
Fターム[4E068BA00]の内容
レーザ加工 (34,456) | レーザ溶接 (616)
Fターム[4E068BA00]の下位に属するFターム
Fターム[4E068BA00]に分類される特許
221 - 226 / 226
同時レーザ溶接装置
本発明は、複数のレーザ光源(1)を有する、レーザビームによる加工品の同時溶接装置であって、レーザ光源(1)は、レーザ光源(1)から出射される部分光線が、区画ごとに実質的に一定のエネルギ密度を有する、加工品を収容可能な少なくとも1つの半径方向にさらに内方の領域(3)を発生させるように、少なくとも1つの円上に配置される、レーザビームによる加工品の同時溶接装置に関する。  (もっと読む)
(もっと読む)
レーザ溶接工程制御システムおよび方法
特に造船および他の産業のための完全に統合された自動レーザ溶接工程制御システム(LWPCS)および構造部品の製作を制御するための方法。LWPCSは、ジョイントおよび溶接品質属性を工程制御変数として規定し、これらの溶接品質変数を、レーザ出力、ワイヤ送り、GMAW電圧およびアクティブなシーム追従などのより伝統的な工程パラメータとともに、閉ループ監視制御システムに統合する。LWPCSはセントラルプロセッサと複数のサブシステムとを含み、サブシステムは、レーザビーム位置決め、視覚的監視および画像処理、アクティブな溶接品質監視および検査、適応ビーム送出、シーム追従を制御する。サブシステム間のクロスコミュニケーションはセントラルプロセッサによって管理される。工程制御に加えて、システムは、溶接工程中に溶接品質属性を抽出し、溶接品質を即時に文書化する。  (もっと読む)
(もっと読む)
レーザ溶接装置及び部品溶接方法
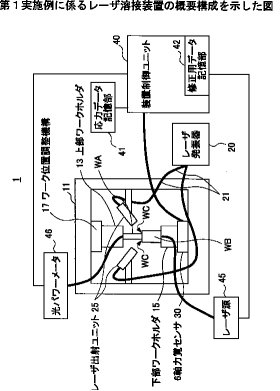
【課題】 設備を簡素化し、適正位置で部品同士を接続できるレーザ溶接装置を提供する。
【解決手段】溶接する部品各々を保持する部品保持手段13,15と、前記部品の被溶接部分にレーザを照射するレーザ照射手段20と、前記部品保持手段で保持された状態で前記部品に生じている応力を検出する応力検出手段30と、溶接前に前記部品が互いに適正位置に位置決めされたときにおける前記応力検出手段からの応力データである基準応力データと、前記レーザ照射手段により前記部品が溶接された後における前記応力検出手段からの応力データである溶接後応力データとを比較して、溶接後の前記部品に生じている応力状態が前記適正位置での応力状態となるように、修正用レーザを照射させる応力修正手段40とを含むレーザ溶接装置1である。
(もっと読む)
電子銃組立用の溶接自動機

【課題】 本発明は、例えば、CRT(陰極線管)における電子銃の組立に使用されるレーザー溶接自動機に関し、生産性の向上と、パーツの位置決め精度の向上が課題である。
【解決手段】 エッチスプリング11bを保持して電子銃アッセンブリ11aにおける溶接部への位置決めをするとともに、当該溶接部の近傍にエッチスプリングを移動させる搬送位置決め手段13と、該搬送位置決め手段によって移動させた後のエッチスプリングの一部を前記溶接部に当接させると共に所望の圧力で加圧する加圧手段2とを有する溶接自動機であって、前記加圧手段2が、エアーシリンダーの駆動により前記エッチスプリング11bを加圧する電子銃組立用の溶接自動機である。
(もっと読む)
核融合炉ブランケットの溶接・切断遠隔作動装置
【課題】 ブランケットの支持脚の溶接、切断作業を遠隔操作によりブランケットの正面側からアクセスすることのできる高効率の核融合炉ブランケットの溶接・切断遠隔作業装置を提供する。
【解決手段】 ブランケット幅よりも若干広幅に垂直な2本のガイドレールを左右に備え、その左右のガイドレールの上下端部より直角に前方に支持バーを備え、その支持バーの先端にバックプレートヘのボルト締結具を備えたフレームと、該フレームの左右のガイドレールに夫々上下動可能に取り付けられ、隣接せるブランケット間の隙間に挿入し得る幅のノズル部が回転可能な溶接・切断ヘッドを進退可能に備えたスライダーと、前記フレームの背面中央に結合する連結具及び前記ボルト締結具を一斉にバックプレートヘボルト締めする4本の工具が進退可能に備えられた工具パネルをアームの先端に有するマニュピレータとより成る核融合炉ブランケットの溶接・切断遠隔作動装置。
(もっと読む)
被加工部のモニタリング方法及びその装置
【課題】 インプロセスで被加工面の酸化膜の形成をモニタリングする。
【解決手段】 レーザー切断を行った後にレーザー溶接を行うに際し、レーザー切断面に酸化膜が形成されていない時にレーザービームを照射した際における溶接部の基準発光強度と光学センサ10で検出した溶接部の実発光強度とを比較手段11で比較し、酸化認識手段13で基準発光強度に対して実発光強度が高いと判断された場合に溶接面への酸化膜の形成を認識し、インプロセスで被加工面の酸化膜の形成をモニタリングする。
(もっと読む)
221 - 226 / 226
[ Back to top ]