
Fターム[4E068BB00]の内容
レーザ加工 (34,456) | 肉盛溶接 (201)
Fターム[4E068BB00]の下位に属するFターム
肉盛材 (82)
Fターム[4E068BB00]に分類される特許
101 - 119 / 119
3D生成プロセスでの3次元物体を製造するための方法およびデバイス

本発明は、例えば選択的レーザ焼結(SLS)および選択的レーザ溶融(SLM))などの3D生成方法を用いて、3D物体を製造するための方法および装置に関する。赤外線センサは、装置の処理チャンバ(1)に設けられている上記の赤外線センサ(6)が、モノマー堆積物、オリゴマー堆積物、または固体材料の粒子によってその構成の間に損傷しないように、調節された流体によってクロスフローされることができる。 (もっと読む)
原子炉構造物の補修方法及び原子炉構造物

【課題】 原子炉構造物の金属表面に亀裂状欠陥部が生じてその補修溶接を行なう場合に、補修亀裂内部の構造物を構成する金属材料の腐食を抑制し、亀裂状欠陥の進展を抑制することが可能な原子炉構造物の補修方法、及び原子炉構造物を提供することを目的とする。
【解決手段】 本発明による原子炉構造物の補修方法は、表面に亀裂状欠陥の発生している金属材料を有する原子炉構造物の補修方法であって、まず、該亀裂状欠陥表面に貴金属材料体を設ける。次に、該貴金属材料を被覆部材で被覆し、該被覆部材を該原子炉構造物に固定する。このようにして該貴金属材料体及び該亀裂状欠陥を外部環境から隔離する。
(もっと読む)
Ni基合金部材とその製造法及びタービンエンジン部品並びに溶接材料とその製造法
【課題】
本発明の目的は、溶接金属の粒界割れ抵抗を向上させ、疲労強度を向上させることに加えて、1000℃近傍、又はそれ以上の温度における耐酸化性を向上させるNi基合金部材とその製造法及びタービンエンジン部品並びに溶接材料とその製造法を提供することにある。
【解決手段】
本発明は、Ni基合金基部からなる無修復領域と該無修復領域上に形成された肉盛溶接層からなる溶接修復領域とを含み、前記肉盛溶接層が、重量で、Co15%以下、Cr18〜22%、Al0.8〜2.0%、Ta5.0%以下、Mo0.5%以下、Ti0.5%以下、W13〜18%、C0.05〜0.13%、Zr0.06%以下、B0.015%以下、Mn0.4〜1.2%及びSi0.1〜0.3%を有するNi基合金からなり、好ましくは残部が実質的にNiからなることを特徴とするNi基合金部材にある。
(もっと読む)
表面の上に粉末材料の層を付着させるための装置及び方法
本発明は、粉末状の材料(71)の層を、材料(71)の層の付着の目的で二つの限界位置の間で動かされ得る、材料(71)の層の付着の間の余剰材料を除去するブレード(56)を備えるコーター(52)を用いて付着させるための装置(51)に関する。この装置(56)は、材料運搬装置(53)によって特徴付けられ、これを用いて、材料がブレード(56)の一方の側からブレード(56)の他方の側へ移され得る。この装置は、材料の損失無しに材料(71)の層を付着させることを可能にし、特にレーザー焼結装置に用いられるのに適している。  (もっと読む)
(もっと読む)
軽合金鋳物のピンホール修正装置
【課題】
軽合金鋳物の加工に際して生じるピンホールを局所的に加熱し肉盛りするため、レーザーを用いようとする場合、細いレーザー光をピンホールへ正確かつ安全に誘導できる手段がなかった。
【解決手段】
開閉蓋によって開閉可能な開口部を設けた筐体の上部に、その筐体の内部を指向する顕微鏡を設け、その顕微鏡に光軸方向へレーザー光を放射するレーザー加熱手段を付設するとともに、前記筐体の内部に前記顕微鏡の光軸方向前方に軽合金鋳物を支持する支持手段を設けたものである。
(もっと読む)
金属材料を機械的に特徴付ける方法
【課題】補修された領域の機械的特性を不利に弱めることなく補修を行うのに肉盛り溶接金属が適していることを確実にする。
【解決手段】本方法は、補修すべき部分を構成する材料に対して金属材料を機械的に特徴付けると共に、前記金属材料での肉盛り溶接によって上記部分を補修する装置を正当であると確認する。この方法によれば、金属の棒に凹みが機械加工され、前記補修する装置によって凹みが肉盛り溶接54され、前記金属の棒から、テストピースが肉盛り溶接金属のみからなる中央領域を有するように、テストピース56が切断され、テストピースに軸方向振動疲労テストが行われる。
(もっと読む)
一体形ブレード付きディスクを補修する方法、作業開始時および作業終了時テストピース
【課題】肉盛り溶接技術を使用することにより、一体形ブレード付きディスクを補修する方法を提供する。
【解決手段】本発明は、ターボ機械の一体形ブレード付きディスクを補修する方法であって、損傷領域を準備し、この領域を金属で肉盛りし、補修された領域を再加工するステップを含み方法に関する。この方法は、準備ステップが、外形を画定するように領域を機械加工することを含み、肉盛り溶接動作が、レーザ型機械であると共に動作パラメータが予め設定された肉盛り溶接機械を使用して、画定された外形を有する作業開始時テストピースと呼ばれるテストピース上で実行され、肉盛り溶接後のテストピースの品質が確認され、テストピースの品質が容認基準に対応しているときは、補修すべき領域が、その動作パラメータを変更することなく同じ機械を使用して肉盛りされる、ことを特徴とする。
(もっと読む)
クラッド溶接方法及びその装置
【課題】 構造物が大きく全周施工のように広い施工範囲を安全にしかも工事効率良くクラッド溶接を施工する。
【解決手段】 クラッド溶接方法は、Fe基合金又はNi基合金から形成される溶加材を供給する溶加材供給ステップと、溶加材を供給しながら複数のパスを施工して先行するバッチとして矩形の施工部を形成する先行バッチ111形成ステップと、先行バッチ111の施工部の終端部又は始端部に重複部10を設けながら次のバッチ112で矩形の施工部を繰り返し形成する次バッチ112形成ステップと、重複部10の長さをクラッド溶接の層数24,25に応じて調整する重複部長さ調整スッテプと、を有する。
(もっと読む)
レーザクラッド加工用金属粉末の落下位置計測装置および落下位置計測システム、ならびにレーザ照射位置計測装置
【課題】レーザクラッド加工における金属粉末の落下位置を物理的に計測するための金属粉末落下位置計測装置粉末落下位置計測装置を提供する。
【解決手段】仕切り板11によって複数の空間12に仕切られ、各空間12には目盛り15の付いた透明窓14を設けて、各空間12に投入された金属粉末量を計測できるようにした。各空間の金属粉末量の割合から金属粉末の落下入りのずれ量が計測できる。
(もっと読む)
圧延ロール、並びに圧延ロールの加工装置及び加工方法
【課題】 鋼板を圧延するときに鋼板表面に微細かつ高密度の凹パターンを転写させて該圧延鋼板のプレス加工性を向上させるための圧延ロールを提供する。
【解決手段】 金属圧延ロールは、表面の一部または略全面に離散的に凸部を有する金属圧延ロールであって、前記凸部が、金属粉末または金属化合物粉末を溶融して金属圧延ロール地金に融着して形成させたもの、または前記金属圧延ロール地金の溶融痕に前記金属粉末または金属化合物粉末を固着して形成させたものであり、かつ前記凸部間に前記金属圧延ロール地金が露出している。
(もっと読む)
裁断ローラまたは型押しローラをレーザ肉盛溶接によって製作するための方法および装置
【課題】裁断ナイフもしくは型押し突起の可能な限り最適な均質性と同時に生産プロセスの期間およびコストの減少とが保証されているようにする。
【解決手段】粉末状の溶加材を溶接箇所に供給するための粉末ノズル8を備えた作業ヘッド7と、粉末状の溶加材が溶融される溶融池を溶接箇所に発生させることができるレーザビーム22を発生させるためのレーザと、溶融池から放出される熱放射および/または光放射を検出するための装置と、レーザの出力を、溶融池の、放出される熱放射および/または光放射に関連して制御するかまたは調整するための装置とが設けられているようにした。
(もっと読む)
薄板金属構造を局部的に補強するための方法
【課題】 薄板金属構造を局部的に補強するための方法を提供する。
【解決手段】薄板金属構造の少なくとも1つの面上の、補強しなければならない領域(4)に、薄板金属構造を構成している材料よりも優れた機械的特性を有する材料から成る溶接ビード型の金属隆起(9)が形成される。隆起の材料は、該薄板金属構造材を構成している材料と同じ種類の金属である。
(もっと読む)
部品補修方法及び部品製造方法
本発明は、例えばガスタービンのステータ側の部品であるハウジングやガイド翼リングなどの部品を補修するための部品補修方法であって、前記部品から損傷部分を切除し、その損傷部分である切除部分に替えて交換用部分を溶接により前記部品に固定接合する部品補修方法に関する。本発明においては、補修対象部品である前記部品から前記損傷部分を切除する際にその切断線即ち予定溶接線の長さが最小になるようにして切除を行い、また、前記予定溶接線に沿った肉厚が可及的に均一になるように、前記切断線に沿った肉厚分布に応じて前記部品に肉削りを施し、また、前記部品に前記交換用部分を接合した後に、少なくとも前記肉削りにより除去した部分をレーザ粉末肉盛り溶接により再形成する。 (もっと読む)
ガスタービンブレード又はブレード一体化ガスタービンロータを製造及び/又は修理する際に、ブレードをブレード付け根部もしくはロータディスクへ接合する方法
本発明は、ガスタービンブレード又はブレード一体化ガスタービンロータを製造及び/又は修理する際に、ブレードをブレード付け根部又はロータディスクに接合するための方法に関する。前記方法は、少なくとも以下のステップ:a)ブレード(16)とそのブレード(16)へ接合されるブレード付け根部又はロータディスク(12)とを提供するステップであって、ブレード(16)とブレード付け根部又はロータディスク(12)は、相互に接合されるセクション(15,18)で厚肉化部(13,20)を備えるステップと;b)相互に接合されるブレード(16)とブレード付け根部又はロータディスク(12)のセクション(15,18)に、凹部(17,19)を形成するように機械加工するステップと;c)次に、相互に接合されるブレード(16)とブレード付け根部又はロータディスク(12)を互いに位置合わせし、対向する凹部(17,19)により少なくとも一つの溝形状継目準備部(21)を画定するステップと;d)ブレード(16)とブレード付け根部又はロータディスク(12)を、レーザ粉末肉盛によって前記又は各継目準備部(21)の領域で接合するステップとを含むものである。 (もっと読む)
タービンブレードを準備するための高強度超合金結合方法
高強度超合金のタービンブレードを修理する方法及び超合金構成要素を結合する方法が提供される。タービンブレードの損傷した区域が、それを予め加熱することなく、溶接される。次いで、溶接されたタービンブレードに高温静水圧圧縮成形処理を施す。この方法は所望のミクロ組織及び丈夫な機械的特性を有する修理されたタービンブレードを生じさせる。 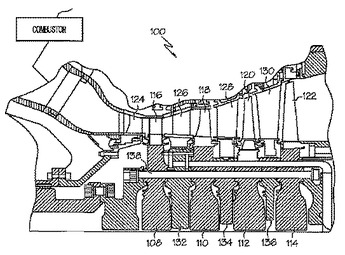 (もっと読む)
(もっと読む)
超合金から形成される部品のレーザー溶接方法及び装置
本発明は、レーザー(12)の出力が溶融池の温度によって制御されることを特徴とする超合金のレーザー溶接方法と、レーザービーム源(12)、処理制御器(30)、温度記録ユニット(28)、および溶加材の供給装置(24)を備え、処理制御器(30)が、温度記録ユニット(28)およびレーザー源(12)に接続された調整装置(34)を備えることを特徴とする、超合金のレーザー溶接装置(10)と、に関するものである。 (もっと読む)
複数の構成部材を結合する方法
本発明は、動的負荷のかかる複数の構成部材、特にガスタービンの複数の構成部材を接合する方法に関するものである。本発明によれば、相互に連結される構成部材(10,11)を、レーザーパウダービルドアップ溶接を用いて接合する。 (もっと読む)
部品の加熱方法
本発明は、部品を、その加工に先立って及び/またはその加工中に加熱するための、部品の加熱方法に関する。
本発明によれば、加熱を行うためのエネルギ源として、少なくとも1台のレーザ装置を用いる。
(もっと読む)
レーザ加工ヘッド及びこれを備えたレーザ加工装置
【課題】 反射ミラーなどを要しない簡易な構成とし、ヘッドのコンパクト化、高集光性及び長焦点化が可能であり、また、アーク電極や切断ガスなどの供給が容易なレーザ加工ヘッド及びこれを備えたレーザ加工装置を提供する。
【解決手段】 レーザ光を平行にするコリメート光学系62と、半割れレンズ67を有し、この半割れレンズ67の光軸位置をコリメート光学系の光軸位置に対してこれらの光軸と直交する方向へずらしてコリメート光学系を出たレーザ光52が全て半割れレンズに入射するようにし、この半割れレンズによって前記レーザ光をワーク55に集光照射する集光光学系62と、半割れレンズの分割面67c側に半割れレンズの光軸に沿って配設されたMIG電極57などの加工手段とを備えてレーザ加工ヘッド54を構成し、このレーザ加工ヘッドを備えてレーザ加工装置を構成する。
(もっと読む)
101 - 119 / 119
[ Back to top ]