
Fターム[4E068CA14]の内容
Fターム[4E068CA14]に分類される特許
201 - 220 / 394
レーザ加工装置
【課題】箱体のサイズが複数の場合であっても各箱体のサイズに合わせて簡単にレーザマーカにより製品表示を行うことが可能なレーザ加工装置を提供する。
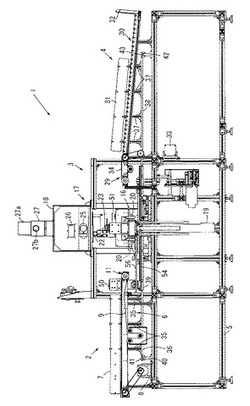
【解決手段】箱体14の互いに対向する2つの側面にそれぞれ対向して配設された2つのレーザ照射部25を有するレーザ加工部3と、加工前の箱体14をレーザ加工部3まで搬送する搬送部2と、加工後の箱体14をレーザ加工部3より排出する排出部4とを具備し、前記各側面にそれぞれ設けられた黒ベタ部14aに対して各レーザ照射部25から照射されたレーザによって所定の画像を同時に形成するレーザ加工装置1において、搬送部2は箱体14の搬送をガイドする少なくとも1対の搬入ガイド板7を有すると共に排出部4は箱体14の搬送をガイドする少なくとも1対の搬出ガイド31板を有し、各レーザ照射部25間の間隔及び各搬入ガイド板7間の間隔及び各搬出ガイド板31間の間隔を箱体14のサイズに応じて互いに連動して一括で変更可能に構成した。
(もっと読む)
レーザ加工装置

【課題】レーザマーカにより製品表示を行うことが可能なレーザ加工装置を提供する。
【解決手段】ワーク14にレーザ加工を行うレーザ加工装置1であって、ワーク14に対してレーザ加工を行うレーザ照射部25を有するレーザ加工部3と、加工前のワーク14をレーザ加工部3まで搬送する搬送部2と、加工後のワーク14をレーザ加工部3より排出する排出部4とを有する。
(もっと読む)
レーザ加工装置
【課題】印刷可能領域に繰り返しパターンと単一パターンとを容易に形成することが可能なレーザ加工装置を提供する。
【解決手段】レーザ加工装置10は、設定手段110が、複数の加工パターン及びそれぞれの加工位置が設定可能であって、繰り返し加工の適用の有無を、各加工パターンごとに設定可能とされ、データ生成手段120は、繰り返し加工の適用有りと設定された加工パターンP1については、その加工位置に基づく複数個所を加味した複数の加工パターンP1の座標データを生成し、繰り返し加工の適用無しと設定された加工パターンP2については、その加工位置に基づく一箇所を加味した加工パターンP2の座標データを生成する動作を、一の生成指令をトリガとして実行する。
(もっと読む)
レーザ加工装置
【課題】印刷可能領域に繰り返しパターンと単一パターンとを容易に形成することが可能なレーザ加工装置を提供する
【解決手段】レーザ加工装置10は、設定手段10に、繰り返し加工を行うべき第1の加工パターンP1と、繰り返し加工を行うべきでない第2の加工パターンP2とを設定可能とされ、また、第1の加工パターンP1と第2の加工パターンP2との指定順序を指定可能とされ、一生成指令をトリガとして、第1の加工パターンP1及び第2の加工パターンP2の指定を上記指定順序に従って切り替えて、これらの第1の加工パターンP1及び第2の加工パターンP2について座標データの生成及びレーザ加工を実行させる。
(もっと読む)
ワークホルダ及びレーザマーカ装置
【課題】ワークの着脱を迅速に行うことができるワークホルダ及びレーザマーカ装置を提供する。
【解決手段】磁力によってワーク7をワークホルダ本体6に押し付けるワーク押え8を採用した。ワーク押え8はアウタ押え13とインナ押え12とを有する。インナ押え12はアウタ押え13とワーク7との間に配置される。
(もっと読む)
光透過型複合材料のマーキング方法とマークを付した構造材
【課題】GFRP等の光透過型複合材料に対し、表面に傷を付けずにマークを形成することができるマーキング方法を提供する。
【解決手段】GFRP等の光透過型複合材料30の表面から所定深さの位置に超短パルスレーザのレーザ光23を集光して、前記光透過型複合材料30の内部にマーク40を形成する。この光透過型複合材料30から成る構成材は、光透過型複合材料の内部にのみマーク40が形成され、その表面には、レーザ走査による外傷を持たない。そのため、マーク40の付与による構造材の機械的強度の低下や、マークの汚れが発生しない。
(もっと読む)
レーザ加工用治具
【課題】 レーザ加工用治具において、レーザ光によるダメージを受け難く高寿命とすること。
【解決手段】 固体レーザ光Lにより加工される被加工物Wを載置するレーザ加工用治具1であって、台座部2と、該台座部2上に設置され被加工物Wを載置する金属パッド部3と、を備え、該金属パッド部3が、固体レーザ光Lの波長以下の面精度を有している。これにより、固体レーザ光Lに対する反射率が大幅に向上し、固体レーザ光Lの照射によるダメージを受け難くなって高寿命化を図ることができる。
(もっと読む)
レーザー加工方法、レーザー加工治具、レーザー加工装置
【課題】被加工物のサイズや積層状態等に影響されることなく、被加工物を安定に固定して高精度なレーザー加工を行う。
【解決手段】超短パルスレーザー加工装置の加工ステージ110に載置されるレーザー加工冶具1において、被加工物3のレーザービーム121が入射する加工主面3aの上に、全面に接する保護シート20を配置し、固定用ネジ5を介して被加工物3に密着させる構成とし、被加工物3や、当該被加工物3から切り出される微細な部品が加工中に光圧によって位置ずれしたり振動することを防止し、高精度のレーザー加工を可能にした。保護シート20の加工主面3aに対する当接面は、必要に応じて、粘着面20aとすることができる。
(もっと読む)
ガラス刻印用レーザマーカおよびガラス刻印方法
【課題】ガラス刻印で生じる粉塵による環境汚染を確実に阻止し、車体番号等を鮮明な仕上げとなるように刻印する。
【解決手段】車両のフロントウィンドガラス15、ドアウィンドガラス、リヤウィンドガラス等のガラス表面に、炭酸ガスレーザを照射することによりガラス表面に車体番号等の識別記号を刻印するガラス刻印用レーザマーカ1であって、該レーザマーカの本体1をバランサ4のハンド部4dにボールジョイント5を介して吊り下げる。また、ボールジョイント5は、レーザマーカ本体1に装備した支持機構6と、ハンド部4dとの間に取り付ける。レーザマーカ本体1と支持機構6との間に、揺動送り機構8を設けると共に、該揺動送り機構8によりレーザマーカ本体1が支持機構6に対して角度変位しうるように軸支する。レーザマーカ本体1に、ガラス表面に吸着可能な吸盤10を装備する。
(もっと読む)
被加工物のエッジ検出装置およびレーザー加工機
【課題】装置全体を小型化することができる被加工物のエッジ検出装置およびエッジ検出装置を装備したレーザー加工機を提供する。
【解決手段】加工機のチャックテーブルに保持された被加工物のエッジを検出する被加工物のエッジ検出装置であって、検出用ビームを発振するビーム発振手段と、ビーム発振手段から発振された検出用ビームを集光する対物レンズと、対物レンズを通して照射された検出用ビームの反射光を検出する反射光検出手段とを具備し、ビーム発振手段は検出用ビームの光軸を対物レンズの中心軸と平行に中心軸からオフセットした位置に発振し、反射光検出手段は対物レンズを通して照射された検出用ビームが被加工物が存在しない領域で反射し対物レンズによって屈折する反射光と被加工物で反射し対物レンズによって屈折する反射光の変移に基づいて被加工物のエッジを検出する。
(もっと読む)
金属箔溶接方法、金属箔溶接装置、および可撓性樹脂金属箔積層体製造装置
【課題】互いに重ねられた金属箔間の隙間が解消された状態で溶接可能な金属箔溶接方法および金属箔溶接装置、その金属箔溶接装置を備えた可撓性樹脂金属箔積層体製造装置を提供する。
【解決手段】重ねて配置された複数枚の銅箔12上に向かって圧力気体を局所的に噴射しつつ一方向Yに相対移動することによりその圧力気体による圧迫される部位を一方向Yへ相対移動させ、前記銅箔12上において前記圧力気体の噴射により圧迫されている部位に向かってレーザ光Lを照射しつつそのレーザ光Lの照射位置を一方向Yへ移動させることにより複数枚の銅箔12を相互に溶接することから、圧力気体の噴射により圧迫されている互いに重ねられた銅箔12間が密着させられた状態でレーザ光Lが照射されるので、高い溶接品質が得られる。
(もっと読む)
加工速度を調整するレーザ加工装置及びレーザ加工方法
【課題】レーザ出力を制御可能なタイミングに合わせて、プログラム上でレーザ出力が指令されるときに加工ヘッドが被加工物に対して高精度に位置決めされるレーザ加工装置及び加工方法を提供する。
【解決手段】制御装置12は、加工プログラム実行前、又は実行中に、レーザ発振器26を制御可能な上記タイミングに、レーザ出力変更位置に加工ヘッド18が到達するか否かを判定する。レーザ出力変更位置に加工ヘッドが到達する計算上の時刻がレーザ出力制御可能な時刻である場合は、プログラムの指令速度に従って加工を実行する。一方レーザ出力指令開始位置に加工ヘッドが到達する計算上の時刻がレーザ出力制御可能な時刻でない場合は、レーザ出力制御が可能な時刻に加工軸が到達するように加工速度を調整して、レーザ出力変化位置まで加工を実行する。
(もっと読む)
レーザ加工方法
【課題】加工対象物の縁部の位置を精度よく検出する。
【解決手段】AF用レーザ光をレンズを介して照射しながら、加工対象物1のエッジx1を跨ぐように、AF用レーザ光をエッジ検出ライン15aに沿う方向に移動させるのに併せ、AF用レーザ光の反射光を受光して変位信号を求め、変位信号が一定になるように駆動ユニットに電圧信号を入力してレンズを光軸方向に沿って駆動させる。そして、電圧信号の変化に基づいてエッジx1の位置を検出する。ここで、AF用レーザ光がテープ211上から加工対象物1上に乗り上げたとき、反射面がテープ面211aからレーザ光照射面3となることから、反射面の位置が大きく変化するため、電圧信号が大きく変化する。また、変位信号は受光した反射光の全光量で正規化されて反射光の全光量の相対値として求められているため、電圧信号は反射光の光量によらないものとなっている。
(もっと読む)
レーザ光機械加工
工作物(2)をレーザ光機械加工する方法について説明されている。この方法では、2光子過程の手段による機械加工効果を生み出すために、レーザ光(14)が、焦点面を設けたレンズ(20)によって境界面を設けた工作物(2)内またはその上に集束され、工作物(2)に対する焦点の位置が調整され、さらに、焦点の位置の基準を得るために、照明された変調物体の画像が、同様にレンズ(20)を介して工作物(2)上、さらには焦点面内へ、もしくは焦点面と交差するように投影され、境界面において生じる画像の反射が自動焦点像平面内に投影され、カメラ像平面を設けたカメラ(15)が画像の反射を検出し、カメラ像平面は、照明された変調物体の画像が焦点面に在る場合に自動焦点像平面と交差するか、または、変調物体の画像が焦点面と交差する場合に自動焦点像平面に位置する。  (もっと読む)
(もっと読む)
バルブシートの肉盛り処理方法及びその装置
【課題】各バルブシートに対する肉盛り処理を高精度且つ良好に施すことを可能にする。
【解決手段】シリンダヘッド12と、該シリンダヘッド12を載置する傾斜載置台との間には、断熱板44及び加熱板48が介装される。加熱板48には複数本のヒータ46が埋設されており、各ヒータ46は、シリンダヘッド12の各気筒に形成されたバルブシート16の下方に位置する。シリンダヘッド12には、肉盛り処理に際して金属粉末PWが供給されるとともにレーザ光が照射されることに先んじて、発熱したヒータ46からの熱が伝達される。
(もっと読む)
金属薄板加工装置と搬送装置とを備えた、金属薄板加工に用いられる機械的なアッセンブリ
【課題】僅かな技術的な手間で、改善されたワークピースロジスティックスが可能となるようにする。
【解決手段】少なくとも1つの別のXガイドと、少なくとも1つの別のYガイドとが設けられており、これにより存在する少なくとも2つのXガイドと少なくとも2つのYガイドとが、ワークピース支持体8’,8’’をXガイドとYガイドとに沿って循環運動させることができるように配置されていて、搬送手段によって互いに連結されており、ワークピース支持体8’,8’’が、搬送手段によって選択可能にXガイドまたはYガイドに対応配置可能であるようにした。
(もっと読む)
照射位置検出装置、照射位置補正用具セット及びレーザ加工装置
【課題】小型化を可能にした照射位置検出装置、照射位置補正用具セット及びレーザ加工装置を提供する。
【解決手段】レーザ光45を検出する光センサ104を格子状に配置した検出面105を有し、前記光センサ104の各々の検出信号を出力する照射位置検出装置103と、平板状の複数のベースパーツ140A〜140D、前記照射位置検出装置103を載置する載置面102をワーク面51上に形成する載置ベース体101とを備え、連結板に前記ベースパーツ140A〜140Dの数だけ、高さを同じくする脚受け体120Aを設け、前記脚受け体120Aのそれぞれに前記ベースパーツ140A〜140Dを挿通して前記載置面102を形成すると共に、前記脚受け体120Aのそれぞれの箇所で前記照射位置検出装置103の支持脚を係合させ、前記載置面102内で、前記検出面105の高さを一定に維持しつつ前記照射位置検出装置103の位置を変更可能にした。
(もっと読む)
照射位置補正方法、照射位置補正用具セット及びレーザ加工装置
【課題】レーザ照射位置を補正するための装置の小型化を可能にし、なおかつ、高精度に照射位置を補正できるようにする。
【解決手段】複数の光センサ104を配置した検出面105を有する照射位置検出装置103を、レーザ加工対象物が配置されるワーク面51上に配置し、前記検出面105をレーザ光45によって走査し、前記検出面105の光センサ104が前記レーザ光45によって照射されたときの前記レーザ光45の照射目標位置と前記光センサ104の位置とに基づいて、前記レーザ光45の照射目標位置と照射位置とのズレを補正する照射位置補正方法において、前記ワーク面51上での前記照射位置検出装置103の配置位置を、少なくとも1或いは複数の前記光センサ104が重なり合うように規定し、重なり合うべき前記光センサ104から得られた照射目標位置の測定値のズレに基づいて、前記配置位置の各々での前記光センサ104の位置のズレを補正する。
(もっと読む)
レーザ加工機
【課題】加工能率を向上させることができるレーザ加工機を提供する。
【解決手段】テーブル2表面に内部の空間部と連通する穴を備え、空間部を負圧源に接続することによりテーブル表面にワークを吸着するようにしたレーザ加工機において、これらテーブル内部の空間部を大気圧または負圧源1に接続する圧力切り替え装置6を設け、この圧力切り替え装置6をテーブルに配置する。圧力切り替え装置6は、負圧源に接続された空間部R1と、テーブル内部の空間部と連通した空間部R21,R22と、これら空間部R1及びR21,R22間に設けられた圧力切替室R3,R4を有し、シャッタ25a,25bによって圧力切替室R3,R4を、空間部R1もしくは大気のどちらか一方に選択的に連通させる。
(もっと読む)
レーザ加工機のレーザ照射位置補正方法
【課題】 高精度且つ短時間で行うことができるレーザ加工機のレーザ照射位置補正方法を提供することである。
【解決手段】 予め定めた箇所の温度を測定し、前記箇所の温度の変化量が所定の範囲から外れた場合はレーザ照射位置を確認し、前記レーザ照射位置が指令位置に対して予め定める許容値から外れている場合は、ガルバノミラー5a,5bの位置決め角度を補正して前記指令位置に一致させるようにしたレーザ加工機におけるレーザ照射位置補正方法において、レーザ2aの外径を定めるマスク3a〜3c毎に、ガルバノミラー5a,5bの位置決め角度を補正した時刻を補正時刻として記憶し、加工に使用するマスク3a〜3cについての最後の補正時刻から現在時刻までの経過時間が所定の指定時間を超えた場合は、レーザ照射位置を確認し、レーザ照射位置が指令位置に対して予め定める許容値から外れている場合は、ガルバノミラーの位置決め角度を補正する。
(もっと読む)
201 - 220 / 394
[ Back to top ]