
Fターム[4E068BA00]の内容
レーザ加工 (34,456) | レーザ溶接 (616)
Fターム[4E068BA00]の下位に属するFターム
Fターム[4E068BA00]に分類される特許
61 - 80 / 226
鉄道車両構体の製造方法
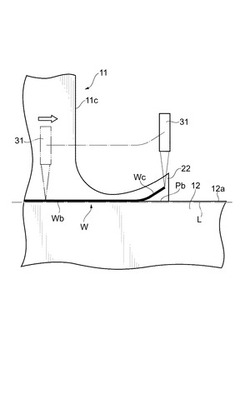
【課題】部材の無駄を抑えつつ溶接部の仕上がりの均一性を維持できる鉄道車両構体の製造方法を提供する。
【解決手段】この鉄道車両構体の製造方法では、接合工程において、突き合わせ部分Pの端部を延長させる突出片21,22,23を外板に設けている。この方法によれば、溶接完了後に突出片21,22,23を外板から除去することにより、外板の突き合わせ部分Pが一定の出力でレーザの走査がなされる連続溶接部Wの中間部Wbのみで溶接された状態となるので、仕上がりの均一性を維持できる。また、突出片21,22,23上において、始端部Wa及び終端部Wcが中間部Wbの延長線L上から反れた状態となるように形成するので、溶接部を直線状に延長させる場合と比べて突出片21,22,23の長さを短くできる。したがって、部材の無駄を抑えられる。
(もっと読む)
半導体レーザによる超薄板溶接方法とその半導体レーザによる超高速レーザ微細接合装置

【課題】 各基本ビームを複数組み合わせるスペースカップリングにより合成ビームを生成させ、超薄板金属の被溶接面の接合形状に適応する照射ビームを生成する半導体レーザによる超薄板溶接方法とその超高速レーザ微細接合装置を提供する。
【解決手段】 少なくとも三組の超小型半導体レーザLD1,LD2,LD3から発振される同一波長のビーム幅0.05mm〜0.3mm、ビーム長さ0.3mm〜1.5mmの楕円形ビームL1,L2,L3を、スペースカップリングSCで組み合わせて合成ビームL01,L02,L03を形成可能とし、100μm〜10μmまでの超薄板金属を超高速溶接する。
(もっと読む)
水中溶接装置
【課題】シールドカバーの劣化を抑制することができ、長期に亘り安定的に水中における溶接作業を実行することのできる水中溶接装置を提供する。
【解決手段】レーザ発振器およびシールドガス供給源に接続され、溶接ワイヤ供給系と、レーザ光を集光する光学系とを有する水中溶接ヘッドを具備し、当該水中溶接ヘッドを水中に配置して水中で構造物の被溶接部を溶接する水中溶接装置において、前記水中溶接ヘッド先端側に位置しレーザ光を射出するノズル部の周辺に、レーザ光の反射光を吸収する反射光吸収体を設けるとともに、前記反射光吸収体の周囲に、弾性部材からなり、前記水中溶接ヘッドの先端側に気中を形成するためのシールドカバーを設けた水中溶接装置。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】 搬送装置の停止と駆動とを繰り返すと、レーザ溶接のためのタクトタイムが長くなってしまう。
【解決手段】 レーザ照射装置が、レーザビームを出射し、走査可能範囲内で該レーザビームを走査する。搬送機構が、レーザ溶接すべき溶接経路が画定された対象物を、走査可能範囲を通過するように搬送する。制御装置が、レーザ照射装置によるレーザビームの走査を制御する。制御装置は、溶接経路の形状、及び搬送機構により搬送される搬送速度とに基づいて、レーザビームを走査すべき軌跡を算出する。搬送機構によって搬送速度で搬送されている対象物に、算出された軌跡に沿って入射位置が移動するようにレーザビームを走査することにより、溶接経路に沿って溶接を行う。
(もっと読む)
広域落射ビーム機
【課題】ビーム動作軸と同軸にカメラを置くことで、画像処理による精密な位置制御と照射状況の認識から、適切なビーム制御、画像記録による品質管理など精度の高い加工と確認が出来る。
【解決手段】任意の照射範囲に対して平面鏡を弧上に取り付け、弧の中心からビームを配り、ワークに対する照射幅より少ない焦点距離で、ワーク面に水平分割落射を行う。各々の平面鏡の位置は各焦点距離が等しくなる位置で、中心からのビームをワークに対して垂直に反射する角度である。制御は、ビームと同軸にカメラの画像撮影軸を置き、その画像から対象の位置や種別情報を得てビームを照射し、その状況の画像から判断してビームの位置と出力操作を行う。
(もっと読む)
溶接部品,特に遊星歯車キャリヤ,該溶接部品の製造方法,並びに該方法を実施するための装置
本発明は,少なくとも1つの溶接継手(55)により互いに結合された2つの板材(51,53)を備え,第1の板材(51)がディスク状に,また,第2の板材(53)がカップ状にそれぞれ形成され,両板材(51,53)の少なくとも一方が一定の肉厚(s)を有する溶接部品に関する。本発明においては,両板材(51,53)の少なくとも一方(51)が,少なくとも1つの溶接継手(55)の領域で増肉部(S>s)を有する。 (もっと読む)
レーザ溶接システムの異常検出方法
【課題】溶接部を形成する際のレーザ溶接システムの異常を、容易に且つ精度よく検出する。
【解決手段】レーザ溶接システムの異常検出方法は、ワークに溶接部を形成する前に溶接条件が予め最適化されたレーザ溶接システムにおいて溶接中要素異常を検出するための異常検出工程を備えている。異常検出工程では、まず、溶接前工程において、基準用ワークにレーザビームを照射し正常な溶接部としての基準用溶接部を形成する際、基準用溶接部の光強度に関する基準用光強度データを取得し(S11)、基準用光強度データに移動平均処理を施して移動平均値を算出し(S12)、移動平均値の平均値を基準値として算出する(S13)。次に、溶接中工程において、溶接部を形成する際に該溶接部の光強度に関する光強度データを取得し、光強度データにおいて基準値に標本線を設定し解析した結果に基づき溶接中要素異常を検出する。
(もっと読む)
レーザ溶接部評価方法
【課題】溶接部の色相むらを精度よく判定することができるレーザ溶接部評価方法を提供する。
【解決手段】まず、レーザビームの照射でワークに形成された溶接部の画像データを取得する(S31)。続いて、画像データをRGB分離して判定用RGB値を算出する(S32)。判定用RGB値をグレースケール変換し、グレースケール値を算出する(S33)。判定用RGB値をグレースケール値で除算し、判定用除算値を算出する(S34)。判定用除算値からマハラノビスの距離を算出する(S35)。そして、このマハラノビスの距離が所定値よりも小さい場合、溶接部の色相むらが正常と判定する(S36→S37)。
(もっと読む)
レーザ溶接品質評価方法及び装置
【課題】レーザ光入射角が異なっても適確な溶接品質の評価が可能なレーザ溶接品質評価方法及び装置を提供する。
【解決手段】入射角が可変のレーザ光Aを被溶接物Wに照射して行ったレーザ溶接の品質評価において、レーザ光照射位置及びその周辺のレーザ反射光Bの分布情報を取得する反射光分布情報取得回路10と、被溶接物Wに対する入射角情報を取得する入射角情報取得回路11と、反射光分布情報取得回路10からのレーザ反射光分布情報を入射角情報取得回路11からの入射角情報に対応付けて解析した結果と予め取得しておいた入射角情報毎のレーザ反射光分布情報の解析結果群とに基づいて溶接品質を判定する溶接品質判定回路13とを設ける。レーザ光入射角に応じてレーザ反射光分布情報を解析し、変化する溶融金属及びキーホールの形成状態(溶接品質)をレーザ入射角毎に評価可能とした。
(もっと読む)
レーザービームを用いて溶接するレーザー溶接システムおよびレーザー溶接方法
本発明は、レーザービームの供給源(1)と、レーザービームを平行にするように適合されたコリメータ(2)と、平行にされたレーザービームを被溶接物(4)上の集中点に集束するように適合された集束手段(3)とを備える、レーザー溶接システムに関する。均質な溶接領域を可能にするため、コリメータ(2)と集束手段(3)との間に光学素子(5)が配置され、光学素子は、平行レーザービームの軸線に対してある角度で延びる第1の方向に沿ってレーザービームの出力分布を拡散させるように適合される。代替の解決策によれば、光学素子(5)はレーザービームの供給源(1)とコリメータ(2)との間に配置される。  (もっと読む)
(もっと読む)
溶接条件設定方法及びその装置
【課題】部材の持つ強度、耐荷力を無駄なく利用できる溶接条件を設定可能とする溶接条件設定方法及びその装置を提供する。
【解決手段】溶接条件を設定するプログラム7と、前記溶接条件を設定する為に必要なデータベース8とが格納された記憶部3と、前記プログラムと前記データベースに基づき溶接条件を設定する制御演算部2と、溶接部材の諸元を設定入力する操作入力部6とを具備し、前記制御演算部は入力された諸元に基づき溶接する際の入熱量を演算し、諸元及び入熱量から残留応力分布を演算し、該残留応力分布から残留力を演算し、溶接部材自体が有する初期耐荷力と前記残留力に基づき耐荷力を演算し、該耐荷力と溶接部材に対する予定負荷荷重とを比較し、前記諸元が適正であるかどうかを判断する。
(もっと読む)
複合材料のレーザ加工法
【課題】繊維強化プラスチック(FRP)及び繊維強化金属(FRM)の切断、穴あけ、溶接、曲げ加工、表面処理などのレーザ加工方法の提供。
【解決手段】材料の加熱・溶融・蒸発が可能かつ、材料内部への熱伝達はほとんどなく、熱歪みも生じにくい。10ピコ秒から100ナノ秒のパルス幅を持った超短パルスで、1mJから500Jのパルスエネルギーを持った固体レーザを用いて二重レーザ加工、カスケード加工を行うことで、さらに良好な加工面が得られる。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】溶接中の保護ガラスの状態を常時監視し、スパッタが付着した場合に直ちに発見でき、スパッタが付着することによる不具合を解消するレーザ溶接装置及びレーザ溶接方法を提供する。
【解決手段】レーザ光線12を溶接部8に照射するレーザ照射ヘッド2と、該レーザ照射ヘッドの先端部に設けた保護ガラス6と、溶接時に該保護ガラスを監視するカメラ13とを具備した。
(もっと読む)
組立クランクシャフトの製造装置および製造方法
【課題】レーザービームの移動をガルバノミラー等の反射鏡により行う場合に生じる問題を解消することができる組立クランクシャフトおよびその製造方法を提供する。
【解決手段】シャフト本体部110およびカウンタウェイト部102Aを図4に示すように配置し、その接合部104にレーザビームBを照射して溶接を行う。レーザビームBの照射時、回転テーブル21の矢印方向Rへの回転により、シャフト本体部110およびカウンタウェイト部102Aを軸線O回りに回転させる。これにより、接合部104の円周形状の溶接パターンに沿ってレーザビームBを照射することができる。円周形状以外の各種溶接パターンを得る場合、その溶接パターンに応じて、回転テーブル21の回転制御に加えて可動ステージ61の移動制御を適宜行う。ガルバノミラー等の反射鏡を用いた偏向によるレーザービームの移動を行う必要がない。
(もっと読む)
レーザー溶接装置
【課題】レーザー溶接作業を高速に行なう。
【解決手段】複数のアームを備えた多軸ロボット110と、アームの作業端に取り付けワークにレーザー光を照射する光学系を備えたスキャナ120と、スキャナ120の座標原点を光学系の構成要素のうち固定している構成要素とレーザー光の光軸との交点に設定し、座標原点が教示経路上を通過するように多軸ロボット110の動作を制御するロボット制御装置140と、レーザー光がワークの加工点上に照射されるようにスキャナ120の光学系の動作を制御するスキャナ制御装置150とを有する。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】特に粒の大きいスパッタについても保護ガラスへの付着を抑える。
【解決手段】レーザ加工ヘッド1の前面に設けた保護ガラス5のさらに前方に、回転体9を設ける。回転体9は、溶接時に発生するヒュームFやスパッタSを吹き飛ばすためのエアノズル19から放出されるエアによって回転する。回転体9は、円板状部材に多数の貫通孔を設けてあり、回転する際に、貫通孔の周縁で特に粒の大きいスパッタSを跳ね飛ばして、保護ガラス5へのスパッタSの付着を抑える。
(もっと読む)
車載用ミラー
【課題】組立て作業工程の簡素化を図るようにした車載用ミラーを提供する。
【解決手段】車載用ミラー1において、ミラー板10に樹脂製のミラー本体14を採用することで、ミラー板10の軽量化を図ることができ、しかも溶着によってミラーホルダ11にミラー板10を固定させているので、両面テープや接着剤を利用しなくてもよく、組立て作業工程が煩雑になり難く、製造コストの低減が図られる。さらに、ミラーホルダ11に対してミラー板10が強く圧着されていなくても、ミラーホルダ11にミラー板10をしっかりと強固に固定させることができるので、ミラーホルダ11やミラー板10に無理な負荷をかけることがなく、しかも、製造時において、ミラーホルダ11の縁部11Bやミラー板10の周縁10aにおける寸法の多少のばらつきをも許容し易くなる。
(もっと読む)
レーザー出射ユニット
【課題】フィードバック制御において、被加工物からの反射レーザー光を完全に遮断して正確なフィードバック制御が行なえるレーザー出射ユニットを開発することをその主たる課題とする。
【解決手段】レーザー発生装置6から光軸CLに沿って入光したレーザー光4を、光学系5を介して被加工物Wの溶接点P2に集光するレーザー出射ユニットAにおいて、入光面50a又は出光面50bの少なくともいずれか一方が光軸CLに対して傾斜するように形成され、入光面50a側からのレーザー光4の透過を許容するが、被加工物Wからの反射レーザー光4aを反射するレーザー反射層51が出光面50bに形成された誘電体多層膜ミラー50が光学系5に組み込まれていることを特徴とする。
(もっと読む)
シード層及びシード層の製造方法
本発明は、太陽電池セル又は太陽電池モジュールにおいて用いるのに好適なシリコンを鋳造するためのシード層及びシード層の製造方法に関する。本方法は、好適な表面上において、タイルを端部を整列させて配置して継ぎ目を形成する工程、及び継ぎ目においてタイルを結合させてシード層を形成する工程を含む。結合工程は、タイルを加熱してタイルの少なくとも一部を溶融させること、タイルを少なくとも1つの継ぎ目の両端において電極と接触させること、アモルファスシリコンのプラズマ堆積を用いること、光子を照射してタイルの少なくとも一部を溶融させること、及び/又は層堆積を行うことを含む。本発明のシード層は、幅及び長さが少なくとも約500mmの直線形状を有する。 (もっと読む)
レーザ接合方法
【課題】レーザ照射ノズルの内壁面へのスパッタの堆積を抑制し、電極パッドにリボンを効果的にレーザ接合するレーザ接合方法を提供する。
【解決手段】レーザ照射ノズル5の内周面に付着したスパッタ6をレーザで加熱・溶融してリボン4上に落下させる第1照射ステップと、該第1照射ステップの後、リボン4上にレーザを照射して電極パッド3にリボン4をレーザ接合する第2照射ステップとを備えたので、レーザ照射ノズル5の内壁面へのスパッタ6の堆積を抑制し、電極パッド3にリボン4を効果的にレーザ接合することができる。
(もっと読む)
61 - 80 / 226
[ Back to top ]