
Fターム[4E068BA00]の内容
レーザ加工 (34,456) | レーザ溶接 (616)
Fターム[4E068BA00]の下位に属するFターム
Fターム[4E068BA00]に分類される特許
121 - 140 / 226
ワークピース同士を溶接するための装置及び方法
【課題】ワークピース表面上の絞り剤の残留物を、ワークピース全体を洗浄することなく除去することを可能とする装置及び方法を提供する。
【解決手段】溶接装置1は、ワークピース6上に溶接継目3を形成する溶接手段2と、ワークピースの表面に対して、溶接継目が形成されるべき領域に炭酸ガスと圧縮空気からなるクライオジェニック混合物8を噴射するノズル7と、を備える。溶接手段2とノズル7の距離は、少なくとも5cmである。
(もっと読む)
レーザ溶接装置及びレーザ溶接法
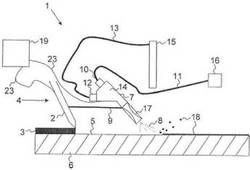
本発明は、レーザビーム(3)を少なくとも1つのワークピース(4,13)上の所定の軌道に沿って第1の運動方向(6)に移動させるためのレーザスキャナー(2)を備えている形式のレーザ溶接装置(1)に関する。本発明に基づき、レーザビーム(3)とワークピース(4,10)との間の相対速度の増大のためにワークピース(4,10)を第2の運動方向(8)に駆動する駆動装置(7)を設けてある。さらに本発明は、レーザ溶接法にも関する。  (もっと読む)
(もっと読む)
レーザ切断装置およびレーザ溶接装置

プラスチック容器を形成する方法が開示されている。その方法は、切断輪郭と、上面の溝輪郭とこの溝の底部の複数の排気ポートとを有する支持プラテンを設け、複数の貫通穴が支持プラテンの上面にあり、溝が切断輪郭を画成するように構成されており、第1フィルムを支持プラテンの上面に配置し、支持プラテンの上面の切断輪郭に沿って第1フィルムを切断するためにレーザを照射し、第1フィルムの上に第2フィルムを配置し、第1フィルムを支持プラテンに固定するために複数の排気ポートと複数の離れた貫通穴を真空源に接続し、第1フィルムと第2フィルムとを溶接するために溶接の間レーザからのビームと同軸に継ぎ目において第2フィルムが第1フィルムに接触するのを維持するようにガス噴流を第2フィルムに向け、継ぎ目輪郭に沿って第1フィルムと第2フィルムを溶接すためにレーザと支持プラテンとを相互に移動させ、仕上げられたバッグを提供するために、切断輪郭に沿って第1フィルムと第2フィルムを切断するためにレーザを照射する、ことを特徴とする方法。 (もっと読む)
樹脂材のレーザ溶着方法
【課題】強固な溶着部を安定的に得ることができる樹脂材のレーザ溶着方法を提供する。
【解決手段】本発明のレーザ溶着方法は、レーザ光Lに対して吸収率が高い吸収性樹脂材1と、レーザ光に対して透過率の高い透過性樹脂材2とを重ね合わせて、その接合部に透過性樹脂材側からレーザ光を照射して接合部を溶融して溶着するに際して、吸収性樹脂材の透過性樹脂材と接する側に突条5を設けると共に、両樹脂材を治具3等により加圧した状態でレーザ光を照射して溶着線Mに沿って走査するようにしている。突条の断面形状は、三角形、四角形又は台形である。これにより、初期面圧を向上させ、隙間を低減でき、エアの巻き込みによるボイド等の欠陥のない溶着部9が得られる。
(もっと読む)
レーザー照射を用いた材料の加工方法およびそれを行なう装置
本発明はレーザー照射を用いて材料を加工する方法に関する。フォーカスされないレーザー照射がフォーカス光学系を通して、より小さいビーム断面積にされる。フォーカスされたレーザー照射の光軸はビーム軸といわれるが、材料表面の方向を向く。フォーカス操作の結果である、フォーカスされたレーザー照射のビームくびれは、界面領域に保持され、レーザー照射と材料を形成する。レーザー照射は部分的に界面に吸収され、誘起された材料除去あるいは材料移動により、界面とレーザー照射は材料に進入する。ビームくびれの、界面の上端または下端からの軸方向の間隔は、最大で材料に進入した界面の深さの値の3倍である。フォーカス操作は影響を受け、レーザー照射の成分は、ビームくびれの下流進行方向だけでなく、ビームくびれおよび/またはビームくびれの上流進行方向に発散する。そのためビーム軸から離れる方向を向き、これらの発散成分と発散角は、標準光学系で偶然つくられ、容認される結像誤差の効果より大きい。本発明は更にこの方法を実行する装置にも関する。 (もっと読む)
樹脂・ガラス溶着方法及び樹脂・ガラス溶着装置
【課題】 樹脂部材とガラス部材との溶着の確実性が向上された樹脂・ガラス溶着体を製造することができる樹脂・ガラス溶着方法及び樹脂・ガラス溶着装置を提供する。
【解決手段】 樹脂・ガラス溶着装置1で実施される樹脂・ガラス溶着方法では、シランカップリング剤によって改質されたガラス部材M2の表面を介して対向させられた樹脂部材M1とガラス部材M2との対向面Sにおいて樹脂部材M1が溶融するように、対向面Sおいて環状に延在する溶着予定領域Rに対して略同時にレーザ光が照射される。これにより、溶着予定領域Rにおいて樹脂部材M1が略同時に溶融して再固化するため、溶着予定領域Rの全体に渡って樹脂部材M1とガラス部材M2との溶着強度の低下を防止することができる。従って、樹脂部材M1とガラス部材M2との溶着の確実性が向上された樹脂・ガラス溶着体Pを製造することが可能となる。
(もっと読む)
吸収されなかった赤外レーザー光の再循環により赤外レーザー光の吸収を高めるプラスチック赤外線溶接
低吸収TTIr工程を使用して溶接されるプラスチック部品を通過した吸収されなかった赤外レーザー光が、工程内で再吸収されるように低吸収の溶接界面まで再循環される。赤外レーザー光のビームは、溶接されるプラスチック部品、つまり第1の透過部品と第2の吸収(または部分吸収)部品とに方向付けられる。赤外レーザー光は透過部品に入射して、まず溶接される透過部品を通過して、2つの部品の接合部である溶接界面まで進む。溶接界面では、赤外レーザー光は赤外吸収添加剤により部分的に吸収されるか、吸収部品により部分的に吸収されるか、またはその両方で部分的に吸収される。吸収されなかった赤外レーザー光の一部は、そのまま吸収部品を通過して、反対側から出射する。その後、この赤外レーザー光は溶接界面の方向に再度方向付けられる。2回目の通過(および任意のその後の通過)で、より多量の赤外レーザー光が部分的に吸収する媒体(赤外吸収添加剤、吸収部品、またはその両方)内で吸収される。一態様では、部品は、透過部品が吸収部品を同軸に囲む管状部品である。赤外レーザー光は、管状部品を同軸に囲む円筒ミラーを使用して再度方向付けられる。一態様では、部品は管状部品と継ぎ手とを含み、赤外レーザーは部品を囲む球面ミラーを使用して再度方向付けられる。 (もっと読む)
機械を製造するための方法
本発明は、飲料産業および食品産業向けの機械、特に瓶、缶、小さい樽、ガラス製品あるいは類似の物のような容器を処理するための、特に洗浄機、低温殺菌装置、収縮トンネルもしくは類似の物のための製造方法に関しており、前記機械の構成部材は、溶接法および着脱可能な接続により個別部材から組立てられる。その際、この機械には所属していない保持装置が準備され、この保持装置には第一の側壁が固定され、次いで向かい合って位置している第二の側壁が、完全に組立てられた後の側壁間の間隔よりも僅かに大きな間隔をおいて位置決めされている。引続く工程において、中央に取付けられる構成部材は側壁間に固定され、側壁の少なくとも一つは支持部材を備えており、この支持部材により、中央に取付けられる構成部材の少なくとも一部は保持され、および/または担持される。最終的に保持装置は互いに近づき、従って機械は閉鎖され、次いでレーザービーム溶接法あるいは電子線溶接法を用いて溶接される。  (もっと読む)
(もっと読む)
複数のレーザ光源を用いた金属樹脂接合方法及び金属樹脂複合体
【課題】
レーザ光源を用いて接合部の樹脂材料に特定の大きさの気泡を発生させる温度まで加熱することにより金属材料と樹脂材料を接合する方法において、樹脂材料の加熱場所及び加熱温度の制御が極めて容易でかつ効率的なレーザ光源の使用方法を提供する。
【解決手段】
レーザ光源として、樹脂材料を溶融させる温度に加熱する樹脂溶融用レーザ光源と樹脂材料を分解させる温度に加熱する樹脂分解用レーザ光源を使用し、樹脂溶融用レーザ光源の照射によって樹脂材料が溶融されている範囲に対して、樹脂分解用レーザ光源を照射して樹脂材料を分解する。
(もっと読む)
アモルファス金属・金属ガラス接合体
【課題】ΔT(=Tx−Tg)(Tx:結晶化温度、Tg:ガラス点)が小さい、アモルファス金属もしくは金属ガラスについて、接合面が結晶化していない接合体を提供する。
【解決手段】不規則な結晶構造を持つアモルファス金属を、熱的方法もしくは塑性変形を利用した方法で接合することにより得られたアモルファス金属接合体。特に、接合部分において析出したナノ結晶を有することが好ましい。また、アモルファス金属のうち広範囲な過冷却融体範囲と明確なガラス転移点を持つ金属ガラスが熱的方法もしくは塑性変形を利用したで方法で接合される。
(もっと読む)
レーザ加工システムおよびレーザ加工システムを用いた製造方法
【課題】ワーク保持体の振動を無くし、ワークに高品質の溶接および印字加工をすることが可能なレーザ加工システムおよび製造方法を提供する。
【解決手段】モーターにより回転駆動される第1回転体と、該第1回転体と機械的に接続されて回転駆動されワークを保持して回転駆動させる第2回転体と、を備える加工システムにおいて、前記第1回転体と前記第2回転体側を接続可能にする接続手段を有し、該接続手段は、前記第1回転体と前記第2回転体側を接続していないとき、前記第1回転体の駆動軸と直角方向に所定範囲内で摺動自在に第1回転体に取付けられていることを特徴とする加工システム。
(もっと読む)
レーザ溶接用治具およびそれを用いた半導体装置の製造方法
【課題】溶接部材を良好に密着させ、飛散したスパッタが半導体装置に付着することを防止し、さらにレーザ光で損傷を受けないレーザ溶接用治具およびそれを用いた半導体装置の製造方法を提供する。
【解決手段】このレーザ溶接用治具100は、溶接部材であるリードフレーム20とヒートスプレッダ18、19およびリードフレーム20とエミッタ箔13に荷重を負荷する荷重板1と、この荷重板1に形成したレーザ光6を通過させる貫通孔である窓2で構成される。窓2の開口部3端にはテーパ4が形成されている。テーパ4を形成することで照射角を有するレーザ光6によってもレーザ溶接用治具100の損傷を防止できる。
(もっと読む)
水中溶接装置
【課題】作業用開口部に溜まった水を完全に排出することができて、床面を含む任意の作業面の溶接が可能な水中溶接装置を提供する。
【解決手段】水中溶接装置に、作業用開口部11及び排水口12が開設されたチャンバー1と、チャンバー1内に収納された溶接トーチ2と、チャンバーを作業面に固定する吸着パッド8と、チャンバー1内に外部からガスを供給するガス供給ライン15a〜15hを備え、チャンバー1の外面の作業用開口部11を取り囲む位置に透水性及び弾力性を有するシールパッキン13を設ける。吸着パッド8によりチャンバー1を作業面に固定すると共にガス供給ライン15a〜15cを通してチャンバー1内に所要のガスを導入し、チャンバー1内の水を排水口12及びシールパッキン13を通して外部に排出する。
(もっと読む)
レーザ溶接部形成方法
【課題】簡単な処理でスポット状に形成された溶接部の溶接品質及び形成位置の異常の有無を精度良く判断できるレーザ溶接部形成方法を提供する。
【解決手段】このレーザ溶接部形成方法では、スポット溶接部W1〜W5の監視にあたって、予め設定した基準用の出力信号の上管理限界値と下管理限界値との間に設定された許容領域を用いている。かかる許容領域は、基準用の出力信号の出力値の起伏やオーバーシュート部分を含めた状態で一定の数値幅をもって設定される。また、スポット溶接部W1〜W5を検出対象としているため、許容領域は、溶接部W1〜W5の形成位置に対応して櫛歯状に設定される。したがって、このレーザ溶接部形成方法では、測定用の出力信号の出力値が許容領域に収まっているか否かを判断することで、溶接部の溶接品質と形成位置とを一度に精度良く判断できる。
(もっと読む)
MEMSデバイス、MEMSデバイスの製造方法、及び電子機器
【課題】回路基板への蓋の接合作業に伴う熱の影響を解消して良好な特性を確保することのできるMEMSデバイスを提供する。
【解決手段】圧電材を用いた振動子を固定する回路基板200と、この回路基板200の部品搭載側の面を気密封止のために被う金属製の蓋300とを、レーザ溶接によって接合する。また、回路基板200の蓋300が接合される部位表面に、溶接用の金属パターン218を設けておき、レーザ溶接によって金属パターン218と金属製の蓋300とを溶融一体化することで確実な接合を図る。
(もっと読む)
高強度部を有する溶融接合製品及びその製造方法
【課題】所要の精度の高強度部を有する一方で、接合部における所要の強度を維持できる溶融接合製品を提供すること。
【解決手段】本発明は、Cの含有量が0.45%未満の低炭素鋼よりなる第一低炭素鋼部分と、Cの含有量が0.45%以上の高炭素鋼よりなる高炭素鋼部分と、が摩擦圧接で一体とされて構成された第一中間加工製品と、Cの含有量が0.45%未満の第二低炭素鋼よりなる第二低炭素鋼部分を有する第二中間加工製品と、を備え、第一中間加工製品の高炭素鋼部分には、予め所望の形状に成形され焼入れされた高強度部が設けられており、第二中間加工製品の第二低炭素鋼部分は、予め所定の形状に成形されており、第一中間加工製品の第一低炭素鋼部分と第二中間加工製品の第二低炭素鋼部分とが、溶融溶接によって接合されていることを特徴とする高強度部を有する溶融接合製品である。
(もっと読む)
レーザ溶接方法
本発明はプラスチック、特にパイプ2及びキャリア板1でできている少なくとも2つの部品1,2のレーザ溶接方法に関する。そこにおいて、第1部品1は、少なくとも特定の領域で、レーザ溶接の間に使用するレーザビーム3に対する比較的高い透過率を有する。第2部品2は、少なくとも特定の領域で、レーザ溶接の間に使用するレーザビーム3に対する比較的低い透過率を有する。レーザビーム3が、レーザ溶接の間、屈折及び/又は反射によって、それぞれの溶接場所14に当たる場合、部品1,2のコンパクトな設計を達成することができる。  (もっと読む)
(もっと読む)
改良された溶込みを伴うレーザ溶接方法
【課題】溶接溶込みを深くするレーザ溶接方法を提供する。
【解決手段】第1レーザビームFL1と第2レーザビームFL2が使用され、前記第1レーザビームFL1は少なくとも1つの溶接すべき被加工物に打ち当て、かつキーホール開口を有するキーホール型キャピラリーKHを作るために焦点を合わせ、前記第2レーザビームFL2は前記第1レーザビームFL1によって作られたキーホールKH開口に焦点を合わせる。レーザビームFL1,FL2の衝撃点で溶接すべき被加工物の金属が溶融することによって、前記被加工物は漸進的に溶接され、少なくとも1つの金属被加工物、好ましくは2つの金属被加工物が溶接される。また前記第1レーザビームFL1の溶込み深さ(x)は、前記第2レーザビームFL2の溶込み深さ(y)より大きい。
(もっと読む)
溶接接合部の加熱処理方法及び装置
スチールバンド(2)の溶接時において、溶接接合部の領域に亀裂が生じるか、或いは構造が変化する虞を最小化するために行われる、本来の溶接の前と後における溶接接合部とそれに隣接する溶接接合領域(6,7)のレーザーを用いた加熱処理を改善し、更に改良するために、本発明では、溶接接合領域(6,7)の加熱が、導体ループの長さが複数の段階に分割された形態、導体ループのパネル構造が異なる形態及びスチールバンド(2)との間隔を複数の異なる段階とする形態の中の一つ以上に構成された所定通り制御可能な複数段階式リニアインダクタ(4,5)を用いて、異なるエネルギー密度とした時間領域で行われることを提案している。その場合、第一の加熱段階での温度上昇が、それに続く加熱段階よりも急勾配で行われる。  (もっと読む)
(もっと読む)
無線周波数フィルター
入力端子と、出力端子と、隔壁により収容空間が備えられたハウジング本体と、前記ハウジング本体の収容空間内に結合された少なくとも1つの共振棒と、前記ハウジング本体の上部に結合されるハウジング蓋と、を含む無線周波数フィルターであって、前記ハウジング本体及び上記ハウジング蓋をレーザ光線により局部的に加熱するレーザ溶接方式で結合させることを特徴とする無線周波数フィルター。本発明による無線周波数フィルターは、接触非線形性を減少させることにより、受動相互変調歪み(PIMD)を減少させることができ、また、レーザ溶接方式を使用して、溶融による2金属間の共有結合を行うことにより、異種物質間の結合による腐食を抑制することができ、また、締結孔の加工工程及び締結ねじによる締結工程が不必要となり、製造時間及びコストを減少させることにより、生産性を向上させることができる。  (もっと読む)
(もっと読む)
121 - 140 / 226
[ Back to top ]