
Fターム[4E068BA00]の内容
レーザ加工 (34,456) | レーザ溶接 (616)
Fターム[4E068BA00]の下位に属するFターム
Fターム[4E068BA00]に分類される特許
41 - 60 / 226
レーザ溶接装置およびレーザ溶接方法

【課題】金属蒸気がレーザ光透過窓へ付着することを防止して、充分な溶込み深さが確保されると共に、ポロシティの発生を抑制された高い品質の溶接を、長時間効果的に提供する。
【解決手段】低真空雰囲気下で、レーザ光により溶接を行うレーザ溶接装置であって、レーザ光の光軸に沿って、溶接部と所定の間隔を設けて配置され、上端には透過窓が設けられ、下端は雰囲気制御域内に開口しているシールドガス筒と、シールドガス筒の透過窓側からシールドガス筒内部へシールドガスを導入するシールドガス供給手段とを備えているレーザ溶接装置および前記レーザ溶接装置を用いたレーザ溶接方法。
(もっと読む)
リングギヤの溶接方法及び溶接構造

【課題】デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接コストの低減を図ること。
【解決手段】リングギヤの溶接構造において、デフケースの外周のフランジ5に、リングギヤ6の内周を接合する接合部を含み、その接合部は、デフケースの軸線方向に隣り合う、高さの異なる高段部と低段部とからなる段差を含み、リングギヤ6は、その内周に、リングギヤ6の軸線方向に隣り合う、接合部の高段部に整合する低段部と接合部の低段部に整合する高段部とからなる段差を含む。この溶接構造は、更に、フランジ5の接合部に嵌められたリングギヤ6の内周の高段部と接合部の低段部との間に設けられた第1の溶接ビード11と、フランジ5の接合部に嵌められたリングギヤ6の内周の低段部と接合部の高段部との間に設けられた第2の溶接ビード12とを備える。
(もっと読む)
加工制御装置およびレーザ加工装置
【課題】スロープ用のポイントを把握した上で、所望の長さでの出力スロープアップ、出力スロープダウンを実施するための加工条件を容易に設定可能とする加工制御装置およびレーザ加工装置を得ること。
【解決手段】レーザによる溶接加工を実施するレーザ加工装置である3次元レーザ加工機100を制御するための加工制御装置30であって、溶接加工を開始する際の加工条件および溶接加工を終了する際の加工条件の少なくとも一方を、被加工物の各溶接箇所に対して一括して設定するための加工条件設定手段を有し、加工条件設定手段は、溶接加工を開始する位置から出力スロープアップを終了する位置までの区間長さと、出力スロープダウンを開始する位置から前記溶接加工を終了する位置までの区間長さと、の少なくとも一方を設定するための区間長さ設定手段を有する。
(もっと読む)
タービンローターの製造方法
【課題】コストを低減できるとともに、振動特性の悪化を防止できるタービンローターの製造方法を提供する。
【解決手段】電子銃10を用いて嵌合部21を溶接するタービンローターの製造方法であって、嵌合部21を一回転させる中で、嵌合部21の位相に対応する電子ビーム12を電子銃10より嵌合部21に複数回照射して、タービンシャフトの周方向において等間隔に配置されるとともに、複数の溶融部を嵌合部21に形成する溶融部形成工程と、溶融部形成工程の後に、溶融部形成工程で形成される溶融部の幅と同じ幅、あるいは溶融部の幅よりも小さい幅だけ嵌合部21を回転させる回転工程と、を含み、溶融部形成工程および回転工程は、複数の溶融部が嵌合部21の全周にわたって連続して形成されるまで繰り返される。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手およびレーザ溶接方法。
【課題】ラインパイプ等の溶接構造物に用いて好適な、引張強度が780MPa以上の鋼材で、溶接金属部靭性に優れるレーザ溶接継手およびレーザ溶接方法を提供する。
【解決手段】溶接金属は、mass%で、C:0.14%以下、O:0.02%以下を含み、かつCeqが0.35〜0.65%を満足する成分組成と、アスペクト比で4以上の針状のM−A組織(島状マルテンサイト)が面積率で5%以下である、ベイナイトあるいはベイナイトとマルテンサイトの混合組織からなるミクロ組織を有するレーザ溶接継手。Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)。シールドガスとして酸素供給ガスが体積比率で10%以下の不活性ガスを用いる。
(もっと読む)
アルミニウム合金材のパルスレーザ溶接方法
【課題】薄肉化されて使用される高強度のアルミニウム合金材をパルスレーザ溶接する場合においても、溶接割れの発生を防止し、生産性が高いアルミニウム合金材のパルスレーザ溶接方法を提供する。
【解決手段】被溶接材は、Mnを0.1乃至1.8質量%、Mgを0.4乃至1.2質量%、Cuを0.1乃至3.0質量%、Siを0.3質量%未満、及びFeを1.0質量%未満含有し、残部がアルミニウム及び不可避的不純物からなる組成を有するアルミニウム合金からなる。この被溶接材を1対配置し、被溶接材に第1のパルスレーザ光1及び第2のパルスレーザ光2からなる2段波形のパルスレーザ光を照射してパルスレーザ溶接を行う。第1及び第2のパルスレーザ光は、ピーク出力値の比P2/P1が0.3乃至0.6であり、照射時間の比t2/t1が1.5以上である。
(もっと読む)
密閉型電池とその製造方法
【課題】外装缶の開口部に封口板の外周部をレーザー溶接しながら、この溶接部分にブローホールが生成されるのを有効に防止して、外装缶の開口部に封口板をより強固に固定する。
【解決手段】密閉型電池は、電極体3を収納してなる外装缶1の開口部10に封口板2を嵌入し、外装缶1の開口部10と封口板2の外周部の境界に沿ってレーザー溶接して、封口板2を外装缶1の開口部10に接合している。密閉型電池は、封口板2の外周縁部と外装缶1の開口縁部の少なくとも一方に切欠部21、11を設けて、外装缶1の開口縁と封口板2の外周縁の境界に沿う切欠溝4を設けており、この切欠溝4に沿ってレーザー溶接し、切欠溝4の対向する内面を溶融連結部5で互いに連結して、封口板2の外周縁部と外装缶1の開口縁部を接合すると共に、切欠溝4の溝底部4Aは溶接することなく非溶接隙間6を設けている。
(もっと読む)
レーザ加工処理の品質を監視する方法及びこれに対応するシステム
【課題】レーザ加工中にリアルタイムに、人間を介することなく加工品質を監視し、技術パラメータの修正を可能とする。
【解決手段】加工品質を表すパラメータを所定の加工品質を表す基準パラメータと比較して、1セットの調整された処理パラメータを取得し、加工処理500の欠陥の状態を含むそれぞれの状態を特定する複数の統計モデルθkを提供し、リアルタイムで獲得された1セットの処理観測に対してメンバーシップの認識の動作を実行する。1セットの処理観測は、加工処理500の状態を特定する複数の統計モデルθkの1又はそれ以上に対して、セットの正規化された処理パラメータを含む。認識の動作は、認識の動作で認識された状態の関数として、1又はそれ以上の原因の特定を含む。
(もっと読む)
溶接方法および超伝導加速器
【課題】ブローホールの発生および材料の酸化を防ぐことができる。
【解決手段】デフォーカスビーム(レーザビーム)11は、照射方向に直交する断面におけるエネルギー密度Eの分布形状が中央部にピーク部11aを有するガウス分布形状であり、ピークエネルギー密度(ピーク部11aのエネルギー密度E)Emaxが5.8×105 W/cm2 より大きいと共に、エネルギー密度の分布形状における全エネルギーのうちピーク部11aを中心に50%のエネルギーが含まれる領域11cの外周部11dのエネルギー密度E50が、ピークエネルギー密度Emaxの75%以下である。
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
レーザー発振器およびヘッドのための共通のガス供給源を有するレーザー機械加工設備
本発明は、レーザービームを発生するためのレーザー発振器(1)、レーザービームを通すレーザーヘッド(3)、レーザー発振器(1)とレーザーヘッド(3)との間でレーザービームを伝えるための光学路(2)、およびメインガスパイプ(8)を介して流体を流通可能にレーザーヘッド(3)へ接続されたガス供給源(9)を有するレーザー機械設備に関する。さらに、第2パイプ(18)が上記ガス供給源(9)をレーザー発振器(1)へ流体を流通可能に接続する。それゆえに、上記設備は、レーザー発振器(1)およびヘッド(3)に共通のガス供給源を有する。ガスは、好ましくは、窒素である。 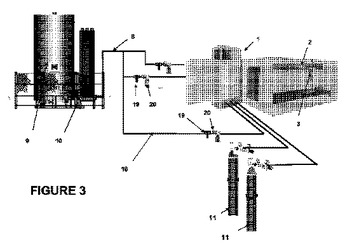 (もっと読む)
(もっと読む)
溶接方法
【課題】嵌合部分にクリアランスを有する円筒状部材の溶接において、円周振れ誤差の発生の少ない溶接方法を提供すること。
【解決手段】円筒状の第1部材21と、第1部材21に嵌挿される円筒状の第2部材22とを具備するワークWをワーク把持回転装置とレーザー溶接機とを使って溶接する溶接方法であって、第2部材22の最大半径点K1の角度位置を表すワークWの第1角度位置θ1を測定する段階と、第1角度位置θ1の正反対側のワークWの角度位置である第2角度位置θ2を第1角度位置θ1から算出する段階と、ワークを回転させる間に第1部材21と第2部材22とを周方向でレーザー溶接する段階であって、第2角度位置θ2で第1部材21と第2部材22との界面の溶融が始まるようにワーク把持回転装置の回転とレーザー溶接機とを制御する溶接方法が提供される。
(もっと読む)
溶接装置及び溶接方法
【課題】入熱量の偏りに起因する溶接対象物の溶接変形量を最小限に抑える。
【解決手段】溶接対象物を回転させながら溶接用ビームを照射することで前記溶接対象物を溶接する溶接装置であって、一次溶接に供する一次溶接パターンと、二次溶接に供する二次溶接パターンとを含む溶接パターンに基づいて前記溶接用ビームの出力及び前記溶接対象物の回転状態を制御する制御部を備え、前記一次溶接パターンは、前記二次溶接パターンに基づいて前記溶接対象物の溶接を行った場合に生じる変形を相殺する方向に変形を生じさせるように設定されている。
(もっと読む)
テーラードブランクおよびその製造方法
【課題】生産管理が容易で良好な溶接品質を確実に得ることができる、例えば厚板のテーラードブランクを提供する。
【解決手段】面ダレ角が5°以上である破断面およびせん断面により構成される端面を有する第1の鋼板19と、面ダレ角が5°以上である破断面およびせん断面により構成される端面を有する第2の鋼板20とを、それぞれの端面同士を突き合わせて突き合わせ面を形成し、高エネルギービームを照射することにより突き合わせ面を溶接してテーラードブランクを製造する。突き合わせ面は、第1の鋼板19におけるせん断面と、第2の鋼板20における破断面とが対向するとともに、突き合わせ面の長手方向の少なくとも1箇所以上において第1の鋼板19における破断面と第2の鋼板20における破断面とが接触して、形成される。
(もっと読む)
導電性フィルタエレメント及びフィルタエレメントを有するフィルタ装置
本発明は、一つの構成要素としてのろ過材8及びさらなるフィルタエレメント構成要素2、4のような、個々の構成要素2、4、8を具備するフィルタエレメント20であって、さらなる構成要素2、4の少なくとも一つの構成要素4が少なくとも部分的にレーザー光透過性の材料から作られており、少なくとも一つのさらなる構成要素2が、バリヤ層の様態に形成されていて、互いに結合可能なフィルタエレメント構成要素を接合するためのレーザー光を使った透過溶接法を実行するために少なくとも部分的にレーザー光不透過性の材料から作られていて、透過溶接工程中にレーザー光に曝される、該フィルタエレメントの少なくとも一部の構成要素が、少なくとも部分的に導電性であることを特徴とする、フィルタエレメントに関するものである。 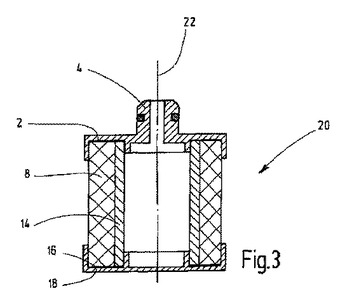 (もっと読む)
(もっと読む)
レーザ加工ヘッド、及びそれを備えるレーザ加工装置
【課題】 2箇所で同時に溶接することができるレーザ加工ヘッドを提供する。
【解決手段】 レーザ加工ヘッド1は、レーザ光を用いて溶接するレーザ加工ロボット2の先端側アーム2aの先端に設けられるものである。レーザ加工ヘッド1は、集光手段7とスプリッター9とを有する。レーザ加工ヘッド1では、そこに入射されたレーザ光20を集光手段により集光し、この集光されるレーザ光20をスプリッター9により第1方向に進行する第1レーザ光21と、第2方向に進行する第2レーザ光25に分けるようになっている。
(もっと読む)
耐疲労特性に優れた大型溶接鋼管とその高能率製造方法
【課題】超極厚(例えば、厚さ50mm超)の鋼板を加工し、溶接して、大型溶接鋼管ユニットを製造する場合において、(i)大型溶接鋼管ユニットを能率よく製造することができる、鋼板の加工方法、及び、加工した鋼板の溶接方法を確立し、(ii)引張応力が残留しないか、又は、圧縮応力が残留し、ギガサイクル域の振動に耐える疲労特性を有し、かつ、充分な破壊靱性を有する溶接部を備える大型溶接鋼管を提供する。
【解決手段】鋼板の圧延方向に長尺で、圧延方向に垂直な幅方向に円弧状をなす、3つ以上の円弧状長尺鋼材を、圧延方向端面で突き合わせ、該突合せ面を、高エネルギー密度ビーム溶接で溶接したことを特徴とする耐疲労特性に優れた大型溶接鋼管。
(もっと読む)
水中溶接装置及び水中溶接方法
【課題】シールドカバーの劣化を抑制することができ、長期に亘り安定的に水中における溶接作業を実行することのできる水中溶接装置及び水中溶接方法を提供する。
【解決手段】レーザ発振器及びシールドガス供給源に接続され、レーザ光を集光する光学系を有する水中溶接ヘッドを水中に配置して水中で構造物の被溶接部を溶接する水中溶接装置において、前記水中溶接ヘッド先端側のレーザ光を射出するノズル部の周辺に、弾性部材からなり、前記水中溶接ヘッドの先端側に気中を形成するためのシールドカバーを設け、当該シールドカバー内に前記シールドガス供給源からのシールドガスを供給するよう構成するとともに、前記シールドカバーの内側面に沿って水を供給する水供給機構を設けた。
(もっと読む)
鋼板の突き合わせ開先位置の検出方法および装置
【課題】端部に「ダレ」を有している鋼板においても、正確にかつ安定して突き合わせ開先位置を検出する。
【解決手段】2枚の鋼板の突き合わせ部を、突き合わせ線が前記撮像装置の撮像面の水平軸方向となるようにして撮像する撮像工程と、撮像工程で取得された撮像画像から得た部分画像を、予め設定した閾値Tを用いて2値化画像を出力する2値化工程と、2値化画像において水平軸方向をx軸方向、垂直軸方向をy軸方向として、各画素座標(i、j)の2値化輝度値U´について、y軸方向の輝度差分値Vを、各iについて演算する工程イと、工程イで演算した輝度差分値Vをiについて積算して輝度差分射影値Wを演算する工程ロと、工程ロで演算した輝度差分射影値Wにおいてピークの画素位置を求めて、前記2枚の鋼板それぞれの突き合わせ開先位置として検出するピーク位置検出工程とを有する検出方法。
(もっと読む)
溶接割れ試験方法及び試験片
【課題】I型開先とし、ルートギャップを小さく設定し、而もルートギャップを高精度に管理可能とし、レーザ溶接に於ける溶接割れの適正な評価を可能とする。
【解決手段】凸部3を有する平板の試験片1を前記凸部が対向する様に設置し、該凸部を除く部分に隙間設定ブロック8を介在させ、該隙間設定ブロックを介在させることで、対向する前記凸部間にルートギャップgを形成させ、両試験片を前記隙間設定ブロックに押付けた状態に保持し、前記凸部間をレーザ溶接する溶接割れ試験方法に係るものであり、又前記隙間設定ブロックと前記試験片間にシム11を挿脱することで前記ルートギャップを調整する。
(もっと読む)
41 - 60 / 226
[ Back to top ]