
Fターム[4E068BA00]の内容
レーザ加工 (34,456) | レーザ溶接 (616)
Fターム[4E068BA00]の下位に属するFターム
Fターム[4E068BA00]に分類される特許
161 - 180 / 226
圧縮機およびその製造方法
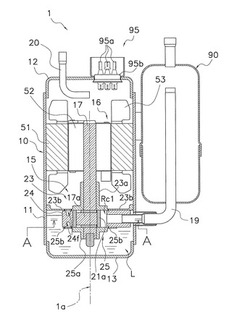
【課題】本発明の課題は、製造コストを抑制しながら圧縮機構部の歪みをなくし、しかも、小径化が可能である圧縮機および圧縮機の製造方法を提供することにある。
【解決手段】圧縮機1,101,201,301は、クランク軸17,117,217,317、ローター21a,121,221a,321、シリンダブロック24,124,224,226,324、および第1ヘッド23,25,223,225,227,227A,227Bを備える。クランク軸は、偏心軸部17a,117a,217a,317aを有する。ローターは、偏心軸部に嵌合される。シリンダブロックは、シリンダ孔24a,124a,224a226a,324aを有する。シリンダ孔には、偏心軸部およびローターが収容される。第1ヘッドは、貫通レーザ溶接されることによってシリンダブロックと締結され、シリンダ孔の少なくとも片側を覆っている。
(もっと読む)
レーザ溶接装置およびその方法

【課題】ロボットの動作速度を変更した場合でも、生産現場で実際にロボットを稼働させたときと同程度の溶接状態を再現するができるレーザ溶接装置を提供する。
【解決手段】ロボットの移動速度(ロボット速度)をオーバライド50%としたとき(図示点線から実線の速度にする)、レーザ光をスキャナ6内の反射鏡の回動によってレーザの焦点位置を移動させる焦点速度を上昇させることで、ロボット速度と焦点速度の合成速度である溶接点速度をオーバライド100%の時と同じにする。
(もっと読む)
レーザ溶接装置およびその調整方法
【課題】レーザ照射装置からワーク上のレーザ照射点までの距離に応じて、より簡便にレーザ焦点位置を調整することのできるレーザ溶接装置およびその調整方法を提供する。
【解決手段】レーザ加工ヘッド6から光ファイバーケーブル5を脱着した際に、レーザ加工ヘッド6からワーク上のレーザ照射点までの距離に応じてワーク上のレーザ照射点のレーザ径が最適な大きさとなるように、ファイバー用アクチュエータ制御装置14およびファイバー位置変更機構13によって、光ファイバーケーブル5のレーザ射出端からレーザ加工ヘッド6内のコリメートレンズ16までの距離を変更する。
(もっと読む)
異種金属材の接合方法、同方法で製造された機械部品とプラネタリキャリア
【課題】焼結金属からなる部材と鍛造材からなる部材を鑞付けと溶接の2つの方法を使用してコスト上昇が抑えられる方法で健全に、しかも、鍛造材の強度などを低下させずに接合一体化し得るようにすることを課題としている。
【解決手段】密度7.2g/cm3以下の焼結金属からなる部材11に密度7.3g/cm3以上の高密度金属部材13を予め鑞付けし、この高密度金属部材13に鋼の鍛造材からなる部材12を溶接して部材11と部材12を溶接部にブローホールを発生させずに、また、部材12の加熱、徐冷による強度低下、硬度低下を生じさせずに一体化する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】ヒュームによる悪影響を少なくすることのできるレーザ溶接装置を提供する。
【解決手段】レーザ加工ヘッド3に空気噴射ノズル7を取り付ける。空気噴射ノズル7からの空気の噴射方向はレーザ加工ヘッド3から照射されたレーザ光を横切り、かつレーザ照射点Pに噴射空気が直接当たらないようにする。
(もっと読む)
密封容器の製造方法
【課題】本発明の目的は、密封容器の製造方法において、レーザー溶接する際に蓋に非接触のまま密封性良く蓋を溶接することで、レーザー溶接の品質を高くすることである。このとき、蓋に非接触にもかかわらず容器胴体と蓋との密封性を確保することで機械的蓋固定手段を装置から取り除き、省スペース化することを目的とする。
【解決手段】開口部59を有する容器胴体61と開口部59を密封する蓋62とをレーザー溶接法によって溶接して気密状態とした密封容器の製造方法であって、容器胴体61に蓋62を装着する蓋装着工程S3と、蓋62に気体81を噴射し続け、かつ、容器胴体61と蓋62との溶接予定箇所66を密着状態としたままで溶接予定箇所66にレーザー光65aを照射して溶接を開始する蓋溶接工程S4と、を備える。
(もっと読む)
密封容器の製造装置及び密封容器の製造方法
【課題】本発明の目的は、溶接予定箇所を覆うように押さえつけた蓋と容器胴体とを均一に密着させた状態でレーザー溶接を行なうことができる密封容器の製造装置を提供することである。
【解決手段】本発明に係る製造装置は、開口部を有する容器胴体61と開口部を密閉する蓋63とをレーザー溶接法によって溶着して気密状態とした密封容器の製造装置であって、容器胴体61と蓋63との溶接予定箇所64にレーザー光46を照射する蓋溶接手段45と、容器胴体61に装着された蓋63を押さえる押当板44を有し、押当板44のうち少なくとも蓋63を押さえる押当部分44aがレーザー光46に対して透光性を有し、かつ、押当部分44aをレーザー光46の光路上に配置する蓋固定手段43とを、備える。
(もっと読む)
レーザ溶接装置およびレーザ焦点位置調整方法
【課題】レーザ光の合焦位置を容易に見つけられるようにしたレーザ溶接装置を提供する。
【解決手段】溶接用レーザ光の光束の最外周部分を通過するように2本の可視光のパイロットレーザ光201を入れるためのパイロットレーザ光源を配置した。合焦時(b)には2本のパイロットレーザ光は1つ見える。合焦していないとき(a)および(b)は2点に見える。2本のパイロットレーザ光201が1つに見えるように溶接用レーザ光の焦点位置(焦点距離)または溶接用レーザ光の射出位置を調整する。
(もっと読む)
レーザ溶接方法および装置
【課題】ロボットコントローラとレーザ発振器との間にI/Oインタフェースが介在することによる信号の遅れを補償して、ロボットハンドがレーザ照射位置の始端または終端に来たとき、これに合致したタイミングでレーザ発振器を起動または停止させるレーザ溶接方法および装置を提供する。
【解決手段】移動中のロボットハンド1の現在位置情報に基づいて、ロボットハンド1が予めプログラミングされたレーザ照射位置の始端または終端に到達する時間軸上の溶接開始位置P1または溶接終了位置P2を予測する手段13と、前記溶接開始位置P1または溶接終了位置P2の直前に発生される計算上の最初のI/Oリフレッシュタイミングから前記予測された溶接開始位置P1または溶接終了位置P2までの時間軸上のズレ量をタイミング値TsまたはTeとして算出する手段14と、このタイミング値TsまたはTeをI/Oインタフェースを通してレーザ発振器4に与える手段とを設ける。
(もっと読む)
電極接合方法及びその装置
【課題】基板電極と部品電極との接合部に生じ得る隙間をなくして接合不良を安定して防止する。
【解決手段】圧電アクチュエータ装着用の凹部142の底面には、シリコンゴム151が配置される。圧電アクチュエータは、シリコンゴム上に載置された状態で、当該凹部内にセットされる。その後、押さえ部材146を押さえ部材装着用の凹部147にセットし、押さえ部材がこの凹部底面に当接するまでボルト150を締める。これにより、押さえ部材が押し下げられると、シリコンゴムが弾性変形し、その復元力により、圧電アクチュエータ上の駆動電極9とフレキシブル基板の電極パッド3とが密着する。
(もっと読む)
レーザ加工法
【課題】レーザビームを高速で走査させながらパルス状のレーザ照射を繰り返してシーム溶接を行う場合において、加工速度が速く溶接不良を防止するレーザ加工法を提供する。
【解決手段】1パルス目のレーザ照射をして線状の溶接形状を形成し、1パルス目のレーザ照射後、2パルス目のレーザ照射までの間に、レーザ光駆動部を元方向に一定距離戻した後に、2パルス目のレーザ照射を行いながらレーザ光を再び前に走査させ、各溶接部の端を重ねながらシーム溶接を行う。
(もっと読む)
レーザ溶接性に優れた高張力厚鋼板
【課題】厚さ10mm未満の高張力鋼レーザ溶接金属の高靱化技術の確立を目指して、レーザ溶接性に優れた高張力厚鋼板(詳しくは、レーザ溶接金属の靭性に優れ、かつレーザ溶接金属に著しい硬化のない高張力鋼板)を提供する。
【解決手段】C:0.06mass%以下を含有し、かつSi、Mn、Cu、Ni、Mo、Vの1種または2種以上を、下記(1)式の成立範囲内で含有し、あるいはさらにCr、Bの1種または2種を含有し、残部がFeおよび不可避的不純物からなり、好ましくはさらに下記(2)式、(3)式を満たすものとした。
−{119.6Mn+18.4Ni+278.3Mo}+{292.1Si+142.6Cu+2615.1V}≦−80 …(1)
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14≧0.34 …(2)
PCM=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B≧0.17 …(3)
(もっと読む)
眼鏡用金属部材の接合方法
【課題】眼鏡用金属部材同士を鈍らせることなく接合する方法、及びTi系金属材料の眼鏡用金属部材を十分な接合力で簡単に、且つ部材を変形させることなく接合する方法を提供することを目的とする。
【解決手段】第1の眼鏡用金属部材1と第2の眼鏡用金属部材2の接合部に対してレーザーを照射して溶接を行う。また、レーザーのエネルギ密度が350J/ cm2以上、且つ3000J/ cm2以下である。また溶接後、レーザーのエネルギ密度を下げて第2の溶接を行うことで、ビートを形成する金属組織を拡散させ、ビートを取り除くことができる。
(もっと読む)
溶接装置と被溶接部材の位置測定方法
【課題】 被溶接部材の位置を正しく測定するための技術を提供する。
【解決手段】 溶接装置10は、被溶接部材よりも幅広のスリット光Lを被溶接部材101,102に向けて照射する照射装置16と、前記スリット光が被溶接部材で反射した反射光Rを受光して被溶接部材に投影されている前記スリット光の像を結像する受光器22と、一端が前記受光器の結像面に配列されている複数の光ファイバ34と、前記複数の光ファイバのなかで前記反射光が入射した光ファイバ群を特定する特定手段と、前記特定手段が特定した光ファイバ群の前記結像面における配列位置に基づいて、被溶接部材の位置を計算する計算手段40とを備えている。
(もっと読む)
レーザ溶接システム
【課題】溶接品質を確保して、レーザ溶接システムのランニングコストを著しく向上させることができるレーザ溶接システムを提供する。
【解決手段】レーザトーチから照射されるレーザ光の入熱量を測定するときのレーザ発振器の出力の設定値を設定するレーザ出力設定部と、レーザ光の入熱量を測定するレーザ入熱量測定器と、溶接開始前にレーザトーチからレーザ入熱量測定器にレーザ光を照射して、このレーザ入熱量測定器の測定値とレーザ出力設定部の設定値との差に基づいて入熱量の低下比率を算出し、レーザトーチから照射されるレーザ光のエネルギが減衰して入熱量の低下比率が所定値以上のとき、以後の溶接を行わず、入熱量の低下比率が所定値以下のとき、レーザ発振器の設定値を補正して、レーザ入熱量測定器の測定値を補正前のレーザ発振器の設定値に修正して溶接を行うレーザ入熱量制御部とを備えたレーザ溶接システム。
(もっと読む)
赤外線反射性コーティング及びプラスチック中のテトラベンゾジアザジケトペリレン着色剤
式(I)のテトラベンゾジアザジケトペリレン着色剤(顔料又は染料)を、波長800〜1200nmで50パーセントを超える赤外線反射率を有機又は無機の基材に付与するのに有効な量、基材中に又はその表面に組込むことにより、成形ポリマー品、フィルム、繊維及びコーティングならびに他の有機及び無機の材料を含む赤外線反射基材を製造する方法。このように得られ、かつ特許請求された基材は、反射されなかったIR放射線の多くを透過させ、多層構造のポリマー製品のような、レーザー溶接も可能な製品が製造される。 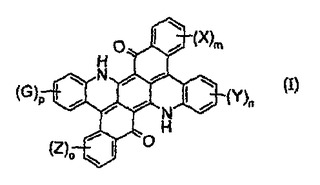 (もっと読む)
(もっと読む)
熱処理システムのためのネットワークアーキテクチャ
熱処理システムは、製作品を処理する熱トーチ、熱トーチに電力を提供する電源、熱トーチおよび製作品を相対的に動かす位置決めシステム、熱処理システムを制御するコントローラ、および決定論に基づく通信ネットワーク、例えばSERCOSを使用して動作するネットワークを含む。決定論に基づく通信ネットワークは、少なくとも熱処理システムのコントローラ、電源、および位置決めシステムを共に接続する。決定論に基づく通信ネットワークを含む熱処理システムを使用するオペレータは、コンテンションに基づくネットワークを使用する従来のシステムよりも少ない時間を費やしてネットワークを維持、監督し、製作品を効率的かつ正確に処理し得る。  (もっと読む)
(もっと読む)
溶接工作物の異常判別評価方法およびその異常判別評価装置
【課題】溶接加工における異常の検出精度の向上および異常の識別を可能とする溶接工作物の異常判別評価方法およびその異常判別評価装置を実現する。
【解決手段】溶接加工における溶接工作物の異常判別評価装置であって、溶接工作物1を保持するとともに、その溶接工作物1を回転させて溶接箇所の位置決めを行う治具装置10と、この治具装置10の弾性波を検出するAEセンサ21とを備え、治具装置10は、チャック部の密着圧が所定圧以上となる密着接触する保持面を有するチャック機構によって溶接工作物1を保持するように構成されている。これにより、異常の検出精度の向上および異常の識別ができる。
(もっと読む)
レーザ加工装置における焦点位置合わせ方法
【課題】レンズ位置の確認が困難で焦点距離を実測できない場合でも、特別な機器を用いず、容易な操作で、個人差もなく、正確に合わせられるレーザ加工装置における焦点位置合わせ方法を提供する。
【解決手段】加工定盤11へ載置した厚さが好ましくは10mm以上のレーザ吸収体13へ、レーザ光源からのレーザ光21を対物レンズ23を介して照射して凹部21を形成し、レーザ出力及びパルス幅が前記凹部25の深度と比例関係にある場合、予め前記凹部25の深度と焦点ズレの検量線を作成しておいて、前記凹部21の最大深度が得られるレンズ23とレーザ吸収体13の距離Tから、レーザ吸収体の厚さaを差し引いて、加工定盤面へ焦点を合わせることを特徴とし、前記レーザ吸収体がアクリル板であり、前記レーザ光源が炭酸ガスレーザであることも特徴とする。
(もっと読む)
レーザ接合品質検査装置
【課題】従来のレーザ接合品質検査装置では、反射光の強度が所定の範囲内に入っているか否かで接合状態の良否判定を行っていたので、反射光の検出値にノイズが乗ったときに、本来OK品となるものがNG品として誤判定されてしまうことがあった。
【解決手段】溶接物3と被溶接物2とのレーザ照射による接合部の品質を検査するレーザ接合品質検査装置1であって、接合部からの反射光を検出して反射光の時間積分強度を演算する反射光強度演算手段と、接合部からのプラズマ光を検出してプラズマ光の時間積分強度を演算するプラズマ光強度演算手段と、接合部からの赤外光を検出して赤外光の時間積分強度を演算する赤外光強度演算手段と、反射光、プラズマ光、および赤外光の時間積分強度を変数として判別分析を行い、各時間積分強度を検出した接合部の接合品質の良否判定を、判別分析の結果に基づいて行う、接合品質判定手段である演算装置16とを有する。
(もっと読む)
161 - 180 / 226
[ Back to top ]