手段】マンドル26に芯金具10の第1管体14と第2管体16とを差込む。第1管体14の内周面14Aの内径は、芯金具10のホース接続部12の内径よりも大きく形成されており、マンドル26の軸方向端部をホース接続部12に挿入することで、マンドル26の外周面と第1管体14の内周面14A及び第2管体16の内周面16Aとの間隔を周方向に沿ってほぼ一定となるように位置合わせする。さらに、第1管体14の端面と第2管体16の端面とを突き合わせた状態で第1管体14の端面と第2管体16の端面とを溶接し、溶接後にマンドル26を引き抜く。溶接時に第1管体14の端面と第2管体16の端面の内周面側にマンドル26が挿入されていることにより、溶接部の内周面側へのバリの発生が抑制される。
(もっと読む)
ガス圧接方法
【課題】本発明は逆火の発生を防止し、且つアセチレンガスの使用量が減少できると共に加熱時間を短縮させてガス代が削減でき、特にSD490などの高硬度の鉄筋コンクリート用棒鋼の接合に対しても、本来の曲げ強度が確保出来るガス圧接方法を提供することを目的とする。
【解決手段】2本の鋼材Wを対向させて接合する端面1間に、該端面1と略同形状で且つ鋼材Wと略同材料の環体2を挟み込み、該環体2の空間部Aに合成樹脂製シ−ト3を入れ、端面1部の接合箇所をアセチレンガスの炎5によって初期加熱と後期加熱が連続して行われるガス圧接方法と成す。また突状の外周縁11を有した端面1が突き合されて形成する空間部Aに合成樹脂製シ−ト3を入れ、或は外周縁11に合成樹脂製キャップ4を被せ、端面1の突合箇所が炎5で初期加熱と後期加熱を連続させるガス圧接方法と成すと良い。
(もっと読む)
熱輸送デバイスの製造方法及び熱輸送デバイス
【課題】拡散接合時に加えられる荷重を大きくすることなく製造される、気密性の高い熱輸送デバイスの製造方法及び熱輸送デバイスを提供すること。
【解決手段】フレーム部材2の接合面21と拡散接合される、上板部材1の接合面1aが凸形状に形成されることで、接合面1aと接合面21との接触領域を小さくすることができる。従って、接合面1a及び21とに加えられる圧力(単位面積あたりの荷重)が大きくなり、高い圧力で接合面1a及び21が拡散接合される。同様に、下板部材3の接合面3a及びフレーム部材2の接合面23も高い圧力で拡散接合される。これにより、拡散接合時に加えられる全体荷重Fを大きくすることなく、気密性の高い熱輸送デバイス100を製造することができる。
(もっと読む)
摩擦撹拌接合方法、筒状体の製造方法及び筒状体、中空体の製造方法及び中空体
【課題】接合屑の発生を抑制できる摩擦撹拌接合方法、筒状体の製造方法及び筒状体、中空体の製造方法及び中空体の提供。
【解決手段】段部5と薄肉被接合部材2との重ね代をL、回転体4の半径をDとした場合に、L≦Dとし、摩擦撹拌接合時に段部5の先端部と薄肉被接合部材2の厚み方向他方面との隅部に凸部10を形成した。
(もっと読む)
41 - 60 / 390
[ Back to top ]