
Fターム[4E068CA14]の内容
Fターム[4E068CA14]に分類される特許
141 - 160 / 394
レーザ加工制御装置及びレーザ加工制御方法

【課題】高精度かつ高速に加工対象物へのレーザ加工を実現する。
【解決手段】予め設定された加工対象物の各加工位置へレーザ光を照射し加工を行うための制御を行うレーザ加工制御装置において、前記レーザ光を照射するレーザ発振器の照射タイミングを制御するトリガ制御手段と、前記レーザ光の方向を変えるガルバノミラーを所定の位置に整定させるガルバノスキャナを制御するガルバノ駆動制御手段と、前記加工対象物を所定の位置に移動させるステージの移動制御を行うステージ駆動制御手段と、前記トリガ制御手段、前記ガルバノ駆動制御手段、及び前記ステージ駆動制御手段にそれぞれ対応する制御信号を出力し、前記トリガ制御手段、前記ガルバノ駆動制御手段、及び前記ステージ駆動制御手段の何れか1つから制御完了信号を入力する主制御手段とを有することにより、上記課題を解決する。
(もっと読む)
一体的に並置した複数の放射源を用いたプレートの照射

一体的に並置した複数の放射源(108−1、108−2、108−3、108−4)を用いてプレート(104)を照射する方法であって、一体的に並置した複数の放射源(108−1、108−2、108−3、108−4)の各々が、プレート(104)の複数の副範囲領域(110−1、110−2、110−3、110−4)のうちの1つを照射することを含む。よって、照射されるプレート(104)の副領域は、一体的に並置した複数の放射源(108−1、108−2、108−3、108−4)から比較的均一で比較的明確に特定した放射を受けることになる。装置がこの方法を実行し、この方法を用いて太陽電池を製造する。本発明の方法及び装置は、レーザドーピングやレーザ切断に適用することができる。 (もっと読む)
金属板の溶接方法
【課題】金属板の本体部分から屈曲する屈曲片同士を抵抗溶接によって強固に溶接することができる金属板の溶接方法を提供する。
【解決手段】この金属板の溶接方法では、第1の金属板11の本体部分13に沿う第1の当接面62と、第1の屈曲片14の角度に対応して第1の当接面62に対して傾斜する第2の当接面63とを有する下部電極61を用いることにより、第1の屈曲片14と第1の金属板11の本体部分13との間に下部電極61を容易に配置できる。この状態で上部電極51を第2の屈曲片24に対して配置することにより、通電中の第1の屈曲片14及び第2の屈曲片24への加圧及び拘束を十分な力で行うことが可能となるので、屈曲片14,24同士を抵抗溶接によって強固に溶接することができる。
(もっと読む)
四角形ユニット片の製造方法
明細書に開示されるのは、複数のカッターを備える裁断機を使用して、比較的大きなサイズを有する四角形基材から比較的小さなサイズを有する1種類以上の四角形ユニット片を裁断して四角形ユニット片を製造する方法であって、当該方法は、四角形基材上の欠陥の位置を確認するために四角形基材の長手方向および短手方向において四角形基材をスキャンする検査ステップ(a)と、2つ以上の種類の裁断機を使用して四角形基材を仮想的に裁断した際の生産量を算出する計算ステップ(b)と、計算ステップで算出された生産量が最大生産量の70%以上の範囲内になる裁断機の1つを選択する選定ステップ(c)と、選定ステップ(c)で選択された裁断機を使用して四角形基材を裁断して、四角形ユニット片を製造する製造ステップ(d)と、を備える。 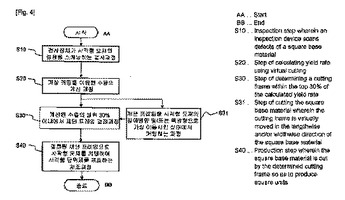 (もっと読む)
(もっと読む)
レーザ溶着方法および筐体
【課題】レーザ光を透過し易い第1の樹脂材と、この第1の樹脂材に比較してレーザ光を透過し難い第2の樹脂材とを互いに突き合わせて安定にレーザ溶着することのできるレーザ溶着方法を提供する。
【解決手段】第1の樹脂材側から第2の樹脂材に向けてレーザ光を照射して前記第1および第2の樹脂材との突き合わせ部に溶着部を予備的に形成した後(予備溶着)、この溶着部の近傍に再度レーザ光を照射して前記第1および第2の樹脂材を互いに密着させて溶着(本溶着)する。
(もっと読む)
基板アライメント方法、基板アライメント装置、レーザ加工裝置及びソーラパネル製造方法
【課題】基板上にアライメントマークを設けることなく正確にアライメントを行なうことができるようにする。
【解決手段】レーザ光による最初の加工処理が終了した時点で、その加工処理によって形成された形状変化部分と基板の縁部の両方を含む箇所の画像を取得し、その画像を次回以降の加工処理前のアライメント処理に利用するようにした。画像の中に形状変化部分と基板縁部の両方の画像を含んでいるので、画像認識処理が容易となる。
(もっと読む)
リッドの仮止め方法および装置
【課題】小型のリッドであっても、吸着ノズルでリッドを保持しながら容器に仮止めすることを可能にする。
【解決手段】リッドを容器にスポット接合することで両者を仮止めするリッドの仮止め方法および装置であって、少なくとも作用端近傍7Aがレーザ光透過性を有する吸着ノズル7によりリッド10を吸着保持し、吸着ノズル7に保持されたリッド10を容器11の開口部に位置決めして載置し、吸着ノズル7がリッド10を容器11の方向に付勢した状態で、作用端近傍7Aを透過させてレーザ光をリッド10に照射することでこのリッド10を容器11に仮止めすることを特長とする。
(もっと読む)
レーザ蒸着を用いた溶接によりブリスクドラムのブレードを修復する装置
【課題】レーザ蒸着を用いた溶接により、ガスタービン用のブリスクドラムのブレードを修復する装置を提供する。
【解決手段】装置はレーザ光源に接続されビームが長さ方向に偏向等されるモジュール13を備え、CCDカメラ12用のモジュールが接続されCCDカメラで装置を配置し、ブレードへの粉末の蒸着を監視、制御が可能で、モジュール13のカメラモジュールに対向側にレーザビームを成形、集光するモジュール19、モジュール20が隣接する。モジュール20内の長手方向でヘッド21内の溶接粉末供給装置に接続される供給路35が、出射口36へ配向される。出射口にモジュール22が隣接し、これがガス源に接続され対象のブレードを含む開いた保護ガスダクトを形成し、翼端に付加される蒸着金属を保護ガスで封止し蒸着物を融解時等の劣化から保護する。
(もっと読む)
レーザ溶接方法及び鉄道車両用外板
【課題】長尺状の金属板同士の突き合わせ溶接において、複雑なギャップ管理を行なうことなく健全な溶接部を形成できるレーザ溶接方法及び鉄道車両用外板を提供する。
【解決手段】このレーザ溶接方法では、プレス成型によって第1の金属板11の端部12に鋭角に屈曲する第1の屈曲片14を設けると共に、第2の金属板21の端部22に鈍角に屈曲する第2の屈曲片24を設け、第1の屈曲片14と第2の屈曲片24とが当接するように第1の金属板11の端部12と第2の金属板21の端部22とを突き合わせている。プレス成型の金型では、加工材の長さに関わらず十分な直線性を達成できる。したがって、このレーザ溶接方法では、複雑なギャップ管理を行わなくとも、第1の屈曲片14と第2の屈曲片24とを当接させるだけで端部12,22間のギャップが抑えられ、レーザ溶接部W1を健全に形成できる。
(もっと読む)
レーザ溶接方法
【課題】重ね面の少なくとも一方が表面処理された金属板からなるワークを積層して、重ね面間に所望の大きさを有する隙間を形成することにより、溶接の際に発生するメッキ金属のガスを隙間に拡散させる。
【解決手段】表面処理され重ねられた第1ワーク12及び第2ワーク14をクランプ用治具16でクランプする。その際、クランプ用治具16に設けられた開口部16dと第1ワーク12との接触面の略中心に溶接箇所18aを設定する。その後、溶接箇所18aにレーザ光L1を照射して、溶融している溶融部19を形成し、開口部16dの内側周縁にもレーザ光L1を走査し、加熱部20aを形成することにより、隙間G1を形成し、溶接時に発生する表面処理層からのガスを前記隙間G1に拡散させ、その圧力を低減する。
(もっと読む)
レーザ加工方法および加工装置並びに被加工物
【課題】ワークへのレーザ光による穴加工時に、ワーク内の局所変形領域の変化量を検出してレーザ光の照射位置を補正し、良品率を向上させる。
【解決手段】平面形状が四角形の加工ワーク20の四隅に位置決めマーク21を配置形成しておき、レーザ加工に移る段階での位置決めマーク21の位置をCCDカメラ12で撮像
して位置データを検出し、加工ワーク20の回転角度やワーク全体の伸縮率などの変化量を求める。さらに、経験的に特定した加工ワーク20内の局所変形領域を取り囲むように配置形成されている位置決めマーク22の位置を同様に検出し、局所変形領域での変化量を求める。局所変形領域内では位置決めマーク22のデータを基に、他の領域では位置決めマーク21のデータに基づき、レーザ光を照射する加工位置データを補正して、加工ワーク20上の変化量に対応した位置に穴加工を施す。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】前段のプロセスでレーザ光により基板に形成したパターンと、後段のプロセスでレーザ光によりこの基板に形成するパターンとが接触や間隔ずれを起こさないようにする。
【解決手段】基板(K)とレーザ光(b2)とを相対駆動することで基板(K)に所定のパターンを加工形成するレーザ加工方法であって、前段のプロセスで基板(K)に形成された第1パターン(LA1)の形状を特定するデータを倣元線データ(D2)として取得する倣元線データ取得ステップ(S200)と、倣元線データ(D2)に基づいて、後段のプロセスでレーザ光(b2)が辿る軌跡が第1パターン(LA1)の形状に倣う形状となるように、基板(K)とレーザ光(b2)とを相対駆動して第2パターン(L1)を形成する第2パターン形成ステップ(S300)とを備える。
(もっと読む)
レーザ加工装置
【課題】加工対象が設置された位置および傾きによらず、加工対象に対して位置精度良くレーザ加工を行う。
【解決手段】加工対象1を一定速度で第1の方向に搬送する加工対象搬送手段2と、加工対象搬送手段2上における加工対象1の位置を検出する位置検出手段3と、レーザ発振器4と、レーザ発振器4から出力されたレーザビームBの偏向方向を第1の方向と平行な方向において調整してレーザビームBを偏向させる偏向手段6と、偏向手段6で偏向されたレーザビームBを偏向して被加工面に対して既定の走査方向に一定速度で走査する走査手段7と、位置検出手段3で検出した加工対象搬送手段2上における加工対象1の位置の検出結果と、加工対象1の搬送位置に関する情報と、に基づいて偏向手段6におけるレーザビームBの偏向方向を制御する制御手段8と、偏向手段6および走査手段7で偏向されたレーザビームBを被加工面上に集光する集光手段9と、を備える。
(もっと読む)
溶接加工装置
【課題】本発明の目的は、第1ブランク材と第2ブランク材とを突き合せ、両ブランク材を突き合せ部で溶接する溶接加工装置において、テーブル上にブランク材を正確に位置決め固定して、ブランク材以外の障害物を極力なくすことにある。
【解決手段】位置決め及び溶接の各ステーションを備え、位置決めステーションでテーブル上に第1ブランク材と第2ブランク材とを突き合せて位置決め固定し、このテーブルを溶接ステーションに移動して溶接装置により両ブランク材の突き合せ部のレーザ溶接を行うように構成され、テーブルは、上方に突出して第1ブランク材の突き合せ縁に当接する位置決め用ストッパと、第1ブランク材をストッパに当接させる第1押圧部材と、第1ブランク材の下面を吸着する第1マグネットクランプと、第2ブランク材を第1ブランク材に当接させる第2押圧部材と、第2ブランク材の下面を吸着する第2マグネットクランプとを備える。
(もっと読む)
レーザリペア装置、レーザリペア方法、および情報処理装置
【課題】レーザリペア装置が高速に欠陥を修理することを可能とする。
【解決手段】CCDカメラ111がガラス基板102を撮像して画像データを生成する。制御部112は画像データに基づいて、ガラス基板102上の欠陥の外形を抽出する。また、制御部112は、レーザ発振器103から出射されたレーザ光がガラス基板102上に照射される範囲が、欠陥の外形とその外形に外接する外接矩形との複数の接点のうち少なくとも1つを含むように、ガラス基板102上にレーザ光を照射する位置を決定する。制御部112は、決定した位置と上記範囲とに基づいて欠陥の外形を狭めながら、上記の決定を繰り返す。そして、レーザリペア装置100は、繰り返しにより決定した複数の位置に、光学系を介してレーザ発振器103からのレーザ光を照射する。
(もっと読む)
加工装置
【課題】本発明は、生産性が向上するとともに、加工のフレキシビリティを向上できる加工装置を提供する。
【解決手段】加工装置10は、レーザ発振器20と、レーザ発振器20を制御する全体制御装置25と、複数の加工ユニット50とを備える。加工ユニット50は、プリンタヘッド30を移動可能に保持する保持部60と、レーザ光Lをプリンタヘッド30側へ導く光学系300と、レーザ光Lの到達を選択的に阻止するシャッター180と、保持部60を制御するとともに全体制御装置25にレーザ要求信号を送信する個別制御装置200とを備える。全体制御装置25は、レーザ光の送信要求があると当該送信要求を送信した加工ユニット50のシャッター180を制御してレーザ光がプリンタヘッド30に到達可能にするとともに、レーザ発振器20を駆動してレーザ光を発振する。
(もっと読む)
吸着機構とそれを用いたレーザ加工装置
【課題】飛散物の回収のための専用の吸引ノズルを設けることなく飛散物の回収ができるレーザ加工装置と、これに用いる吸着機構を提供することを目的とする。
【解決手段】 基板Wの上方からレーザ光Lを照射するとともに基板Wの下部に対してレーザ加工を行うレーザ加工部5と、
基板Wの下部側から基板Wを吸着保持する吸着機構6と、
この吸着機構6とレーザ加工部5を相対的に移動させ、基板Wをレーザ加工部5による加工位置に位置決めするX軸リニアモータ3およびY軸リニアモータ4と、
を備えたことを特徴とするレーザ加工装置。
(もっと読む)
エッジ検出装置およびレーザ加工装置
【課題】いかなる形状の検出対象物であっても検出対象物のエッジ位置を高精度に検出することができ、空間フィルタとしての精度が高く、配置の自由度が高いエッジ検出装置を提供する。
【解決手段】複数の波長の光を含む白色光を第1の光路109aへ発する白色光源101と、第1の光路109aに発せられた白色光に含まれる波長毎に被加工物1(検出対象物)に向けて光軸上に複数の焦点を形成する色収差集光レンズ102と、被加工物1で反射した白色光を第1の光路109aとは異なる第2の光路109bに導く光ファイバ104と、この光ファイバ104により第2の光路109bに導かれた白色光の強度を検出する検出器103と、を備える。
(もっと読む)
レーザ加工装置
【課題】用いる白色光の扱いが容易で、ワークに焦点の合った波長光によるワーク表面高さの測定性能を向上させる。
【解決手段】白色光源101から発せられた白色光を第1の光ファイバ103を用いて第2の集光レンズ102に導きワークWに集光させ、ワークWからの反射光を第2の光ファイバ120を用いて反射光の強度を検出する検出器110に導くようにした検出手段10を備え、ワークWに集光照射させるために用いる白色光の扱いを容易とし、かつ、ワークWに焦点の合った波長光のみの安定した伝搬を可能とした。
(もっと読む)
座標位置検出装置及び座標位置検出方法
【課題】ティーチング作業時に、アーム取付体から加工ヘッドを取り外すことなく、より簡単な構成で、レーザ溶接点等のターゲットの座標位置を検出することが可能とする。
【解決手段】座標位置検出装置は、揺動自在で、それぞれのラインレーザ光22a〜22cの平面が互いに平行にならないように設置された少なくとも3つのスリットレーザ照射器20a〜20cと、各スリットレーザ照射器20a〜20cの揺動角度を検出する揺動角度検出手段(ロータリーエンコーダ30a〜30c)とを有する。
(もっと読む)
141 - 160 / 394
[ Back to top ]