
Fターム[4E067DB01]の内容
Fターム[4E067DB01]に分類される特許
61 - 75 / 75
Ti−Al合金と鋼材との接合体および接合方法

【課題】
Ti−Al合金製の部材と鋼製の部材とを接合し、接合部の強度が母材強度を上回る接合体を製造するに当たり、接合時の温度コントロールをシビアにしなくても、高い良品歩留まりをもって、安定に接合体を製造することが可能な接合方法を提供する。
【解決手段】
Ti−Al合金部材(1)と鋼部材(2)との間に、C含有量が0.10%以下であるフェライト系ステンレス鋼で製造した中間材(3)を挟み、Ti−Al合金部材と中間材との間および中間材と鋼部材との間に、Niロウ(4)を介在させて、拡散接合を行なう。拡散接合は、真空中または不活性ガス雰囲気中において、温度がNiロウの融点を超え1150℃以下である温度に加熱して、1.5〜7.0MPaの圧力を加え、その条件に10〜180秒間保つことにより実施する。
(もっと読む)
金属箔体の拡散接合方法

【課題】被接合体に細かな凹凸があっても、安定した拡散接合が可能で密着力が強い金属箔体の拡散接合方法を提供する。
【解決手段】一対の加圧用平板治具33a,33bの間に、被接合体52となる金属板(Ta板)53と接合体50a,50bとなる金属箔体(Pd箔)51a,51bとを、お互いの接合界面が対面するように配置し、かつ、金属箔体51a,51bの接合界面とは反対側の背面と加圧用平板治具33a,33bとの間に、熱によるガスの発生がなく、加圧により弾性変形し、金属箔体51a,51bと加圧用平板治具33a,33bとの剥離性が良い剥離性シート54a,54bを介在させた後、一対の加圧用平板治具33a,33bにより、金属板53の接合界面と金属箔体51a,51bの接合界面とを所定の圧力で加圧しながら加熱することにより拡散接合する。
(もっと読む)
インバー合金と黄銅の複合構造体及びその接合方法
【課題】 HIP法によりインバー合金と黄銅の接合面の十分なる強度を確保し、かつ、その接合界面の残留応力を低減することで、接合面の割れ及び加工中の素材歪を防止して工業的に活用可能な複合構造材、及びこれを接合する方法を提供する。
【解決手段】 一方の素材がインバー合金、他方の素材が黄銅からなり、前記両素材間に厚みが50μm以上、1000μm以下の銅層からなるインサート材を配置し熱間等方加圧法により接合し、更に、前記インバー合金と銅層の間に厚みが10μm以上、200μm以下のNi層を配置した。
(もっと読む)
木目模様を有する合金材料及びその合金から成るクラブヘッド
【課題】 特に表面に木目模様を有する合金材料及びその合金から成るアイアンクラブヘッドを提供すること。
【解決手段】 本発明の木目模様を有する合金材料は2種以上の異なるNiCr鋼を、無酸素の雰囲気且つ850〜1150℃の温度において重ねて溶接すると共に、加工量30〜85%の塑性加工を施し一体化することにより、木目の幅を0.2〜6.0mmとし且つ特定の硬度分布を持たせることを特徴とし、該合金材料から成るアイアンクラブヘッドは木目模様を有する合金材料(1)を加工して、所定の形状のヘッド部材(20)を形成し、該ヘッド部材(20)の前面にフェース面板(21)を設けると共に、一側上部にシャフトを連結するためのホーゼル(22)を設けることにより、表面に木目(23)を有するクラブヘッド(2)を形成することを特徴とする。
(もっと読む)
積層構造体の製造方法
本発明は、積層構造体の製造方法に関する。この方法は、少なくとも第一及び第二の可撓性構造体を準備するステップと、前記第一及び第二の可撓性構造体の少なくとも一部にコーティングを施して、第一の被覆可撓性構造体と第二の被覆可撓性構造体とを得るステップと、前記第一の被覆可撓性構造体の被覆面と前記第二の被覆可撓性構造体の被覆面とを合わせて、前記第一の被覆可撓性構造体と前記第二の被覆可撓性構造体とを一緒にプレスし、前記第一の被覆可撓性構造体と前記第二の被覆可撓性構造体との間で冷間圧接をなすステップとを含む。本発明は、更に、冷間圧接により結合される第一の可撓性構造体及び第二の可撓性構造体を含む積層構造体に関する。 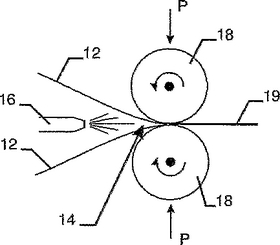 (もっと読む)
(もっと読む)
アルミニウム製の熱交換器
【課題】接合界面が高真空でなくても充分な接合強度を確保して拡散接合がなし得える接合信頼性の高いアルミニウム製の熱交換器を提供する。
【解決手段】
アルミニウム合金からなる熱交換器構成部品3,5,6,7を拡散接合して製造されるアルミニウム製の熱交換器1であって、熱交換器構成部品3,5,6,7の接合部が0.2〜0.6重量%のマグネシウム濃度を含む。接合部を0.2〜0.6重量%のマグネシウム濃度を含むようにしたので、熱交換器1のうち真空度が上がり難い内部構造の部位まで充分な接合を図ることが可能となる。また、本発明によれば、全般に真空度を下げることが可能となり、マグネシウム,亜鉛等のアルミに比べて蒸気圧の高い添加元素の蒸発を抑えることができ、炉内の汚染を防止できると共に所定元素の目減りを減少できる。
(もっと読む)
アルミニウム系部材の接合方法
【課題】アルミニウム系材料からなる被接合部材の接合面に必要十分な量の亜鉛被覆層を確実に形成し、該亜鉛被覆層を介して該アルミニウム系部材同士を接合する方法を提供する。
【解決手段】各アルミニウム系部材1a,1bの接合面に電解メッキ処理による亜鉛被覆層2を設け、両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せ、アルミニウムと亜鉛との固相線温度以上の温度、好ましくは亜鉛の融点以上の温度に加熱する。両アルミニウム系部材1a,1bを重ね合せて加熱する際に、両アルミニウム系部材1a,1bに押し付け荷重を付与する。各アルミニウム系部材1a,1bの接合面に、酸化膜除去処理を施した後、前記電解メッキ処理により亜鉛被覆層2を設ける。両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せる際に、亜鉛被覆層2,2間にスズを介在させる。
(もっと読む)
ラピッドプロトタイプ造形物の製造方法およびラピッドプロトタイプ造形物
【課題】 耐食性と高強度(特に高温強度)を備えた任意形状のラピッドプロトタイプ造形物を得る。
【解決手段】 ラピッドプロトタイプ造形物の主成分となる粉末状の骨格金属1と粉末状のNi基合金2との混合体3を用いて成形した予備成形体(圧粉体)A1を、加熱手段11を備えた真空炉10内にセットする。真空雰囲気下で加熱加圧して、Ni基合金をバインダとして骨格金属1を拡散接合により一体化し、ラピッドプロトタイプ造形物とする。
(もっと読む)
金属プレートの接合方法及び金属プレート接合用治具
【課題】 表面において開口した内部空洞を有する複数の金属プレートの積層体を拡散接合により接合すること。
【解決手段】 第1治具61は、平面状の当接面61aを有し、側面61cにおいて開口している大気連通路61bを有し、第2治具62は、平面状の当接面62aを有する。第1治具61の当接面61aとキャビティプレート22とを当接させ、第2治具62の当接面62aとカバープレート29とを当接させることにより第1治具61と第2治具とで流路ユニット4を挟み込み、真空条件下の中で高温に加熱しながら第1治具61と第2治具62とで流路ユニット4を加圧することにより金属プレート22〜29を接合する。
(もっと読む)
強化白金/白金複合材料の製造方法及び該方法により製造される強化白金/白金複合材料並びに強化白金/白金複合材料よりなるるつぼ
【解決課題】 強化白金/白金複合材料の製造方法において強化白金と白金とを強固に接合し、使用過程において破損が生じ難い物を製造する方法を提供すること。
【解決手段】 本発明は、白金又は白金合金に金属酸化物が分散してなる強化白金と、白金材料とが接合されてなる強化白金/白金複合材料の製造方法であって、(a)強化白金板材と、白金材料板材とを重ね、真空中でホットプレスして一体化する工程、(b)一体化した板材を熱間鍛造する工程、(c)熱間鍛造後の板材を更に冷間圧延する工程、からなる方法である。(a)工程における加工条件は、加工雰囲気の真空度を1Pa以下とし、温度1000〜1300℃、プレス圧20〜40MPaとするのが好ましい。
(もっと読む)
金属部品の修復方法
【課題】 カソードアークおよび/または低圧プラズマ溶射(LPPS)コーティング処理を用いてタービンエンジン構成要素を寸法的に修復する方法を提供する。
【解決手段】 金属部品の修復方法であって、この修復方法は、摩耗部分を有する金属部品を提供し、摩耗部分を洗浄して酸化層を除去し、カソードアーク溶着および低圧プラズマ溶射(LPPS)からなる群から選択された処理によって修復合金を施して摩耗部分を覆う。その後熱間静水圧圧縮成型と、拡散熱処理を含んでもよい。
(もっと読む)
接合方法および装置
【課題】エネルギー波により金属接合部の接合面を洗浄した被接合物同士を接合するに際し、金属接合部に高さのばらつきが存在する場合にあっても、全金属接合部同士を良好にかつ容易に接合できるようにした接合方法および装置を提供する。
【解決手段】基材の表面に金属接合部を有する被接合物同士を接合するに際し、両被接合物の前記金属接合部の表面をエネルギー波により洗浄した後金属接合部同士を接合する方法であって、少なくとも一方の被接合物を弾性材を介して加圧することにより接合することを特徴とする接合方法、および接合装置。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
異種金属の接合方法および装置
【課題】 接合に際し、ミクロン未満、例えば数ナノオーダーの厚さの薄い金属間化合物層を生成する。
【解決手段】 固相状態での接合に金属間化合物層の形成を要する異種金属ワークを接合する異種金属の接合装置は、接合すべき異種金属ワークW1、W2が入れられる真空容器11と、真空容器11内の一方のワークW2の接合面に金属間化合物層を形成するようにクラスターを照射するクラスター源15と、金属間化合物層を形成したワークW2と他方のワークW1を加圧および加熱する加圧・加熱手段とを備えている。
(もっと読む)
接合装置及び接合方法
【課題】 対象物の洗浄処理に係る構成を簡素化し、金属接合を容易に実現する。
【解決手段】 接合装置101は、電子部品1を保持する吸着ノズル11、回路基板2を上記電子部品と対向させて保持する基板ステージ9、及び位置決めが施された状態の上記電子部品と上記回路基板との間の照射位置に配置可能なエキシマ紫外線ランプ21を備える。このような上記接合装置において、上記電子部品の金バンプ及び上記回路基板の基板電極に対する紫外線の照射が上記エキシマ紫外線ランプにより同時に行われて両金属部の洗浄処理を行った後、両金属部を互いに接触させた状態で超音波振動を付与して、両金属部の金属接合を行う。
(もっと読む)
61 - 75 / 75
[ Back to top ]